一种发动机挺柱球面涂层检测夹具的制作方法
1.本实用新型属于机械零件性能检测技术领域,尤其涉及一种发动机挺柱球面涂层检测夹具。
背景技术:
2.汽车发动机挺柱球头部分小球面上涂层结合力指标无法直接检测,需使用硬度机对小球面涂层进行压痕测量,然后依据合力技术指标得出结检测结果。由于指状挺柱体积和球头面积较小,不便于对挺柱进行固定夹持以及调整挺柱球头的球心与硬度机压头之间的位置。
技术实现要素:
3.为解决现有技术不足,本实用新型提供一种发动机挺柱球面涂层检测夹具,不仅可对挺柱进行稳定的夹持,而且可通过调节挺柱的位置,以匹配与硬度机压头之间的位置。
4.为了实现本实用新型的目的,拟采用以下方案:
5.一种发动机挺柱球面涂层检测夹具,包括:夹持块和压块。
6.夹持块具有第一贴合面,压块具有第二贴合面,第一贴合面表面开设有第一半孔,第二贴合面表面开设有第二半孔。
7.夹持时,第一贴合面与第二贴合面配合,第一半孔与第二半孔配合构建形成限位孔,限位孔用于安装挺柱,限位孔呈倾斜状态,限位孔下段设有顶紧螺钉,顶紧螺钉的前端与挺柱底面接触。
8.进一步的,夹持块与压块均为半圆结构,夹持时,夹持块与压块拼接形成圆柱体结构,限位孔位于圆柱体结构顶面的圆心位置与圆柱体结构的轴线重合。
9.进一步的,压块通过至少两颗锁紧螺钉连接于夹持块,锁紧螺钉与限位孔之间具有间隔,压块对应锁紧螺钉头部的位置开设有缺口,用于容纳隐藏锁紧螺钉的头部。
10.进一步的,夹持块与压块均为半圆结构,夹持块的底部一体成型有同轴的圆柱台,压块的底面滑动设于圆柱台的顶面。
11.进一步的,圆柱台顶面对应安装压块的位置垂直设有压紧螺杆,压块沿压紧方向开设有条形孔,压紧螺杆穿过条形孔。
12.进一步的,圆柱台具有与限位孔同轴的螺纹孔,用于安装顶紧螺钉。
13.本实用新型的有益效果在于:具有稳定的夹持效果,可有效防止挺柱在夹具内发生移动;利用顶紧螺钉调节挺柱在限位孔内的位置,以便于使挺柱更加方面的配合硬度机压头的位置。
附图说明
14.本文描述的附图只是为了说明所选实施例,而不是所有可能的实施方案,更不是意图限制本实用新型的范围。
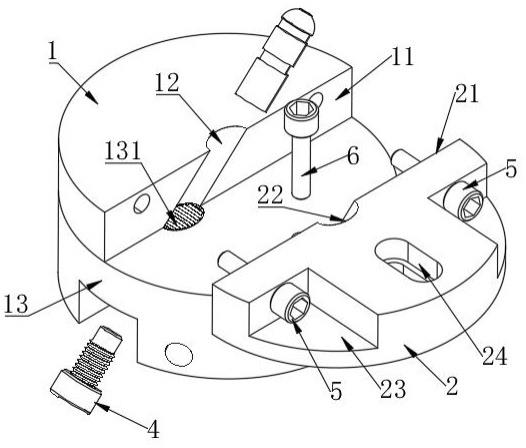
15.图1示出了本申请一种实施例的结构爆炸图。
16.图2示出了本申请一种实施例的构造图。
17.图3示出了本申请一种实施例的使用状态图。
18.图中标记:夹持块-1、第一贴合面-11、第一半孔-12、圆柱台-13、螺纹孔-131、压块-2、第二贴合面-21、第二半孔-22、缺口-23、条形孔-24、限位孔-3、顶紧螺钉-4、锁紧螺钉-5、压紧螺杆-6。
具体实施方式
19.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面结合附图对本实用新型的实施方式进行详细说明,但本实用新型所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。
20.实施例1
21.如图1、图2所示,一种发动机挺柱球面涂层检测夹具,其特征在于,包括:夹持块1和压块2.
