全自动镜片车边机的制作方法
1.本发明属于车边机技术领域,尤其是涉及一种全自动镜片车边机。
背景技术:
2.现有镜片后期加工,一般都要进行车边与倒角处理,使得镜片的外观及合格率符合需求。镜片由镜片输送带送入镜片车边机的车边机构,但是镜片输送带上会吸附车边产生的树脂粉尘。由于镜片输送带为环形结构,故这些树脂粉末将随镜片输送带转动粘附到镜片上,造成产品缺陷。
技术实现要素:
3.本发明旨在解决以下技术问题:镜片输送带上会吸附车边产生的树脂粉末,由于镜片输送带为环形结构,故这些树脂粉末将随镜片输送带转动粘附到镜片上,造成产品缺陷;提供一种全自动镜片车边机,其设有输送带清洁装置对输送带进行清洁。
4.为了达到上述目的,本发明采用如下技术方案:一种全自动镜片车边机,包括送片机构、车边机构和出片机构,所述车边机构设置在所述送片机构后部的上方,所述出片机构设置在所述送片机构的后方,所述送片机构包括送片输送带和输送带清洁装置,输送带清洁装置包括集尘盒以及清洁滚轮组件,所述集尘盒设置在送片输送带的下方、车边机构的前方,所述集尘盒在两组送片输送带的正下方设有集尘盒敞开口,所述集尘盒的一端或两端设有集尘盒管接口,所述集尘盒管接口连接有抽吸集尘装置,在两个集尘盒敞开口处分别设置所述清洁滚轮组件,所述清洁滚轮组件包括两个清洁滚轮、滚轮旋转电机、滚轮安装架、滚轮安装架平移气缸,两个清洁滚轮转动连接在所述滚轮安装架上并通过所述滚轮旋转电机驱动旋转,所述滚轮安装架平移气缸连接所述滚轮安装架并驱动所述滚轮安装架沿垂直于所述送片输送带的方向作往复平移运动。
5.作为一种优选的技术方案,所述送片机构还包括若干组沿所述送片输送带的输送方向设置镜片冷却装置。
6.作为一种优选的技术方案,所述全自动镜片车边机还包括镜片预检测机构,所述镜片预检测机构设置在所述送片输送带上并位于所述车边机构的前方,所述镜片预检测机构包括检测支架、夹爪组件和预检测座组件,夹爪组件包括两个夹爪和夹爪手指气缸,所述夹爪手指气缸固定设置在所述检测支架上,所述夹爪手指气缸连接两个夹爪并控制两个夹爪沿垂直于所述送片输送带的方向张开和夹紧,所述预检测座组件包括预检测座、预检测座安装架和预检测座升降气缸,预检测座位于所述送片输送带的上方且固定安装在所述预检测座安装架上,所述预检测座升降气缸固定设置在所述检测支架上,所述预检测座升降气缸连接所述预检测座安装架并控制所述预检测座安装架升降。
7.作为一种优选的技术方案,所述车边机构包括刀架组件,所述刀架组件包括刀架上支板、刀架后支板、车边刀头和进刀电机,所述刀架上支板水平设置,所述进刀电机固定
设置在所述刀架上支板上,所述刀架后支板竖直设置在所述刀架上支板的后方,所述进刀电机的连接所述刀架后支板并驱动所述刀架后支板相对于所述刀架上支板前后平移,所述车边刀头安装在所述刀架后支板上,所述刀架上支板连接有刀架上支板升降机构。
8.作为一种优选的技术方案,所述全自动镜片车边机还包括吸尘机构,所述吸尘机构包括吸尘管和吸尘风机,所述吸尘管固定设置在所述刀架后支板上,所述吸尘管的前端罩设在所述车边刀头的外周,所述吸尘管的后端与所述吸尘风机连接。
9.作为一种优选的技术方案,所述车边机构还包括镜片定位组件、下主轴组件和上旋转座,镜片定位组件和下主轴组件上下对应设置,镜片定位组件包括两个定位夹爪和定位夹爪手指气缸,所述定位夹爪手指气缸连接两个定位夹爪并控制两个定位夹爪沿垂直于所述送片输送带的方向张开和夹紧,所述下主轴组件包括镜片顶升气缸、镜片顶升部件和镜片顶升部件安装架,镜片顶升气缸顶端的驱动轴与所述镜片顶升部件安装架连接以驱动所述镜片顶升部件安装架升降,镜片顶升部件安装在镜片顶升部件安装架上并随镜片顶升部件安装架升降,上旋转座设置在两个定位夹爪中间,上旋转座连接有上旋转座旋转装置。
