一种带压痕功能的智能车用卷材异型裁剪设备的制作方法
本发明属于车辆内饰配件生产设备,尤其涉及一种带压痕功能的智能车用卷材异型裁剪设备。
背景技术:
1、目前,车辆用遮阳膜或遮阳板均是用卷材裁剪后制作而成,其中(参见图9-图10),对于带有圆角的梯形结构的裁剪是用两组上下裁刀91、92剪裁而成,其不足之处在于:一是原料利用率低,由于该剪裁方式是一个一个梯形的剪裁,剪裁时相邻两梯形之间一般都留有一定距离,造成原材料浪费,特别是两个梯形之间(例如b1与b2之间、b2与b3之间)由于梯形之下边原因形成较大的三角形废料区94、95,该废料区占梯形的五分之一左右,也就是说,现有技术对原材料的浪费为20%;二是生产效率低,现有技术基本采用人工操作。操作的准确性差,动作慢,两组刀具上下动作一次只能裁剪一个梯形板(膜)材,生产效率低;三是智能化程度低。
技术实现思路
1、本发明的目的是提供一种原材料利用率高、生产效率高、智能化的一种带压痕功能的智能车用卷材异型裁剪设备。
2、本发明的目的是这样解决的:
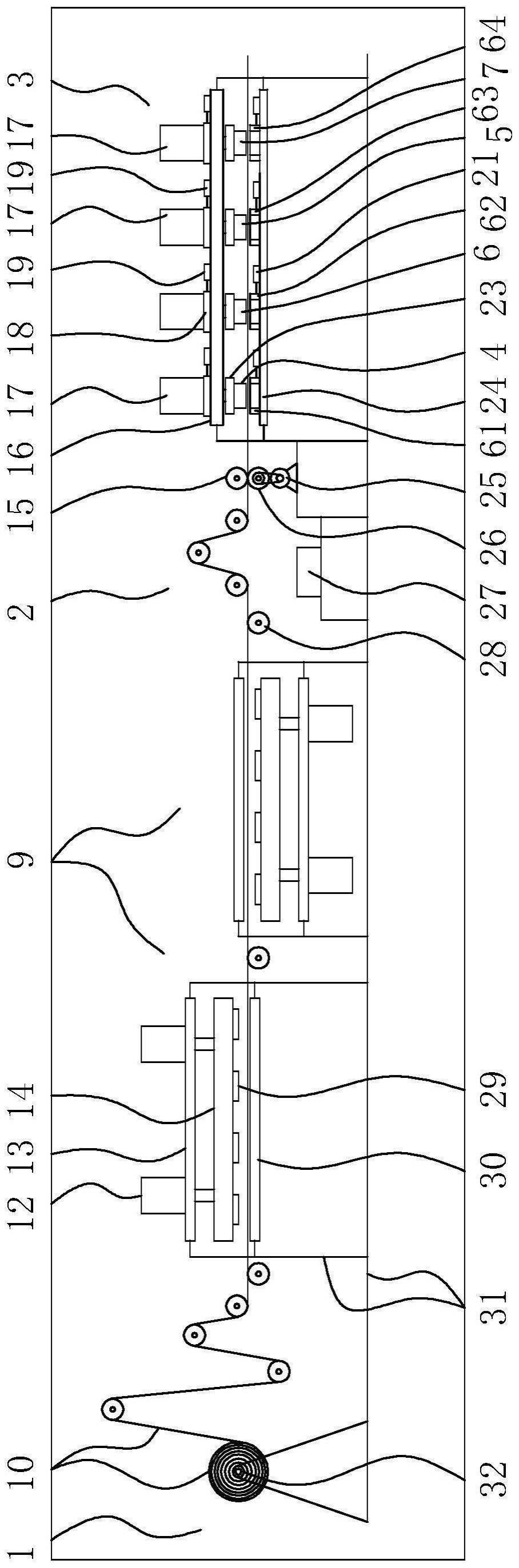
3、一种带压痕功能的智能车用卷材异型裁剪设备,包括依次设置的卷材放料机构、卷材传送机构及卷材剪裁机构,所述卷材放料机构及所述卷材剪裁机构均设置在机架上,所述卷材剪裁机构包括上裁刀和配合上裁刀对卷材进行裁剪的下裁刀,所述的上裁刀包括间隔设置在机架上侧的第一裁刀和第二裁刀;
4、所述第一裁刀和第二裁刀倾斜设置构成等腰梯形的两个斜边且均具有直线裁刀段,两个所述直线裁刀段的上端均向上并向外延伸出第一“丫”型刀刃,两个所述直线裁刀段的下端均向下并向外延伸出第二“丫”型刀刃,第一“丫”型刀刃的一侧为夹角小于九十度的第一圆倒角刀刃、另一侧为夹角大于九十度的第二圆倒角刀刃,第二“丫”型刀刃的一侧为夹角大于九十度的第三圆倒角刀刃、另一侧为夹角下于九十度的第四圆倒角刀刃,四个圆倒角刀刃构建成剪裁卷材的梯形的四个底角;
5、或所述第一裁刀和第二裁刀倾斜设置构成等腰梯形的两个斜边且均具有双面刀刃的直线裁刀段,两个所述直线裁刀段上端相对的内侧均沿内侧刀刃向内侧方向延伸设置有夹角小于九十度的第一圆倒角刀刃,两个所述直线裁刀段内侧的下端均沿内侧刀刃向内侧方向延伸设置有夹角大于九十度的第二圆倒角刀刃,两个所述直线裁刀段上端的外侧均沿该侧刀刃向外侧方向延伸设置有夹角大于九十度的第三圆倒角刀刃,两个所述直线裁刀段外侧的下端沿外侧刀刃向外侧方向延伸设置有夹角小于九十度的第四圆倒角刀刃,所述的下裁刀包括设置在机架下侧的分别与第一裁刀和第二裁刀相对应的第一下裁刀和第二下裁刀,第一下裁刀和第二下裁刀均为在板材上设置有凹槽,所述凹槽的形状分别与第一裁刀和第二裁刀的刀刃的形状相匹配,凹槽的侧面与板材的上表面相交成的刃口分别构成与所述第一裁刀和第二裁刀的刀刃配合剪裁卷材的第一下裁刀和第二下裁刀的刀刃,控制器按照程序控制卷材传送机构带动卷材间歇运动的长度及第一裁刀、第二裁刀上下运动的动作。
