一种阀板总成装配工装及使用方法与流程
本发明涉及压缩机,尤其涉及一种阀板总成装配工装及使用方法。
背景技术:
1、压缩机的阀板总成是压缩机中重要的部件之一,如图1和图2所示,通常包括依次设置的排气限位板、排气阀片、阀板和吸气阀片,在装配时,通常将以上部件依次叠放并通过螺栓和螺母拧紧,或者通过螺母拧紧在阀体上。
2、在拧紧过程中,多采用手动拧紧的方式,由于排气限位板、排气阀片、阀板和吸气阀片之间需要保证一定的装配角度,但随着拧紧的动作,各个部件之间将发生相对扭转,难以达到预期装配效果,且手持拧紧动作给操作带来不便,导致装配效率较低。
3、公开于该背景技术部分的信息仅仅旨在加深对本发明总体背景技术的理解,而不应当被视为承认或以任何形式暗示该信息构成本领域技术人员所公知的现有技术。
技术实现思路
1、本发明所要解决的技术问题是:提供一种阀板总成装配工装及使用方法,有效解决上述背景技术中所提出的问题。
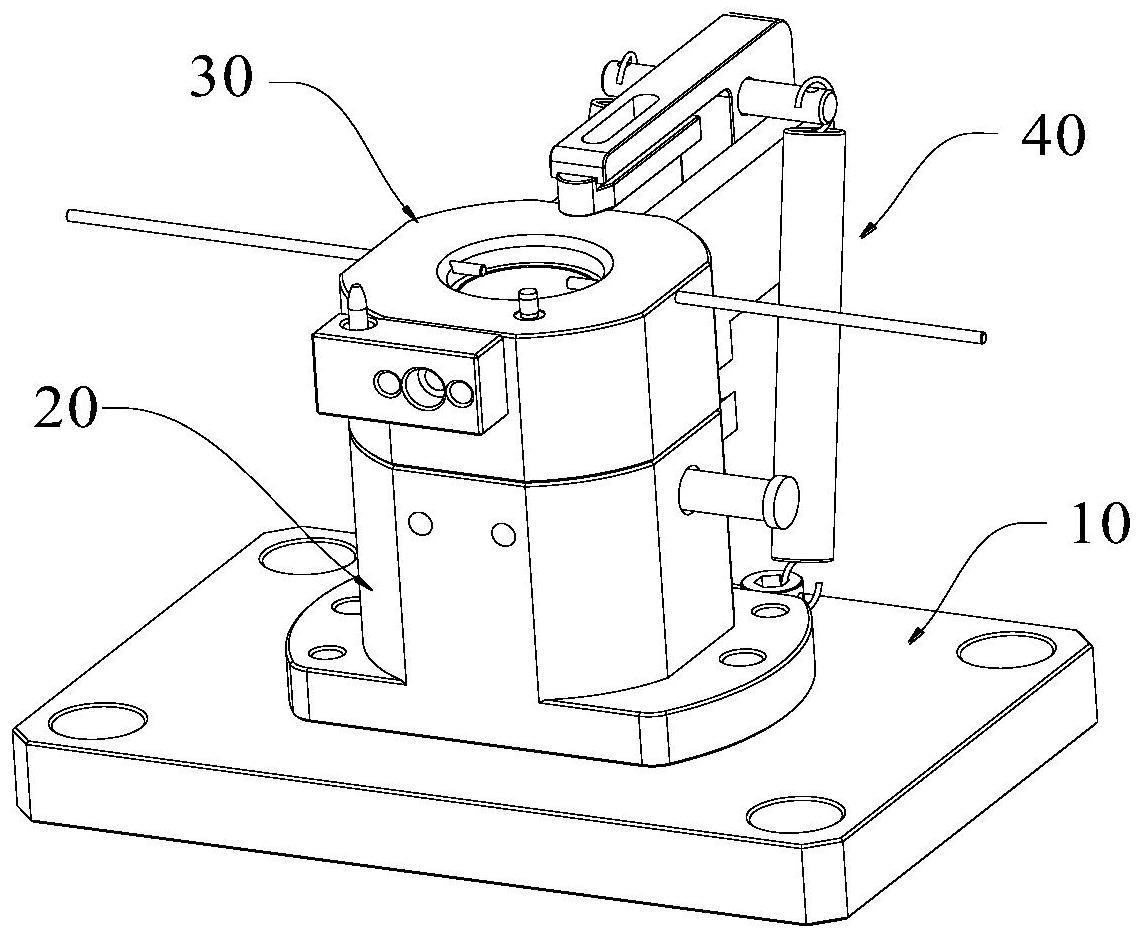
2、为了达到上述目的,本发明所采用的技术方案是:一种阀板总成装配工装,包括:底板、底座、替换座和压紧组件;
3、所述底座固定在所述底板上,所述替换座与所述底座可拆卸连接,所述压紧组件固定在所述底座的一侧上;
4、所述替换座上设置有装配面和定位销,所述定位销的轴线垂直于所述装配面设置;
5、所述压紧组件包括支座、支架、限位块、穿孔销和拉伸弹簧,所述支座固定在所述底座的轴侧面上,所述支架一端与所述支座转动连接,所述限位块固定在所述支架另一端部,与所述装配面相对设置,所述穿孔销穿过所述支架,所述拉伸弹簧两端分别与所述穿孔销和所述底板固定连接。
6、进一步的,所述支座朝向所述支架的一侧设置有转接槽,所述支架包括相互垂直设置的转动臂和支撑臂,所述支撑臂一端伸入所述转接槽中,通过转动销与所述支座连接,所述穿孔销位于所述支撑臂的另一端,所述限位块设置在所述转动臂背离所述转动臂的一端。
7、进一步的,所述支撑臂伸入所述转接槽的一端形成圆弧角,所述转接槽的一端形成导向坡,所述圆弧角与所述导向坡相对设置。
8、进一步的,所述转动臂朝向所述限位块的一侧形成开口,所述限位块朝向所述转动臂的一侧形成凸块,所述凸块与所述开口相配合;所述转动臂设置有移槽,所述限位块连接有移动头,所述移动头端部伸入所述移槽中,连接所述转动臂和所述限位块。
9、进一步的,所述拉伸弹簧设置有两个,所述底板上对应设置有两固定口,分别位于所述支座两侧,所述拉伸弹簧的两端分别连接所述穿孔销的端部和所述固定口。
10、进一步的,所述底座背离所述底板的一端设置有替换腔,且端面上设置有两定位头,所述替换座与所述底座相对设置的一端收缩,伸入所述替换腔中,且与所述底座端面的接触面上形成定位槽,所述定位头伸入所述定位槽中;
11、所述底座的侧壁上贯通设置有卡槽,所述替换座伸入所述替换腔中的一端轴侧面上设置有抵接槽,一卡销穿过所述卡槽伸入所述替换腔内,并与所述抵接槽相接。
