一种易拉胶产品生产工艺的制作方法
本发明涉及易拉胶产品,尤其涉及一种易拉胶产品生产工艺。
背景技术:
1、现有易拉胶产品生产工艺为圆刀模切机生产,此工艺对材料相应尺寸进行滚刀模切成型,现有技术中,一个产品上实际易拉胶可用面积只占总产品面积的28%,而生产过程中需要100%面积的易拉胶,多出的72%为排废物料,使得材料易拉胶排废面积太大,浪费材料太多,成本太高;另外组装效率和贴合精度较低,综合上述情况,因此我们提出了一种易拉胶产品生产工艺。
技术实现思路
1、基于背景技术存在的技术问题,本发明提出了一种易拉胶产品生产工艺。
2、本发明提出的一种易拉胶产品生产工艺,包括以下步骤:
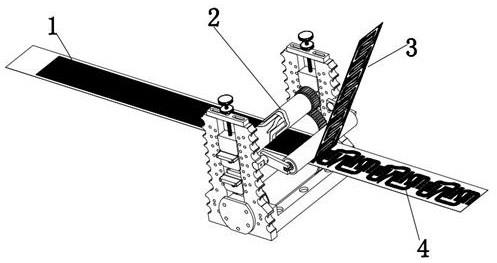
3、s1:选取一个宽度为10.146cm的易拉胶层,放置在圆刀模切机中圆刀模切机刀座上的滚刀模组内进行加工,同时配合圆刀模切机刀座上的圆滚轴辅助废料剥离,使得制得的模切产品料带和排废部分同时排出;
4、s2:将s1中制得的模切产品料带在其表面贴上一层透明盖带保护膜,贴合后,将模切产品料带使用收卷机做成卷料;
5、s3:将s2中制得的成卷料放置在定制设备中释放机构上对成卷料上的模切产品料带进行释放,利用定制设备上的线性xyz取料模组带动吸头机构和贴装定位视觉上相机进行位置移动;
6、s4:在s3中所述的吸头机构移动时带动其上的七个气缸横向移动,气缸分别带动对应的吸嘴移动,吸头机构上的旋转滑台带动吸嘴转动调节其朝向角度;
7、s5:根据模切产品料带上产品的位置调节好吸嘴的位置时,可通过气缸驱动吸嘴向下移动对模切产品料带上的胶条进行吸附;
8、s6:通过s3中所述的贴装定位视觉上相机配合多个吸嘴,能够将胶条贴高精度贴合到对应的位置上进行组装,组装完一个产品后继续进行下一产品的组装。
9、优选地,所述s1中,滚刀模组上的模切部位可根据产品各个工序不同形状的胶模型进行有效的排列。
10、优选地,所述s4中,吸嘴的数量为七个,其与气缸的数量相同,且吸嘴的下方设有吸孔,吸孔按每个胶条的形状及尺寸来设计。
11、优选地,所述s2中,模切产品料带上一共有七个组装胶条。
12、优选地,所述s3中,贴装定位视觉上相机采用的方式为ccd成像。
13、与现有的技术相比,本发明的有益效果是:
14、本发明通过对滚刀模组上的模切部位进行更改,易拉胶条料带调窄,大大减少排废部分的排出浪费,且通过七个吸嘴和贴装定位视觉上相机相配合,能够同时吸附七个胶条分别贴合到对应的位置以达到七合一的效果,提高了组装效率和贴合精度。
技术特征:
1.一种易拉胶产品生产工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种易拉胶产品生产工艺,其特征在于,所述s1中,滚刀模组(2)上的模切部位可根据产品各个工序不同形状的胶模型进行有效的排列。
3.根据权利要求1所述的一种易拉胶产品生产工艺,其特征在于,所述s4中,吸嘴(904)的数量为七个,其与气缸(902)的数量相同,且吸嘴(904)的下方设有吸孔(903),吸孔(903)按每个胶条的形状及尺寸来设计。
4.根据权利要求1所述的一种易拉胶产品生产工艺,其特征在于,所述s2中,模切产品料带(4)上一共有七个组装胶条。
5.根据权利要求1所述的一种易拉胶产品生产工艺,其特征在于,所述s3中,贴装定位视觉上相机(8)采用的方式为ccd成像。
技术总结
本发明公开了一种易拉胶产品生产工艺,包括以下步骤:S1:选取一个宽度为10.146cm的易拉胶层,放置在圆刀模切机中圆刀模切机刀座上的滚刀模组内进行加工,同时配合圆刀模切机刀座上的圆滚轴辅助废料剥离,使得制得的模切产品料带和排废部分同时排出;S2:将S1中制得的模切产品料带在其表面贴上一层透明盖带保护膜,贴合后,将模切产品料带使用收卷机做成卷料。本发明通过对滚刀模组上的模切部位进行更改,易拉胶条料带调窄,大大减少排废部分的排出浪费,且通过七个吸嘴和贴装定位视觉上相机相配合,能够同时吸附七个胶条分别贴合到对应的位置以达到七合一的效果,提高了组装效率和贴合精度。
技术研发人员:胡科辉,曾嘉儒
受保护的技术使用者:丝艾工业科技(中山)有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!