10.作为一种优选的技术方案,所述车边机构还包括倒角组件,所述倒角组件包括倒角砂轮、倒角马达、倒角马达安装座、倒角马达旋转气缸,所述倒角马达旋转气缸连接所述倒角马达安装座并驱动所述倒角马达安装座旋转,所述倒角马达安装在所述倒角马达安装座上,所述倒角马达的输出轴与所述倒角砂轮固定连接。
11.作为一种优选的技术方案,所述全自动镜片车边机还包括挡尘罩,所述挡尘罩罩设在所述送片输送带上,所述挡尘罩包括前罩和后罩,前罩和后罩分别设置在所述车边机构的前部和后部,前罩和后罩连接有挡尘罩平移气缸,挡尘罩平移气缸驱动前罩和后罩相对收拢和张开。
12.作为一种优选的技术方案,所述送片机构、车边机构设有两组,两组送片机构、车边机构并排设置,所述出片机构包括出片输送带和出片分隔板,所述出片输送带设置在且两组送片机构的后方承接送片输送带送出的成品镜片,所述出片输送带垂直于所述送片输送带设置,所述出片分隔板设置在所述出片输送带的中间,所述出片分隔板的前端折弯并抵接在出片输送带的侧边缘处且位于两组送片机构之间。
13.作为一种优选的技术方案,所述车边机构设置在一车边箱内,所述车边箱仅在前后侧设有供所述送片输送带通过的开口,所述车边箱连接有将车边箱内部气体抽吸到外部的车边箱集尘管。
14.采用上述技术方案后,本发明具有如下优点:1、本发明的全自动镜片车边机,设置了输送带清洁装置对送片输送带进行清洁,利用清洁滚轮将送片输送带表面的树脂粉尘去除,并通过集尘盒收集树脂粉尘,通过抽吸集尘装置将树脂粉尘排出。本发明的全自动镜片车边机,使得镜片表面不会粘附送片输送带上的树脂粉末,保证了产品质量。
15.2、本发明的全自动镜片车边机,设置了预检测座组件对镜片进行车边前的厚度检测。根据预检测组件检测到的镜片厚度数据,车边机构根据镜片厚度数据调整刀头的高度,使得刀头恰好位于镜片的边缘处。因此,节省了车边机构调整行程的时间,镜片到达车边机构后能够快速进行车边工序,提升了全自动镜片车边机的工作效率,增加了产值。
16.3、本发明的全自动镜片车边机,设置了吸尘机构进行刀头附近进行吸尘,并通过
车边箱集尘管对车边箱内部进行抽吸,以收集镜片车边加工产生的树脂粉末,从而避免划伤镜片表面,以及避免粉末污染生产环境并对操作人员的健康产生威胁。
17.4、本发明的全自动镜片车边机,设置了两组送片机构、车边机构,并通过一组出片机构进行出片,一组送片机构送出的镜片成品经过出片输送带的内侧输出,另一组送片机构送出的镜片成品经过出片输送带的外侧输出,使得同一出片输送带能够输送两组不同型号规格的镜片,提升了生产效率。
附图说明
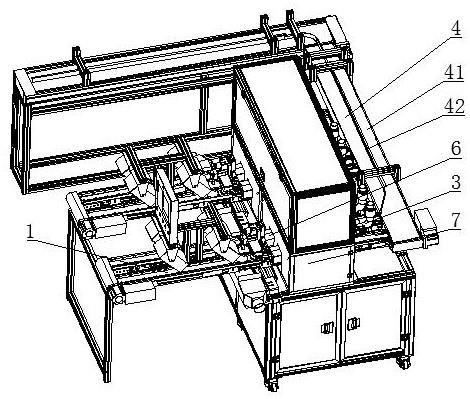
18.图1为全自动镜片车边机的结构示意图;图2为送片机构和车边机构的侧视图;图3为送片机构的结构示意图;图4为图3中a图处的局部放大图;图5为集尘盒的结构示意图;图6为清洁滚轮组件的结构示意图;图7为车边箱和车边机构的结构示意图;图8为车边机构的结构示意图;图9为刀架组件的结构示意图;图10为刀架组件的仰视图;图11为倒角组件的结构示意图;图12为下主轴组件的结构示意图;图13为镜片定位组件的结构示意图;图14为吸尘机构的结构示意图;图15为送片机构和下主轴组件的结构示意图;图16为送片机构和下主轴组件的俯视图,图中前罩和后罩处于收拢状态。
