用于加工机中的板状工件的再调整装置及再调整方法与流程
本发明涉及一种用于加工板状工件的机床中的板状工件的再调整装置,并且还涉及一种用于再调整板状工件以在机床中进行加工的方法。
背景技术:
1、cn 104550536 b公开了一种通过冲压加工板状工件的机床。该机床包括上工具和下工具,以加工放置在工件搁架上的板状工件。板状工件借助于夹持器被进给装置保持,并相对于冲压工具运动以用于加工目的。为了获得对板状工件的完整加工,需要对板状工件进行再调整,这意味着进给装置的夹持元件沿工作平面的轴线相对于板状工件的夹持受到影响。在再调整期间,需要将板状工件相对于工件搁架固定。为此,提供了两个可液压控制缸,它们彼此间隔开地并且与冲压工具间隔开地布置。在活塞杆的可伸出端设置压力件,这些压力件被进给到定位在工件搁架中的对应支承件,以便获得对板状工件的夹紧。
2、可彼此独立控制的两个提升缸和与压力件对置的对应支承件形成了再调整装置。
3、这种再调整装置具有的缺点是不可能产生用于将板状工件加以固定的大的力。此外,这些缸需要大的安装空间、特别是大的结构高度。
技术实现思路
1、本发明的任务是提出一种用于加工板状工件的机床的再调整装置,所述再调整装置能够实现用于将板状工件加以固定的大保持力,以提高加工安全性。此外,本发明的任务是提出一种用于再调整板状工件以在机床中进行加工的方法,通过它利用高保持力保持板状工件的位置以提高加工安全性。
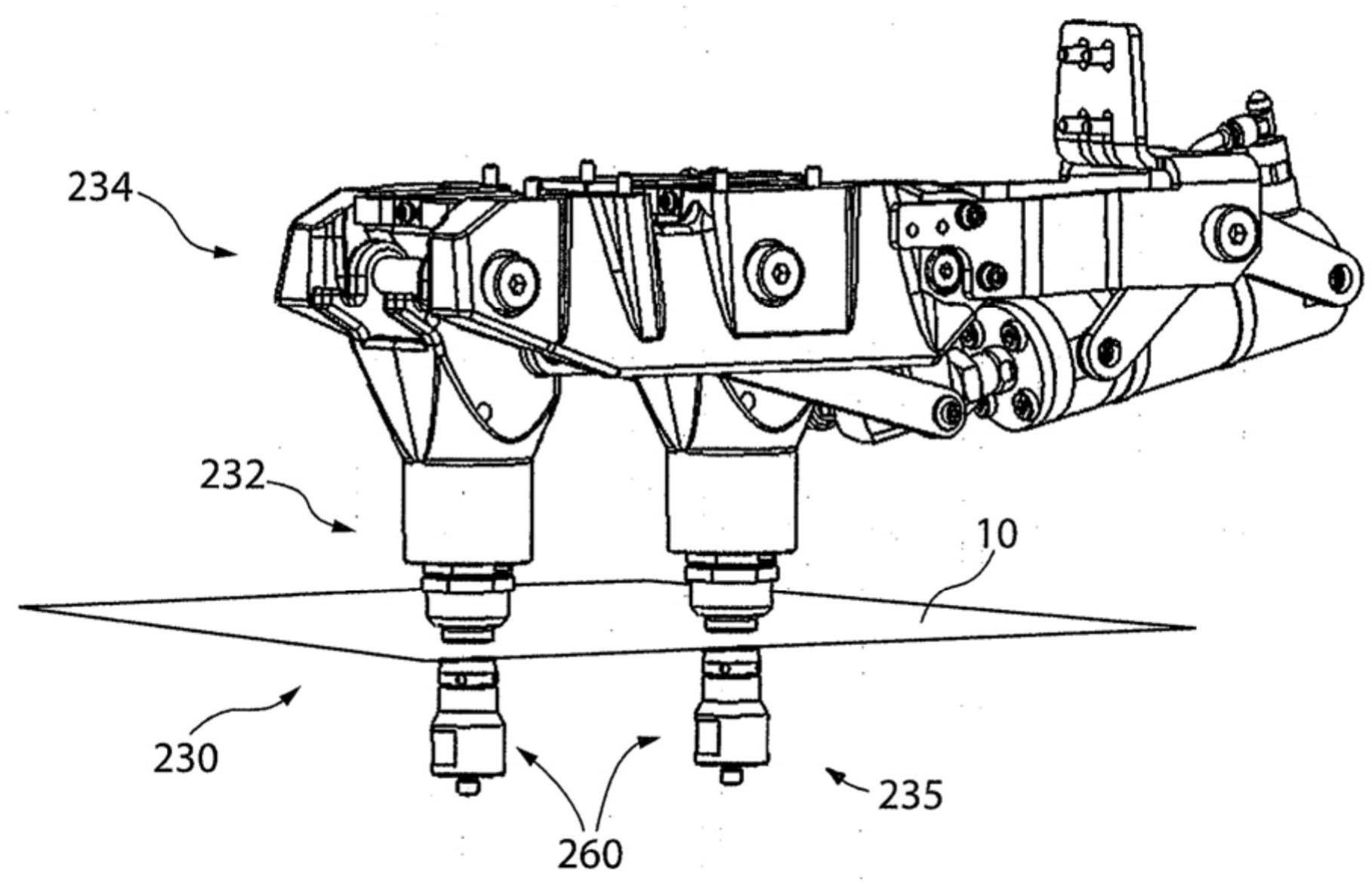
2、所述任务通过一种用于加工板状工件的机床的再调整装置来实现,该再调整装置包括上施压装置,该上施压装置包括彼此间隔开布置的至少两个压力挺杆,该再调整装置包括下支撑装置,该下支撑装置的彼此间隔开布置的至少两个对应支承件可以定位成与压力挺杆相反,并且该再调整装置包括驱动装置,借助于该驱动装置,上施压装置的压力挺杆可以从闲置位置被转移到工作位置,上施压装置的至少两个压力挺杆彼此耦合并且可在闲置位置和工作位置之间一起运动或枢转。一起、特别是同时或相继从闲置位置转移到工作位置的至少两个压力挺杆的耦合使得这些压力挺杆可以分别以相同的压力或压紧力作用在板状工件上,以便通过夹紧将板状工件相对于与压力件相反的相应对应支承件夹紧地固定。这进一步使得可以在进给装置的夹持器的释放和实施期间防止板状工件在工件搁架上围绕z轴的旋转运动,也就是说在x-y平面中的旋转运动。此外,由于从闲置位置到工作位置的可运动布置,上施压装置的至少两个压力挺杆的这种耦合具有的优点是可以获得紧凑的结构高度,结果是,机床的其他部件(比如包括夹持器装置的移除装置)可以被插入并且可以被定位在上工具和板状工件之间,以便移除由板状工件制成的工件部分。
