气动工装夹具的制作方法
1.本实用新型涉及夹具技术领域,尤其涉及一种气动工装夹具。
背景技术:
2.虎钳是用来夹持工件的通用夹具。虎钳在工作台上,用以夹稳加工工件,为钳工车间必备工具。现有的虎钳存在以下不足:1、传统加工应用虎钳加工,虎钳体积大而笨重,不便于使用和操作;2、虎钳无法通用,只能单一对正、方类型面工件进行加工;3、应用虎钳对工件进行夹紧时,都需要调节虎钳,且调节时间很长,影响生产效率;4、应用虎钳做工装时,无法实现机外装夹。
技术实现要素:
3.本实用新型的目的在于提供一种装夹速度快、组装准确性高并可实现机外装夹的气动工装夹具。
4.为实现上述目的,本实用新型提供了一种气动工装夹具,包括底座、装夹部、安装底板、定位拉钉及锁紧拉钉,所述底座的上部设有四个凹槽,四个所述装夹部分别安装于四个所述凹槽上;所述装夹部包括轴盖、轴心件、轴套、弹性件及滚珠,所述轴盖覆盖于所述凹槽的上方,所述轴盖与所述底座围设有一安装空间,所述底座设有供气体进入所述安装空间的第一气孔,所述轴盖设有与所述安装空间连通的通孔,所述轴心件设置于所述安装空间内并连接于所述底座上,所述轴心件设有插孔,所述插孔连通于所述通孔的下方,所述插孔与所述通孔之间形成定位空间;所述轴套可上、下滑动地设置于所述轴心件与所述底座之间,所述轴套位于所述第一气孔的出气端的下方,所述弹性件设置于所述底座和所述轴心件中的一者与所述轴套之间,所述弹性件用于使所述轴套复位,所述滚珠可移动地设置于所述轴心件与所述轴盖之间;所述安装底板的底部设有两个所述定位拉钉和两个所述锁紧拉钉,两个所述定位拉钉分别插入两个所述装夹部的所述定位空间内,且所述定位拉钉均与所述通孔卡合连接,两个所述锁紧拉钉分别插入余下两个所述装夹部的所述定位空间内,且所述锁紧拉钉与所述通孔之间具有间隙;借由所述轴套抵顶所述滚珠,以使所述滚珠移动至所述定位空间并夹紧所述定位拉钉以及所述锁紧拉钉,或者,借由外部气体进入所述第一气孔,以推动所述轴套下滑并压缩所述弹性件,从而释放所述滚珠。
5.较佳地,所述底座设有供气体进入所述安装空间的第二气孔,所述第二气孔的出气端位于所述轴套的下方。
6.较佳地,所述轴盖包括盖体部及凸设于所述盖体部上的插接部,所述盖体部承载于所述底座上,所述插接部插接于所述轴套与所述底座之间。
7.较佳地,所述轴套设有用于顶推或释放所述滚珠的斜面。
8.较佳地,若干个所述滚珠沿所述轴心件的周向方向设置于所述轴心件与所述轴盖之间。
9.较佳地,所述定位拉钉的周侧设有供所述滚珠夹紧的第一夹紧槽。
10.较佳地,所述锁紧拉钉的周侧设有供所述滚珠夹紧的第二夹紧槽。
11.与现有技术相比,本实用新型的气动工装夹具通过在安装底板的底部设置定位拉钉及锁紧拉钉,将两个定位拉钉分别插入两个装夹部的定位空间内并与通孔卡合连接,便可快速将两个锁紧拉钉分别插入余下两个装夹部的定位空间内,并提高组装准确性;通过使装夹部的第一气孔断开通气,使得轴套在弹性件的弹性恢复力作用下上滑复位并抵顶滚珠,使滚珠移动至定位空间并夹紧定位拉钉以及锁紧拉钉,从而快速固定定位安装底板;通过外部气体进入第一气孔,外部气体推动轴套下滑,从而释放滚珠,使得滚珠松动而不再夹紧,从而可将安装底板快速拆离。本实用新型的气动工装夹具可实现机外装夹,代替现有的手动虎钳装夹,节省调节时间,缩短调节准备周期,降低操作难度,且装夹速度和更换速度快,组装准确性高,并可提高生产效率,且制作方便,生产成本低。
附图说明
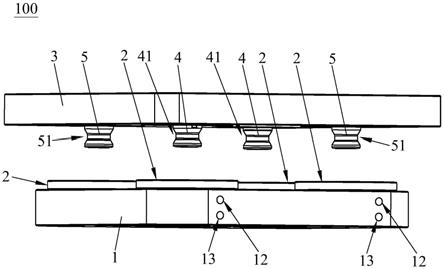
12.图1是本实用新型的气动工装夹具的正视图。
13.图2是本实用新型的气动工装夹具的分解图。
14.图3是本实用新型的气动工装夹具的俯视图。
15.图4是图3中沿c-c方向的剖视图。
16.图5是图4中a处的放大图。
17.图6是图4中b处的放大图。
具体实施方式
18.为了详细说明本实用新型的技术内容、构造特征,以下结合实施方式并配合附图作进一步说明。