具体实施方式
19.以下结合附图及具体实施例,对本发明作进一步的详细说明。
20.如图1-16所示,全自动镜片车边机,包括送片机构1、车边机构2、吸尘机构3、出片机构4和镜片预检测机构5。
21.其中送片机构1、车边机构2、吸尘机构3设有两组且两组送片机构1、车边机构2、吸尘机构3并排设置。所述车边机构2设置在所述送片机构1后部的上方,所述吸尘机构3设置在所述车边机构2处,所述出片机构4设置在两组送片机构1的后方。
22.每组送片机构1包括送片输送带11、镜片冷却装置12、输送带清洁装置13。其中每组送片机构的送片输送带11设有两组,两组送片输送带11并排设置。每组送片输送带11上沿输送方向设有若干镜片挡条1101,所述镜片挡条1101设置在送片输送带11的两边,用于分隔镜片。
23.镜片冷却装置12设有两组,两组镜片冷却装置12沿所述送片输送带11的输送方向设置,用于镜片的冷却定型。镜片冷却装置12可以是冷却风机等,冷却风机的出风口对准送片输送带11上的镜片。
24.所述镜片预检测机构5设置在所述送片输送带11上并位于所述镜片冷却装置12的后方、所述车边机构2的前方。所述镜片预检测机构5包括检测支架51、两组预检测夹爪组件和预检测座组件。
25.两组预检测夹爪组件均包括两个预检测夹爪52和预检测夹爪手指气缸53。所述预检测夹爪手指气缸53固定设置在所述检测支架51上,所述预检测夹爪手指气缸53连接两个预检测夹爪52并控制两个预检测夹爪52沿垂直于所述送片输送带11的方向张开和夹紧。所述预检测夹爪52包括预检测夹臂521和两个竖直设置的预检测夹爪手指522,所述预检测夹臂521的内侧呈弧形。预检测夹爪组件通过驱动预检测夹爪52夹紧镜片对镜片进行第一次中心定位。
26.所述预检测座组件包括两个预检测座54、预检测座安装架55和预检测座升降气缸56。两个预检测座54分别位于两组送片输送带11的上方且固定安装在所述预检测座安装架55上。所述预检测座升降气缸56固定设置在所述检测支架51上,所述预检测座升降气缸56连接所述预检测座安装架55并控制所述预检测座安装架55升降。不同型号的镜片厚度不同,预检测座组件用于检测镜片厚度。根据预检测组件检测到的镜片厚度数据,车边机构根据镜片厚度数据调整刀头的高度,使得车边刀头恰好位于镜片的边缘处。因此,节省了车边机构调整行程的时间,镜片到达车边机构后能够快速进行车边工序,提升了全自动镜片车边机的工作效率,增加了产值。
27.输送带清洁装置13包括集尘盒131以及清洁滚轮组件132。所述集尘盒131设置在送片输送带11的下方、车边机构2的前方。所述集尘盒131在两组送片输送带11的正下方设有集尘盒敞开口13101,在所述集尘盒敞开口13101的两侧设有围挡13102。所述集尘盒131的一端或两端设有集尘盒管接口13103,所述集尘盒管接口13103连接有抽吸集尘装置。
28.在两个集尘盒131敞开口处分别设置所述清洁滚轮组件132。所述清洁滚轮组件132包括两个清洁滚轮1321、滚轮旋转电机1322、滚轮安装架1323、滚轮安装架平移气缸1324。两个清洁滚轮1321转动连接在所述滚轮安装架1323上并通过所述滚轮旋转电机1322驱动旋转。清洁滚轮1321与送片输送带11的下表面接触。所述滚轮安装架平移气缸1324连接所述滚轮安装架1323并驱动所述滚轮安装架1323沿垂直于所述送片输送带11的方向作往复平移运动。
