一种密封圈折线切断加工夹具的制作方法
1.本发明属于工艺装备技术领域,尤其涉及一种密封圈折线切断加工夹具。
背景技术:
2.在制造工艺过程中常需要使用各种工艺工装,这些工装用于对待加工的工件进行定位、装夹,以使工件保持稳定的姿态,从而有利于提高工件加工精度和加工质量。例如,公开号为:“cn106425607a”的专利文献,公开了一种环形工件定位工装,包括成对设置的定位块,能够实现工件外侧的定位,定位套套设在贯穿于竖直的基板通孔的拉杆上,将工件套设于定位套上,又由于拉杆的下端与动力装置相连接,在动力装置的活塞的作用下拉动拉杆时,拉杆将定位套上端的切口撑开,从而对工件的内圈进行定位,这样在对工件进行作业时,就能够快速实现对待加工的工件在x、y、z方向上的精确定位。然而,在实际生产中需要对一种密封圈工件进行z字形切口加工,如图3至图5所示,该密封圈零件是一种液力变速器中的关键部门,起密封作用,在产品使用过程中要求很高。加工过程中如果加工方法不当,及易产生次品,尤其是在z字形切口处尺寸控制、对称位置移偏、z形切口处断裂,进而造成加工次品,造成零件在使用过程中,起不到密封的作用。现有技术尚没有这类零件加工的专用工装,因此,迫切需要研发一种新型工艺装备以解决对圆环工件z字形切口的技术问题。
技术实现要素:
3.为解决上述技术问题,本发明提供了一种密封圈折线切断加工夹具。
4.本发明通过以下技术方案得以实现。
5.本发明提供一种密封圈折线切断加工夹具,包括工装本体,所述工装本体表面设有容纳槽、定位台和横向切口沉槽,所述定位台表面设有纵向切口沉槽,所述容纳槽与所述横向切口沉槽、纵向切口沉槽分别相交。
6.所述纵向切口沉槽深度与所述定位台表面相对于所述容纳槽槽口的高度一致。
7.所述工装本体表面还设有定位沉槽,定位沉槽与所述容纳槽相交。
8.所述工装本体表面还设有卸料沉槽,卸料沉槽与所述容纳槽相交。
9.所述卸料沉槽数量为一对,该对卸料沉槽彼此相对对置于所述容纳槽的两侧。
10.所述密封圈折线切断加工夹具还包括压板和支承螺钉,所述压板的一端设有叉口,支承螺钉穿过该叉口与所述工装本体表面螺接,所述压板另一端螺接有调节螺钉,该调节螺钉末端抵靠于所述工装本体表面上并且使所述叉口末端延伸至所述容纳槽槽口上方。
11.所述容纳槽整体为圆环形状。
12.所述压板、支承螺钉和调节螺钉数量相同并且逐一配对布置。
13.所述压板、支承螺钉和调节螺钉数量为3件以上。
14.所述密封圈折线切断加工夹具还包括限位板和压紧螺钉,限位板上设有限位台阶,压紧螺钉穿过该限位板与所述工装本体表面螺接并且使限位台阶与所述横向切口沉槽的至少一侧槽壁齐平。
15.本发明的有益效果在于:采用本发明的技术方案,将圆环工件搁置于容纳槽内,提供刀具,所述刀具包括刀杆,所述刀杆的一端固连有刀片,操作者手持所述刀杆的另一端,先沿着所述纵向切口沉槽深度方向挥动刀片切出z字形切口的一边,再翻转圆环工件,将圆环工件搁置于容纳槽内,操作者手持刀具沿着所述纵向切口沉槽深度方向挥动刀片切出z字形切口的另一边,最后,再将圆环工件搁置于容纳槽内,操作者手持刀具沿着所述横向切口沉槽宽度方向挥动刀片,使前述z字形切口的两边连在一起形成z字形切口,即制得密封圈。容纳槽对工件起到定位作用,压板、支承螺钉和调节螺钉对工件起到压紧作用,从而使圆环工件在加工过程中保持稳定的姿态,防止跑偏,通过转动圆环工件使待加工切口与定位沉槽槽壁齐平,从而对切口加工位置进行准确定位,横向切口沉槽、纵向切口沉槽分别对操作者手持刀具切割的方向起到导向作用,并且纵向切口沉槽深度还对切割深度起刀限定作用,限位板上的限位台阶页对操作者手持刀具切割的深度起刀限定作用,保证了密封圈z字形切口加工的一致性和加工精度,提高了加工质量。
附图说明
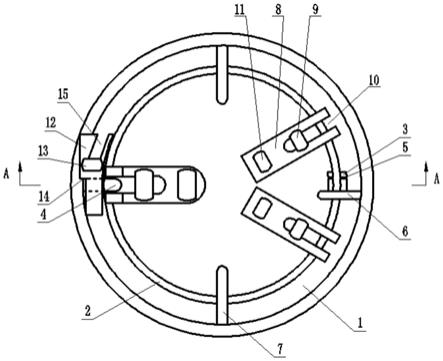
16.图1是本发明的俯视图;
17.图2是本发明图1中沿着a-a面剖切的剖视图;
18.图3是采用本发明进行z字形切口后的密封圈的主视图;