22.具体的,夹持块1具有第一贴合面11,压块2具有第二贴合面21,第一贴合面11表面开设有第一半孔12,第二贴合面21表面开设有第二半孔22,第一半孔12与第二半孔22截面为半圆结构,夹持挺柱时,内壁与挺柱的外壁接触。
23.夹持时,第一贴合面11与第二贴合面21配合,为保证压紧效果,第一贴合面11与第二贴合面21之间并不接触,以保证第一半孔12及第二半孔22与挺柱充分贴紧。
24.如图2、图3所示,第一半孔12与第二半孔22配合构建形成限位孔3,限位孔3用于安装挺柱,限位孔3呈倾斜状态,以保证挺柱球头的球面朝向。
25.如图1所示,限位孔3下段设有顶紧螺钉4,顶紧螺钉4的前端与挺柱底面接触,顶紧螺钉4不仅可用于固定挺柱的位置,防止检测时挺柱沿着限位孔3向下滑动,可且还可通过顶紧螺钉4微调挺柱在限位孔3内的位置,以使得挺柱球头的球心与硬度计压头的轴线重合。
26.优选的,夹持块1与压块2均为半圆结构,夹持时,夹持块1与压块2拼接形成圆柱体结构,限位孔3位于圆柱体结构顶面的圆心位置与圆柱体结构的轴线重合,以便于控制挺柱与硬度机之间的相对位置。
27.优选的,如图1、图3所示,压块2通过至少两颗锁紧螺钉5连接于夹持块1,锁紧螺钉5与限位孔3之间具有间隔。
28.夹持时,利用锁紧螺钉5将压块2与夹持块1连接,使第一半孔12与第二半孔22逐步配合形成限位孔3,然后装入挺柱,并通过转动顶紧螺钉4控制挺柱在限位孔3内的位置,然后再继续拧紧锁紧螺钉5,使压块2与夹持块1将挺柱压紧。
29.压块2对应锁紧螺钉5头部的位置开设有缺口23,用于容纳隐藏锁紧螺钉5的头部,从而使检测夹具的外部呈整体的结构,以便于操作使用。
30.实施例2
31.如图1至图3所示,夹持块1与压块2均为半圆结构,夹持块1的底部一体成型有同轴的圆柱台13,压块2的底面滑动设于圆柱台13的顶面。
32.具体的,夹持时,通过压块2通过锁紧螺钉5将挺柱压紧于夹持块1,为保证挺柱被
完全压紧,那么第一贴合面11与第二贴合面21之间势必存在间隙,并且锁紧螺钉5与压块2上对应的安装孔之间也存在有间隙。因此为防止压块2在压紧挺柱时不发生位移或偏转,将压块2滑动设于圆柱台13的顶面,利用圆柱台13支撑压块2从而提高压块2夹持时的稳定性。
33.优选的,如图1、图2所示,圆柱台13顶面对应安装压块2的位置垂直设有压紧螺杆6,压块2沿压紧方向开设有条形孔24,压紧螺杆6穿过条形孔24,用于将压块2压紧与圆柱台13的顶面,以进一步提高压块2的夹持稳定性,从而保证对挺柱的稳定夹持。
34.优选的,如图1所示,圆柱台13具有与限位孔3同轴的螺纹孔131,用于安装顶紧螺钉4。
35.以上所述仅为本实用新型的优选实施例,并不表示是唯一的或是限制本实用新型。本领域技术人员应理解,在不脱离本实用新型的范围情况下,对本实用新型进行的各种改变或同等替换,均属于本实用新型保护的范围。
技术特征:
1.一种发动机挺柱球面涂层检测夹具,其特征在于,包括:夹持块(1)和压块(2);夹持块(1)具有第一贴合面(11),压块(2)具有第二贴合面(21),第一贴合面(11)表面开设有第一半孔(12),第二贴合面(21)表面开设有第二半孔(22);夹持时,第一贴合面(11)与第二贴合面(21)配合,第一半孔(12)与第二半孔(22)配合构建形成限位孔(3),限位孔(3)用于安装挺柱,限位孔(3)呈倾斜状态,限位孔(3)下段设有顶紧螺钉(4),顶紧螺钉(4)的前端与挺柱底面接触。2.根据权利要求1所述的发动机挺柱球面涂层检测夹具,其特征在于,夹持块(1)与压块(2)均为半圆结构,夹持时,夹持块(1)与压块(2)拼接形成圆柱体结构,限位孔(3)位于圆柱体结构顶面的圆心位置与圆柱体结构的轴线重合。3.根据权利要求1所述的发动机挺柱球面涂层检测夹具,其特征在于,压块(2)通过至少两颗锁紧螺钉(5)连接于夹持块(1),锁紧螺钉(5)与限位孔(3)之间具有间隔,压块(2)对应锁紧螺钉(5)头部的位置开设有缺口(23),用于容纳隐藏锁紧螺钉(5)的头部。4.根据权利要求1所述的发动机挺柱球面涂层检测夹具,其特征在于,夹持块(1)与压块(2)均为半圆结构,夹持块(1)的底部一体成型有同轴的圆柱台(13),压块(2)的底面滑动设于圆柱台(13)的顶面。5.根据权利要求4所述的发动机挺柱球面涂层检测夹具,其特征在于,圆柱台(13)顶面对应安装压块(2)的位置垂直设有压紧螺杆(6),压块(2)沿压紧方向开设有条形孔(24),压紧螺杆(6)穿过条形孔(24)。6.根据权利要求4所述的发动机挺柱球面涂层检测夹具,其特征在于,圆柱台(13)具有与限位孔(3)同轴的螺纹孔(131),用于安装顶紧螺钉(4)。
技术总结
本申请提供一种发动机挺柱球面涂层检测夹具,包括:夹持块和压块。夹持块具有第一贴合面,压块具有第二贴合面,第一贴合面表面开设有第一半孔,第二贴合面表面开设有第二半孔。夹持时,第一贴合面与第二贴合面配合,第一半孔与第二半孔配合构建形成限位孔,限位孔用于安装挺柱,限位孔呈倾斜状态,限位孔下段设有顶紧螺钉,顶紧螺钉的前端与挺柱底面接触。可对挺柱进行稳定的夹持,而且可通过调节挺柱的位置,以匹配与硬度机压头之间的位置。以匹配与硬度机压头之间的位置。以匹配与硬度机压头之间的位置。
技术研发人员:袁博 欧阳小红 杨贵根
受保护的技术使用者:梯爱司新材料科技(绵阳)有限公司
技术研发日:2022.05.12
技术公布日:2023/3/3
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1