19.请参阅图1至图6,本实用新型的气动工装夹具100包括底座1、装夹部2、安装底板3、定位拉钉4及锁紧拉钉5,底座1的上部设有四个凹槽11,四个装夹部2分别安装于四个凹槽11上。装夹部2包括轴盖21、轴心件22、轴套23、弹性件24及滚珠25,轴盖21覆盖于凹槽11的上方,轴盖21与底座1围设有一安装空间,底座1设有供气体进入安装空间的第一气孔12,轴盖21设有与安装空间连通的通孔211,轴心件22设置于安装空间内并连接于底座1上,轴心件22设有插孔221,插孔221连通于通孔211的下方,插孔221与通孔211之间形成定位空间。轴套23可上、下滑动地设置于轴心件22与底座1之间,轴套23位于第一气孔12的出气端的下方,弹性件24设置于底座1和轴心件22中的一者与轴套23之间,弹性件24用于使轴套23复位,滚珠25可移动地设置于轴心件22与轴盖21之间。
20.请继续参阅图1至图6,安装底板3的底部设有两个定位拉钉4和两个锁紧拉钉5,两个定位拉钉4分别插入两个装夹部2的定位空间内,且定位拉钉4均与通孔211卡合连接,两个锁紧拉钉5分别插入余下两个装夹部2的定位空间内,且锁紧拉钉5与通孔211之间具有间隙;借由轴套23抵顶滚珠25,以使滚珠25移动至定位空间并夹紧定位拉钉4以及锁紧拉钉5,从而夹紧固定安装底板3,或者,借由外部气体进入第一气孔12,以推动轴套23下滑并压缩弹性件24,从而释放滚珠25,滚珠25松开定位拉钉4以及锁紧拉钉5,进而松开安装底板3,使得安装底板3可拆离。
21.请参阅图2及图4,底座1设有供气体进入安装空间的第二气孔13,第二气孔13的出
气端位于轴套23的下方。通过对第二气缸通气,从而可辅助顶推轴套23上移。
22.请参阅图4,轴盖21包括盖体部212及凸设于盖体部212上的插接部213,盖体部212承载于底座1上,插接部213插接于轴套23与底座1之间。具体地,轴套23的下部接触连接于底座1的凹槽11内壁,轴套23的上部与底座1的凹槽11内壁之间具有间隔,轴盖21的插接部213插接于该间隔中,插接部213的下端与轴套23的下部之间具有间隙,底座1的第一气孔12的出气端位于插接部213的下端与轴套23的下部之间,使得进入第一气孔12的外部气体可进入该间隙并驱使轴套23下滑。更具体地,轴套23套设于轴心件22的外侧。进一步地,轴套23设有用于顶推或释放滚珠25的斜面231。通过驱动轴套23下滑,使得轴套23通过斜面231释放滚珠25,从而使得滚珠25松动;通过驱动轴套23上滑,使得轴套23通过斜面231顶推滚珠25,使得滚珠25移动至定位空间并夹紧定位拉钉4以及锁紧拉钉5。
23.请参阅图2及图4,若干个滚珠25沿轴心件22的周向方向设置于轴心件22与轴盖21之间。通过设置多个滚珠25,使得轴套23可通过驱动多个滚珠25夹紧定位拉钉4以及锁紧拉钉5,提高夹紧的稳固性。进一步地,定位拉钉4的周侧设有供滚珠25夹紧的第一夹紧槽41,锁紧拉钉5的周侧设有供滚珠25夹紧的第二夹紧槽51。滚珠25可分别夹紧定位拉钉4的第一夹紧槽41和锁紧拉钉5的第二夹紧槽51,同时,第一夹紧槽41和第二夹紧槽51可对滚珠25起卡位作用。
24.请参阅图1至图6,本实用新型的气动工装夹具100的具体工作原理如下:
25.通过外部气体进入第一气孔12,外部气体推动轴套23下滑,从而释放滚珠25,将两个定位拉钉4分别插入两个装夹部2的定位空间内并与通孔211卡合连接,便可快速将两个锁紧拉钉5分别插入余下两个装夹部2的定位空间内,并提高组装准确性,同时,由于锁紧拉钉5与通孔211之间具有间隙,可在有加工误差的情况下也能保证锁紧拉钉5可插入通孔211内。通过使装夹部2的第一气孔12断开通气,使得轴套23在弹性件24的弹性恢复力作用下上滑复位并抵顶滚珠25,使滚珠25移动至定位空间并夹紧定位拉钉4以及锁紧拉钉5,从而快速固定定位安装底板3。在需要拆离安装底板3时,通过外部气体进入第一气孔12,外部气体推动轴套23下滑并压缩弹性件24,从而释放滚珠25,使得滚珠25松动而不再夹紧,从而可将安装底板3快速拆离。
26.综上,本实用新型的气动工装夹具100可实现机外装夹,代替现有的手动虎钳装夹,节省调节时间,缩短调节准备周期,降低操作难度,且装夹速度和更换速度快,组装准确性高,并可提高生产效率,且制作方便,生产成本低。
27.以上所揭露的仅为本实用新型的较佳实例而已,不能以此来限定本实用新型之权利范围,因此依本实用新型权利要求所作的等同变化,均属于本实用新型所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1