3、根据再调整装置的有利配置,该至少两个压力件可以通过铰接机构或耦合机构同步移动。这使得能够简化两个压力挺杆的控制,从而使得这两个压力挺杆可以一起且同时移动以对板状工件施加保持力。
4、优选地,上施压装置的至少两个压力件可以借助于铰接机构进行控制,其中压力件布置在输出侧,并且该至少一个驱动装置布置在输入侧。通过这样的铰接机构,该至少一个驱动装置可以控制压力件在闲置位置与工作位置之间的限定的移动运动或枢转运动。
5、此外,优选地,压力挺杆在工作位置面向板状工件定向、特别是垂直于板状工件定向,并且在闲置位置相对于板状工件向上移动或侧向枢转。结果是,在再调整过程之外,当再调整装置不使用时,提供了对板状工件的可接近性和上工具与板状工件之间的增加的自由空间。
6、此外,下支撑装置优选地被配置为与上施压装置解耦或分离。这使得能够简化结构设计并且简化再调整装置在机床中的安装。
7、有利地,上施压装置的压力挺杆包括柱形壳体,压力销以弹簧支承的方式布置在该柱形壳体中。该压力销被引导为当夹紧力施加到板状工件上时能够克服柔性元件沉入到壳体中。结果是,一方面可以施加足够的预定压力,另一方面可以补偿公差。
8、优选地,在压力挺杆的壳体中设置用于通过压力销施加力、特别是弹簧力的力储存元件、特别是预加载弹簧组件。有利地,提供预加载的碟形弹簧组件,其结果是,在进给运动的情况下可以获得限定的力增加。
9、再调整装置的上施压装置优选地具有基体或保持元件,在该基体或保持元件上间隔开地设置用于压力挺杆的可枢转布置的两个枢转轴,这两个枢转轴以平行方式定向,所述枢转轴能够用于使压力挺杆从缩回的闲置位置移动到伸出的工作位置。压力挺杆在施压装置的基体上的这种可枢转布置使得可以在闲置位置获得低的或紧凑的结构高度。此外,将压力挺杆转移到伸出的工作位置使得压力挺杆的纵向轴线可以例如位于z轴上,以便随后在上工具用于夹紧板状工件的进给运动的情况下获得高夹紧力。
10、在上施压装置上,枢转轴优选地彼此间隔开地设置在基体上或保持元件上,结果是,压力挺杆在缩回的闲置位置中彼此前后定位,特别是布置成一行并且优选地定向在水平定向的线上。结果是,上施压装置具有低高度和小宽度。
11、此外,在伸出的工作位置中,压力挺杆优选地抵靠界定枢转运动的终端止挡件。这使得在上工具的行程运动的情况下,力可以直接从上工具通过基体和终端止挡件传递到压力挺杆。
12、优选地,驱动装置可旋转地支承在上施压装置的基体上,并控制铰接机构使压力挺杆在闲置位置和工作位置之间缩回和伸出。由此,上施压装置被构造为安装组件。