6、作为本发明的进一步改进,所述的卷材传送机构包括电机驱动转动的主动辊及配合主动辊驱动卷材运动的被动辊,控制器按照程序通过控制电机的转动进而控制卷材间歇运动的长度,所述卷材传送机构上设置有一个以上的支撑辊。
7、作为本发明的进一步改进,所述卷材间歇运动的长度为第一裁刀和第二裁刀之间两个水平中线的长度与第一裁刀和第二裁刀的厚度之和;或所述卷材间歇运动的长度为第一裁刀和第二裁刀之间两个水平中线的长度之和;所述第一裁刀和第二裁刀的刀刃均为锯齿形刀刃。
8、作为本发明的进一步改进,所述的机架上设置有沿机架长度方向的上滑轨和下滑轨,上滑轨上滑动设置有由控制器控制的驱动第一裁刀和第二裁刀上下移动以配合下裁刀剪裁卷材的气缸或油缸或电机以及由控制器控制的驱动第一裁刀或/和第二裁刀沿机架长度方向移动以调整剪裁的卷材宽度的气缸或油缸或电机,所述下滑轨上设置有由控制器控制的驱动下裁刀沿机架长度方向移动以调整剪裁的卷材宽度的气缸或油缸或电机。
9、作为本发明的进一步改进,所述的第一裁刀与第二裁刀之间距离较短侧的机架上居中设置有第三上裁刀和与第三上裁刀配合将卷材裁剪出缺口的第三下裁刀;所述第三上裁刀和第三下裁刀对侧的第一裁刀和第二裁刀任一侧之外设置有第四上裁刀和与第四上裁刀配合将卷材裁剪出缺口的第四下裁刀。
10、作为本发明的进一步改进,所述的机架上设置有沿机架长度方向的上滑轨和下滑轨,上滑轨上滑动设置有由控制器控制的驱动第三上裁刀和第四上裁刀上下移动以配合第三下裁刀和第四下裁刀剪裁出卷材凹槽的气缸或油缸或电机以及由控制器控制的驱动第三上裁刀或/和第四上裁刀沿机架长度方向移动以调整裁剪凹槽位置的气缸或油缸或电机,所述下滑轨上设置有由控制器控制的驱动第三下裁刀或/和第四下裁刀沿机架长度方向移动以调整剪裁凹槽位置的的气缸或油缸或电机。
11、作为本发明的进一步改进,所述的缺口为三角形缺口或梯形缺口或弧形缺口。
12、作为本发明的进一步改进,所述的上裁刀、第三上裁刀和第四上裁刀设置在同一上滑轨上,并由控制器控制的同一组动力驱动其同时向下移动,所述的下裁刀、第四下裁刀、第三下裁刀同一下滑轨上并与所述的上裁刀、第三上裁刀和第四上裁刀配合裁剪卷材。
13、作为本发明的进一步改进,所述卷材放料机构与卷材剪裁机构之间设置有卷材压痕机构。
14、作为本发明的进一步改进,所述的卷材压痕机构包括上压痕机构和下压痕机构,上压痕机构和下压痕机构均是在安装架上垂直于机架长度方向间隔设置有带有加温装置的一根以上的压痕成型条,所述的机架上设置有驱动安装架上下移动以对卷材压制出压痕的由控制器控制动作的气缸或油缸或电机,与所述压痕成型条相对的机架上设置有配合金属板条压紧卷材的垫板。