29.所述车边机构2设置在一车边箱7内,所述车边箱7仅在前后侧设有供所述送片输送带11通过的开口。所述车边箱7连接有将车边箱7内部气体抽吸到外部的车边箱集尘管8。车边箱集尘管8设置在车边箱7后部位于送片输送带11下方。
30.所述车边机构2包括:刀架组件21、倒角组件22、下主轴组件23、镜片定位组件24、上旋转座25。
31.所述刀架组件21设置在所述下主轴组件23、所述镜片定位组件24的后方。所述刀架组件21包括刀架上支板211、刀架后支板212、车边刀头213和进刀电机214。所述刀架上支板211水平设置,所述进刀电机214固定设置在所述刀架上支板211上。所述刀架后支板212竖直设置在所述刀架上支板211的后方。所述进刀电机214的输出轴通过联轴器固定连接有进刀螺杆215,所述进刀螺杆215螺纹连接有进刀螺母216,所述进刀螺母216固定设置在所述刀架后支板212上。因此,所述进刀电机214驱动所述刀架后支板212相对于所述刀架上支板211前后平移。所述车边刀头213安装在车边刀杆217上,所述车边刀杆217安装在所述刀
架后支板212上。所述刀架后支板212上固定设有刀杆导向座220,所述车边刀杆217和所述刀杆导向座220滑动连接,所述车边刀杆217连接有车边刀杆前后调节机构218,以调节所述车边刀头213相对于所述刀架后支板212的距离。所述刀架上支板211的左右两端设有刀架上支板升降机构219,刀架上支板升降机构219包括纵向丝杆和纵向直线轴承。纵向丝杆连接刀架上支板211和所述车边箱7的顶板72,使得所述刀架上支板211相对于所述车边箱7的顶板72上下升降。
32.所述倒角组件22设置在所述下主轴组件23、所述镜片定位组件24的前方。所述倒角组件22包括倒角砂轮221、倒角马达222、倒角马达安装座223、倒角马达旋转气缸224。所述倒角马达旋转气缸224安装在所述车边箱7上,所述倒角马达旋转气缸224连接所述倒角马达安装座223并驱动所述倒角马达安装座223旋转。所述倒角马达222安装在所述倒角马达安装座223上,所述倒角马达的输出轴与所述倒角砂轮221固定连接。倒角砂轮221用于镜片边缘倒角。
33.所述下主轴组件23设置在所述车边箱7的底板71的下方。所述下主轴组件23包括:镜片顶升气缸231、镜片顶升部件232、镜片顶升部件安装架233。镜片顶升气缸231顶端的驱动轴与所述镜片顶升部件安装架233连接以驱动所述镜片顶升部件安装架233升降。
34.镜片顶升部件232包括镜片顶升杆2321和镜片顶升座2322。镜片顶升杆2321固定安装在镜片顶升部件安装架233上并随镜片顶升部件安装架233升降。镜片顶升座2322内设有轴承,镜片顶升座2322通过轴承与镜片顶升杆2321转动连接。上旋转座25驱动镜片旋转时,镜片顶升座2322受到与镜片的摩擦力,跟随镜片同步转动。车边箱7的底板71上开设有供镜片顶升部件232伸出的通孔。镜片顶升部件安装架233两侧设有镜片顶升导向杆234,用于镜片顶升部件安装架233升降时的导向。
35.镜片定位组件24设置在所述镜片顶升部件232的正上方。镜片定位组件24包括两个定位夹爪241和定位夹爪手指气缸242。所述定位夹爪手指气缸242安装在所述车边箱7上,所述定位夹爪手指气缸242连接两个定位夹爪241并控制两个定位夹爪241沿垂直于所述送片输送带11的方向张开和夹紧。所述定位夹爪241包括定位夹臂2411和两个竖直设置的定位夹爪手指2412,所述定位夹臂2411的内侧呈弧形。镜片定位组件24通过驱动定位夹爪241夹紧镜片对镜片进行第二次中心定位。