13、驱动装置优选地包括具有可伸出活塞杆的行程活塞,借助于活塞杆控制铰接机构。该行程活塞可以以液压方式、气动方式或电磁方式控制。替代地,驱动装置也可以构造为齿轮机构、凸轮控制系统或线性驱动器。
14、有利地,在铰接机构的滑动构件或杠杆臂与驱动装置之间设置肘杆机构,所述滑动构件或杠杆臂与压力挺杆接合。结果是,特别是可以在将压力挺杆转移到闲置位置时进行力辅助。
15、再调整装置的上施压装置优选地在基体或保持元件上具有与压力挺杆对置的连接接口,所述连接接口能够用于将施压装置可释放地紧固在机床的上行程驱动设备或上工具上。这使得能够简单且快速地安装这种上施压装置。
16、此外,压力挺杆的壳体与压力销之间的再调整位置优选地是可调节的。这例如可以通过间距补偿元件等来实现。例如,压力销可以两部分地构成,使得间距补偿元件可以布置成位于这两部分之间。此外,替代地,布置在工作位置中的压力挺杆的再调整位置可以在上行程驱动装置和上施压装置的接口之间调节。优选地,同样可以将具有优选预定的厚度等级的间距补偿元件布置成位于上行程驱动装置和上施压装置的接口之间。
17、此外,为了接收该至少两个对应支承件,下支撑装置优选地具有支撑框架,该支撑框架可以紧固在下行程驱动装置或下工具上。该支撑框架优选刚性地构成,以便特别是避免在工件搁架的平面中的偏转。
18、根据第一实施例,下支撑装置的对应支承件可以构造为刚性的对应支承件。替代地,也可以使用可下降的对应支承件。通过配置可下降的对应支承件,可以实现无划痕加工,特别是在较软的板状工件的情况下。
19、本发明的任务还通过一种用于再调整板状工件以在机床中进行加工的方法来实现,在该方法中,为了在两个加工循环之间再调整板状工件,通过根据上述实施例之一的再调整装置执行再调整过程,在这两个加工循环中,使用工具加工板状工件。这种方法具有的优点是,再调整装置的压力挺杆朝向下支撑装置的对应支承件运动,并且同时放置在板状工件上,以将板状工件夹紧在压力挺杆和对应支承件之间。结果是,可以占据和保持可靠的夹紧位置,以便通过进给装置的移动运动执行再调整过程,该进给装置在板状工件的加工过程中夹持板状工件并且至少沿着x轴、至少沿着工件搁架的x轴移动。
20、优选地提供的是,在再调整循环开始时,板状工件被再调整装置相对于工件搁架以固定方式保持就位,并且进给装置相对于板状工件的夹持位置被释放,并且进给装置相对于板状工件移动了再调整距离,并且板状工件被进给装置的夹持器固定在夹持位置,该夹持位置已经以该再调整距离改变。结果是,特别是在其长度大于进给装置的移动距离的长板状工件的情况下,可以实现板状工件的完整加工。