15、本发明相对于现有技术突出的优点及积极效果是:
16、1、原材料利用率高:本发明的第一裁刀4和第二裁刀5采用双面刀刃,裁剪第一个倒梯形a1时直接成型出第二个正梯形a2的左侧边,这样依次裁剪,形成一个倒梯形a1、a3、a5、一个正梯形a2、a4的间隔排列,除去裁剪圆角形成的废料外,对原材料几乎全部利用,原材料利用率高,相对于现有技术,原材料利用率提高20%。
17、2、生产效率高:本发明每裁剪一个倒梯形a1、a3、a5就捎带形成一个正梯形a2、a4,或每裁剪一个正梯形a2、a4就捎带形成一个倒梯形a1、a3、a5(参见图2-图3),裁剪效率提高一倍;而现有技术的刀具每上下动作一次只能裁剪出一个梯形板(膜)材,生产效率低。
18、3、本发明的刀具的安装位置可调,可以加工不同宽度的梯形产品。
19、4、智能化程度高:本发明利用控制器控制刀具的动作及卷材的进料长度,控制的准确性高,裁剪的合格率高,成品率高。
技术特征:
1.一种带压痕功能的智能车用卷材异型裁剪设备,包括依次设置的卷材放料机构、卷材传送机构及卷材剪裁机构,所述卷材放料机构及所述卷材剪裁机构均设置在机架上,其特征在于:所述卷材剪裁机构包括上裁刀和配合上裁刀对卷材进行裁剪的下裁刀,所述的上裁刀包括间隔设置在机架上侧的第一裁刀和第二裁刀;
2.根据权利要求1所述的一种带压痕功能的智能车用卷材异型裁剪设备,其特征在于:所述的卷材传送机构包括电机驱动转动的主动辊及配合主动辊驱动卷材运动的被动辊,控制器按照程序通过控制电机的转动进而控制卷材间歇运动的长度,所述卷材传送机构上设置有一个以上的支撑辊。
3.根据权利要求1所述的一种带压痕功能的智能车用卷材异型裁剪设备,其特征在于:所述卷材间歇运动的长度为第一裁刀和第二裁刀之间两个水平中线的长度与第一裁刀和第二裁刀的厚度之和;或所述卷材间歇运动的长度为第一裁刀和第二裁刀之间两个水平中线的长度之和;所述第一裁刀和第二裁刀的刀刃均为锯齿形刀刃。
4.根据权利要求1所述的一种带压痕功能的智能车用卷材异型裁剪设备,其特征在于:所述的机架上设置有沿机架长度方向的上滑轨和下滑轨,上滑轨上滑动设置有由控制器控制的驱动第一裁刀和第二裁刀上下移动以配合下裁刀剪裁卷材的气缸或油缸或电机以及由控制器控制的驱动第一裁刀或/和第二裁刀沿机架长度方向移动以调整剪裁的卷材宽度的气缸或油缸或电机,所述下滑轨上设置有由控制器控制的驱动下裁刀沿机架长度方向移动以调整剪裁的卷材宽度的气缸或油缸或电机。
