一种软材料用钻头的制作方法
本发明涉及钻孔加工,尤其涉及一种软材料用钻头。
背景技术:
1、麻花钻是一种常见用于pcb板的钻孔工具,一般包括柄部和切削部,切削部的钻尖部分在钻孔时主要起切削作用。参见图1,现有技术的钻头包括第一主刀面100、第二主刀面110、第一副刀面120和第二副刀面130,在钻头的横刃140与排屑槽150之间设有横刃修磨槽160,以减小钻头的下钻切削力。但对软材料而言,采用现有技术的钻头进行孔加工时,因软材料的熔点低及硬度不足,容易出现变形、粘刀、毛刺的问题。尤其是传统的钻头,因排屑空间太小,导致切削的最高温度位于切削刃处,温度越高软性材料的粘性越强,当排屑空间不足的情况很容易产生挤压力,使得切屑粘在排屑槽上面导致排屑不足,甚至出现断刀的情况。
2、因此,有必要对现有的钻头进行改进,以满足对软材料的孔加工需求。
技术实现思路
1、本发明的目的在于提供一种软材料用钻头,具有良好的排屑能力,防止粘刀发生,还可以减小钻头的下钻阻力,能够大幅度降低钻头用于软材料孔处理时排屑不良的问题。
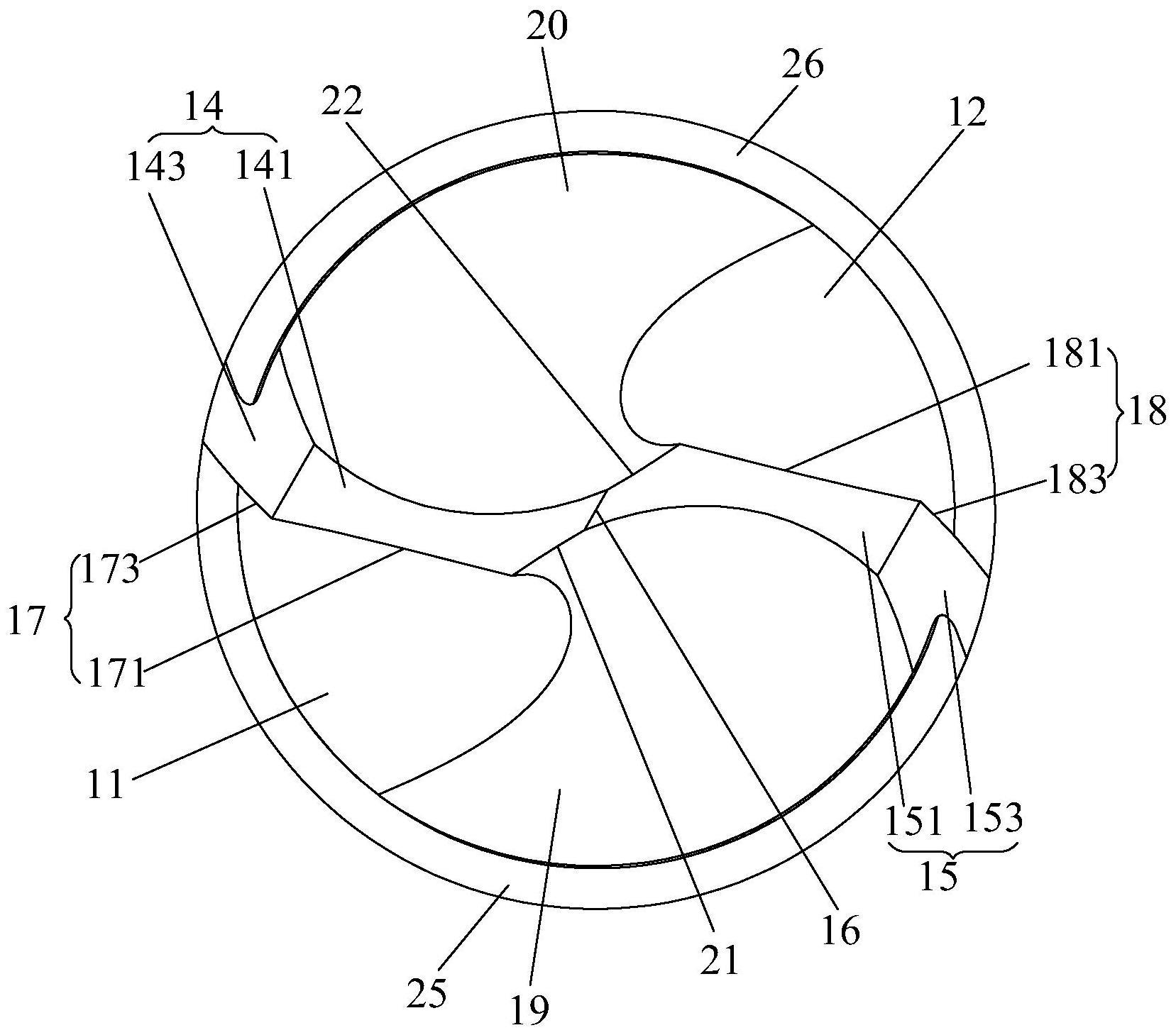
2、为实现上述目的,本发明提供了一种软材料用钻头,包括钻头本体,所述钻头本体周面螺旋设有沿所述钻头本体的轴向方向呈中心对称的第一排屑槽和第二排屑槽,所述钻头本体的一端设置有尖部,所述尖部包括呈中心对称的第一刀面和第二刀面,所述第一刀面和所述第二刀面之间相交形成横刃,所述第一刀面与所述第一排屑槽之间形成第一主切削刃,所述第二刀面与所述第二排屑槽之间形成第二主切削刃,所述第一排屑槽与所述第二刀面之间设有第一避空部,所述第二排屑槽与所述第一刀面之间设有第二避空部,所述第一避空部与所述第一刀面相交形成第一副切削刃且位于所述第一主切削刃与所述横刃之间,所述第二避空部与所述第二刀面相交形成第二副切削刃且位于所述第二主切削刃与所述横刃之间。
3、与现有技术相比,本发明的软材料用钻头,第一排屑槽与第二排屑槽作为第一主切削刃和第二主切削刃的排屑之用,且在所述第一排屑槽与所述第二刀面之间设有第一避空部,所述第二排屑槽与所述第一刀面之间设有第二避空部,也就是说将传统的钻头中横刃修磨槽及连接的刀面通过打磨形成具有凹槽结构的避空部,避空空间大幅度提升,可以很好的提升钻头的排屑能力,防止粘刀的发生,也可减小横刃距离,进而提升钻头锋利度,以减小钻头的下钻阻力,能够大幅度降低钻头用于软材料孔处理时排屑不良的问题。