21、此外,在再调整过程的第一工作步骤中,再调整装置的上施压装置优选地相对于机器框架移动到上终端位置,并且该至少两个压力挺杆随后从闲置位置转移到工作位置。结果是,可以实现压力挺杆可靠地伸出或枢转到工作位置,而不会与板状工件10碰撞。
22、在再调整过程的后续工作步骤中,上施压装置优选地朝向板状工件运动,并且板状工件以夹持方式被保持在上施压装置与下支撑装置之间。上施压装置沿z轴的移动运动使得可以实现该至少两个压力挺杆的无倾斜放置。
23、随后,优选地,在板状工件被再调整装置以夹紧方式固定后,进给装置的夹持器打开,板状工件被控制为沿y轴移离进给装置的夹持器。这种移离夹持器、特别是移离夹持器的夹爪的结果是,板状工件的侧边缘的直线度误差在执行再调整距离期间不影响板状工件在再调整装置中的夹紧位置。在板状工件移离时,板状工件的指向夹持器的端部侧优选地不被完全从夹持器的夹爪中引导出,而是仅从位于夹爪中的零位止挡件移除。
24、在板状工件移离夹持器之后,进给装置优选地沿着调整距离移动,并且板状工件随后被控制为移向进给装置的夹持器。因此可以将板状工件再次引入夹持器的夹爪中,以便提供用于将板状工件加以固定的扩大的接合面。
25、特别地,在第一次再调整过程中,板状工件移离夹持器时的移动距离被控制为大于用于使板状工件移向夹持器的移动距离。在第一次再调整过程中尤其是这种情况,因为在第一次夹持板状工件时,板状工件的接合在夹爪中的端部边缘抵靠在夹持器的夹爪的零位止挡件上,以便具有限定的取向。在进一步的后续再调整过程中,用于合压和离压的移动距离优选地是相同的。
26、此外,优选地,在经过再调整距离后,板状工件被夹持器以夹紧方式保持,并且上施压装置被转移到闲置位置,并且后续的加工循环开始。
27、有利地,在再调整过程期间,进给装置和/或行程驱动装置的移动速度的过程参数可以减小。这使得提高过程安全性,因为在降低移动速度和/或加速度的情况下惯性矩减小。
28、可以在再调整过程之前和/或期间执行碰撞监控。特别地,这种碰撞监控由过程控制器执行。由此实现的是,上施压装置的压力挺杆和/或下支撑装置的对应支承件定位为邻近于板状工件的已加工区域。板状工件中的这种已加工区域可以是切口、凸起或凹陷或腮状部或槽等。
29、该方法的另一有利配置提供的是,在再调整过程期间,相对于再调整装置并行和/或相继地控制上工具和下工具对板状工件的夹紧。通过板状工件在上工具与下工具之间或者在上工具上的刮刀与下工具之间的这种附加夹紧,可以实现附加固定。特别地,压力挺杆和刮刀或上工具相对于彼此布置在三角形位置中。结果是,板状工件可以在三个点处以夹紧方式保持,并且可以获得抵抗板状工件在xy平面内的旋转的增加的保持力矩。
- 还没有人留言评论。精彩留言会获得点赞!