5.根据权利要求1所述的一种带压痕功能的智能车用卷材异型裁剪设备,其特征在于:所述的第一裁刀与第二裁刀之间距离较短侧的机架上居中设置有第三上裁刀和与第三上裁刀配合将卷材裁剪出缺口的第三下裁刀;所述第三上裁刀和第三下裁刀对侧的第一裁刀和第二裁刀任一侧之外设置有第四上裁刀和与第四上裁刀配合将卷材裁剪出缺口的第四下裁刀。
6.根据权利要求5所述的一种带压痕功能的智能车用卷材异型裁剪设备,其特征在于:所述的机架上设置有沿机架长度方向的上滑轨和下滑轨,上滑轨上滑动设置有由控制器控制的驱动第三上裁刀和第四上裁刀上下移动以配合第三下裁刀和第四下裁刀剪裁出卷材凹槽的气缸或油缸或电机以及由控制器控制的驱动第三上裁刀或/和第四上裁刀沿机架长度方向移动以调整裁剪凹槽位置的气缸或油缸或电机,所述下滑轨上设置有由控制器控制的驱动第三下裁刀或/和第四下裁刀沿机架长度方向移动以调整剪裁凹槽位置的的气缸或油缸或电机。
7.根据权利要求5所述的一种带压痕功能的智能车用卷材异型裁剪设备,其特征在于:所述的缺口为三角形缺口或梯形缺口或弧形缺口。
8.根据权利要求5所述的一种带压痕功能的智能车用卷材异型裁剪设备,其特征在于:所述的上裁刀、第三上裁刀和第四上裁刀设置在同一上滑轨上,并由控制器控制的同一组动力驱动其同时向下移动,所述的下裁刀、第四下裁刀、第三下裁刀同一下滑轨上并与所述的上裁刀、第三上裁刀和第四上裁刀配合裁剪卷材。
9.根据权利要求1所述的一种带压痕功能的智能车用卷材异型裁剪设备,其特征在于:所述卷材放料机构与卷材剪裁机构之间设置有卷材压痕机构。
10.根据权利要求9所述的一种带压痕功能的智能车用卷材异型裁剪设备,其特征在于:所述的卷材压痕机构包括上压痕机构和下压痕机构,上压痕机构和下压痕机构均是在安装架上垂直于机架长度方向间隔设置有带有加温装置的一根以上的压痕成型条,所述的机架上设置有驱动安装架上下移动以对卷材压制出压痕的由控制器控制动作的气缸或油缸或电机,与所述压痕成型条相对的机架上设置有配合金属板条压紧卷材的垫板。
技术总结
本发明属于车辆内饰配件生产设备,涉及一种带压痕功能的智能车用卷材异型裁剪设备,包括依次设置的卷材放料机构、卷材传送机构及卷材剪裁机构,卷材剪裁机构包括多个上裁刀和配合多个上裁刀对卷材进行裁剪的多个下裁刀,上裁刀的第一、二裁刀均为具有双面刀刃的裁刀,第一、二裁刀的双面刀刃可以在裁剪出一个梯形膜片的同时剪裁出另一个梯形的一个侧边,有控制器控制卷材传送机构及第一、二裁刀的动作,优点是:相对于现有技术,原材料利用率提高20%,生产效率高提高一倍,智能化,梯形膜片的剪裁宽度可调,适用于异型卷材的裁剪。
技术研发人员:陈统钗
受保护的技术使用者:浙江天鸿汽车用品股份有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!