36.上旋转座25设置在两个定位夹爪241中间,上旋转座25连接有上旋转座旋转装置26。
37.所述车边箱7的下部设有两组挡尘罩6,两组挡尘罩6分别罩设在两组送片输送带11上方。挡尘罩6的前端和后端分别伸出所述车边箱7前后侧的开口。所述挡尘罩6包括前罩61和后罩62。前罩61和后罩62分别设置在所述镜片定位组件24、所述下主轴组件23的前侧和后侧,使得车边过程中产生的粉尘被阻隔在前罩61和后罩62的上方,保持送片输送带11的洁净。两组前罩61和后罩62连接有挡尘罩平移气缸63。挡尘罩平移气缸63的前后两端均伸出两根活塞杆,挡尘罩平移气缸63前端的活塞杆与两组前罩61固定连接,挡尘罩平移气缸63后端的活塞杆与两组后罩62固定连接。挡尘罩平移气缸63驱动前罩61和后罩62相对收拢和张开。前罩61和后罩62上设有半圆形缺口,前罩61和后罩62收拢后,前罩61和后罩62上的半圆形缺口卡装在镜片顶升部件232的外周,使得挡尘罩6位于镜片下方阻隔车边过程中产生的粉尘。
38.所述吸尘机构包括吸尘管250、吸尘增强器252。所述吸尘管250固定连接在刀架后支板26上,所述吸尘管250的前端一体设有前部敞开的吸尘罩253,所述吸尘罩253罩设在车边刀头的外周,所述吸尘管250的后端连接吸尘增强器252和吸尘器,吸尘增强器252用于增加吸尘器的吸力作用。
39.所述出片机构4包括出片输送带41和出片分隔板42。所述出片输送带41设置在且两组送片机构1的后方用于承接四组送片输送带11送出的成品镜片。所述出片输送带41垂直于所述送片输送带11设置。所述出片分隔板42设置在所述出片输送带41的中间,所述出片分隔板42的前端折弯并侧抵接在出片输送带41的边缘处且位于两组送片机构1之间。一组送片机构1送出的镜片成品经过出片输送带41的内侧输出,另一组送片机构1送出的镜片成品经过出片输送带41的外侧输出。通过此结构,使得同一出片输送带41能够输送两组不同型号规格的镜片。
40.本全自动镜片车边机的工作流程如下:1、送片输送带11对放置在送片输送带11上的镜片毛坯进行输送;2、镜片冷却装置12对镜片毛坯进行冷却定型;3、镜片预检测机构5的预检测夹爪组件通过驱动预检测夹爪52夹紧镜片对镜片进行第一次中心定位,镜片预检测机构5的预检测座组件对镜片进行车边前厚度检测,车边机构根据镜片厚度数据调整车边刀头213的高度,使得车边刀头213恰好位于镜片的边缘处;4、镜片毛坯被输送至车边机构2处,下主轴组件23的镜片顶升部件232顶升镜片毛坯,镜片毛坯升至超出挡尘罩6的高度后,挡尘罩平移气缸63驱动前罩61和后罩62相对收拢,镜片定位组件24通过驱动定位夹爪241夹紧镜片对镜片进行第二次中心定位;5、上旋转座25和镜片顶升座2322将镜片毛坯夹紧固定,上旋转座旋转装置26驱动上旋转座25旋转,使得镜片转动,同时车边刀头213进行镜片车边工作;6、镜片车边结束后,倒角组件22进行镜片倒角工作;7、下主轴组件23的镜片顶升部件232下降,镜片成品回落到送片输送带11上,被送至出片机构4送出。
41.除上述优选实施例外,本发明还有其他的实施方式,本领域技术人员可以根据本发明作出各种改变和变形,只要不脱离本发明的精神,均应属于本发明所附权利要求所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1