4、较佳地,所述钻头本体周面螺旋设有沿所述钻头本体的轴向方向呈中心对称的第一刃带和第二刃带,所述第二刃带与所述第一排屑槽之间设有第一避空槽,所述第一刃带与所述第二排屑槽之间设有第二避空槽。
5、较佳地,所述第一刀面包括第一主刀面和第一倒角面,第一主切削刃包括第一切削主刃和第一倒角切削刃,第一倒角面位于第一刃带与第一主刀面之间,第一主刀面与所述第一排屑槽之间形成所述第一切削主刃,第一倒角面与所述第一排屑槽之间形成所述第一倒角切削刃,
6、所述第二刀面包括第二主刀面和第二倒角面,第二主切削刃包括第二切削主刃和第二倒角切削刃,第二倒角面位于第二刃带与第二主刀面之间,第二主刀面与所述第二排屑槽之间形成所述第二切削主刃,第二倒角面与所述第二排屑槽之间形成所述第二倒角切削刃。
7、所述第一排屑槽和所述第二排屑槽的螺旋角均为20度-50度。
8、较佳地,所述第一避空部呈圆柱面。
9、较佳地,所述第一避空部的轴向角度小于所述第一排屑槽的螺旋角。
10、较佳地,所述第一避空部的轴向角度与所述第一排屑槽的螺旋角相差0度-10度。
11、较佳地,所述第一倒角面的倒角和所述第二倒角面的倒角均为80度-100度。
技术特征:
1.一种软材料用钻头,包括钻头本体,所述钻头本体周面螺旋设有沿所述钻头本体的轴向方向呈中心对称的第一排屑槽和第二排屑槽,其特征在于,所述钻头本体的一端设置有尖部,所述尖部包括呈中心对称的第一刀面和第二刀面,所述第一刀面和所述第二刀面之间相交形成横刃,所述第一刀面与所述第一排屑槽之间形成第一主切削刃,所述第二刀面与所述第二排屑槽之间形成第二主切削刃,所述第一排屑槽与所述第二刀面之间设有第一避空部,所述第二排屑槽与所述第一刀面之间设有第二避空部,所述第一避空部与所述第一刀面相交形成第一副切削刃且位于所述第一主切削刃与所述横刃之间,所述第二避空部与所述第二刀面相交形成第二副切削刃且位于所述第二主切削刃与所述横刃之间。