19.图4是采用本发明进行z字形切口后的密封圈的左视图;
20.图5是采用本发明图3中b向局部放大图。
21.图中:1-工装本体,2-容纳槽,3-定位台,4-横向切口沉槽,5-纵向切口沉槽,6-定位沉槽,7-卸料沉槽,8-压板,9-支承螺钉,10-叉口,11-调节螺钉,12-限位板,13-压紧螺钉,14-限位台阶,15-缺口,16-密封圈,17-z字形切口。
具体实施方式
22.下面进一步描述本发明的技术方案,但要求保护的范围并不局限于所述。
23.如图1、图2所示,本发明提供一种密封圈折线切断加工夹具,包括工装本体1,工装本体1表面设有容纳槽2、定位台3和横向切口沉槽4,定位台3表面设有纵向切口沉槽5,容纳槽2与横向切口沉槽4、纵向切口沉槽5分别相交。
24.进一步地,纵向切口沉槽5深度与定位台3表面相对于容纳槽2槽口的高度一致。纵向切口沉槽5深度限定了操作者手持刀具挥刀切割的范围或幅度,从而保证在圆环工件上加工出的切口一致。
25.另外,工装本体1表面还设有定位沉槽6,定位沉槽6与容纳槽2相交。定位沉槽6用于限定切口加工位置,当将圆环工件搁置于容纳槽内,通过转动圆环工件使待加工切口与定位沉槽槽壁齐平,从而对切口加工位置进行准确定位。
26.此外,工装本体1表面还设有卸料沉槽7,卸料沉槽7与容纳槽2相交。卸料沉槽7使圆环工件便于从工装上进行装卸。卸料沉槽7数量为一对,该对卸料沉槽7彼此相对对置于容纳槽2的两侧。
27.另外,密封圈折线切断加工夹具还包括压板8和支承螺钉9,压板8的一端设有叉口10,支承螺钉9穿过该叉口10与工装本体1表面螺接,压板8另一端螺接有调节螺钉11,该调
节螺钉11末端抵靠于工装本体1表面上并且使叉口10末端延伸至容纳槽2槽口上方。容纳槽2整体为圆环形状。压板8、支承螺钉9和调节螺钉11数量相同并且逐一配对布置。压板8、支承螺钉9和调节螺钉11数量为3件以上。
28.进一步地,密封圈折线切断加工夹具还包括限位板12和压紧螺钉13,限位板12上设有限位台阶14,压紧螺钉13穿过该限位板12与工装本体1表面螺接并且使限位台阶14与横向切口沉槽4的至少一侧槽壁齐平。限位板12上设有缺口15,压紧螺钉13穿过该缺口15与工装本体1表面螺接。
29.另外,如图1至图5所示,圆环工件z字形切口加工方法,包括以下步骤:
30.提供刀具,刀具包括刀杆,刀杆的一端固连有刀片,在用户需要时,使用如权利要求1至9任一项的密封圈折线切断加工夹具,将圆环工件搁置于容纳槽2内,用户手持刀杆的另一端,沿着纵向切口沉槽5深度方向、沿着横向切口沉槽4宽度方向挥动刀片,在圆环工件上加工获得z字形切口。
31.优选圆环工件是材质为4ft-4聚轩氟乙烯的密封圈。工装本体1、压板8、支承螺钉9、调节螺钉11、刀杆和刀片的材质均为45#碳素钢,并且经过调质处理后使其硬度达到hrc32~36。
32.采用本发明的技术方案,将圆环工件搁置于容纳槽内,提供刀具,刀具包括刀杆,刀杆的一端固连有刀片,操作者手持刀杆的另一端,先沿着纵向切口沉槽深度方向挥动刀片切出z字形切口的一边,再翻转圆环工件,将圆环工件搁置于容纳槽内,操作者手持刀具沿着纵向切口沉槽深度方向挥动刀片切出z字形切口的另一边,最后,再将圆环工件搁置于容纳槽内,操作者手持刀具沿着横向切口沉槽宽度方向挥动刀片,使前述z字形切口的两边连在一起形成z字形切口,即制得密封圈。容纳槽对工件起到定位作用,压板、支承螺钉和调节螺钉对工件起到压紧作用,从而使圆环工件在加工过程中保持稳定的姿态,防止跑偏,通过转动圆环工件使待加工切口与定位沉槽槽壁齐平,从而对切口加工位置进行准确定位,横向切口沉槽、纵向切口沉槽分别对操作者手持刀具切割的方向起到导向作用,并且纵向切口沉槽深度还对切割深度起刀限定作用,限位板上的限位台阶页对操作者手持刀具切割的深度起刀限定作用,保证了密封圈z字形切口加工的一致性和加工精度,提高了加工质量。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1