2.根据权利要求1所述的软材料用钻头,其特征在于,所述钻头本体周面螺旋设有沿所述钻头本体的轴向方向呈中心对称的第一刃带和第二刃带,所述第二刃带与所述第一排屑槽之间设有第一避空槽,所述第一刃带与所述第二排屑槽之间设有第二避空槽。
3.根据权利要求2所述的软材料用钻头,其特征在于,所述第一刀面包括第一主刀面和第一倒角面,所述第一主切削刃包括第一切削主刃和第一倒角切削刃,所述第一倒角面位于所述第一刃带与所述第一主刀面之间,所述第一主刀面与所述第一排屑槽之间形成所述第一切削主刃,所述第一倒角面与所述第一排屑槽之间形成所述第一倒角切削刃,
4.根据权利要求1所述的软材料用钻头,其特征在于,所述第一排屑槽和所述第二排屑槽的螺旋角均为20度-50度。
5.根据权利要求1所述的软材料用钻头,其特征在于,所述第一避空部与所述尖部相交形成的面呈圆柱面。
6.根据权利要求5所述的软材料用钻头,其特征在于,所述第一避空部的轴向角度小于所述第一排屑槽的螺旋角。
7.根据权利要求6所述的软材料用钻头,其特征在于,所述第一避空部的轴向角度与所述第一排屑槽的螺旋角相差0度-10度。
8.根据权利要求1所述的软材料用钻头,其特征在于,所述第一倒角面的倒角和所述第二倒角面的倒角均为80度-100度。
技术总结
本发明提供一种软材料用钻头,包括钻头本体,钻头本体周面螺旋设有第一排屑槽和第二排屑槽,钻头本体的一端设置有尖部,尖部包括第一刀面和第二刀面,第一刀面和第二刀面之间相交形成横刃,第一刀面与第一排屑槽之间形成第一主切削刃,第二刀面与第二排屑槽之间形成第二主切削刃,第一排屑槽与第二刀面之间设有第一避空部,第二排屑槽与第一刀面之间设有第二避空部,第一避空部与第一刀面相交形成第一副切削刃且位于第一主切削刃与横刃之间,第二避空部与第二刀面相交形成第二副切削刃且位于第二主切削刃与横刃之间。本发明的软材料用钻头具有良好的排屑能力,能防止粘刀发生,还可减小钻头的下钻阻力,能够大幅降低软材料钻孔的排屑不良的问题。
技术研发人员:王正齐,刘少平
受保护的技术使用者:广东鼎泰高科技术股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!