12、进一步的,所述替换座包括第一主体和两个插销,所述第一主体一端沿轴线方向设置有容纳阀体的第一腔体,所述第一主体两侧分别贯通设置有两插孔,两所述插销分别从两侧的插孔中穿过,伸入所述第一腔体中,并抵接在阀体的两侧壁上。
13、进一步的,所述替换座包括第二主体、固定座和固定头,所述第二主体一端设置有容纳所述固定座的第二腔体,所述固定头端面与螺钉端面相适应;所述固定座朝向所述限位块的一侧沿轴线局部凹陷,形成固定槽,所述固定头设置在固定槽内,所述第二主体、所述固定座和所述固定头同轴设置。
14、进一步的,所述固定座上设置有穿孔和定位孔,所述固定头上设置有固定孔,所述定位孔与所述固定座同轴线设置,所述穿孔和所述固定孔的轴线垂直与所述定位孔的轴线设置,所述固定头一端自所述定位孔中穿过,另一端限制在所述固定槽中,一穿销依次穿过所述穿孔和所述固定孔,连接所述固定座和所述固定头。
15、本发明还提供一种如上所述的阀板总成装配工装的使用方法,包括以下步骤:
16、选择合适的替换座装配于底座上,将对应的螺栓或阀体放置于替换座上;
17、将吸气阀片、阀板、排气阀片和排气限位板依次套接在螺栓或阀体,放置于装配面上,且定位销依次穿过吸气阀片和阀板上的限位孔,卡设在排气阀片和排气限位板的叶片之间;
18、拨动支架使得支架相对于支座转动,拉伸弹簧由伸长状态收缩,限位块朝向排气限位板靠近;
19、限位块转动至搭靠在排气限位板上时,拉伸弹簧再次伸长,限位块将吸气阀片、阀板、排气阀片和排气限位板压紧于装配面上;
20、将螺母螺接在螺栓或阀体上并拧紧,形成阀板总成;
21、拨动支架反向转动,将阀板总成从替换座上取出。
22、本发明的有益效果为:本发明通过在替换座上设置装配面和定位销,对阀板总成进行支撑和限位,螺栓或者阀体设置在替换座上,便于工人实现拧紧动作,且通过转动支架以及拉伸弹簧的拉力作用下,使得限位块能够持续地压紧阀板总成,有效防止拧紧时各个部件之间发生相对转动,保证装配效果和装配效率。
技术特征:
1.一种阀板总成装配工装,其特征在于,包括:底板、底座、替换座和压紧组件;
2.根据权利要求1所述的阀板总成装配工装,其特征在于,所述支座朝向所述支架的一侧设置有转接槽,所述支架包括相互垂直设置的转动臂和支撑臂,所述支撑臂一端伸入所述转接槽中,通过转动销与所述支座连接,所述穿孔销位于所述支撑臂的另一端,所述限位块设置在所述转动臂背离所述转动臂的一端。
3.根据权利要求2所述的阀板总成装配工装,其特征在于,所述支撑臂伸入所述转接槽的一端形成圆弧角,所述转接槽的一端形成导向坡,所述圆弧角与所述导向坡相对设置。
4.根据权利要求3所述的阀板总成装配工装,其特征在于,所述转动臂朝向所述限位块的一侧形成开口,所述限位块朝向所述转动臂的一侧形成凸块,所述凸块与所述开口相配合;所述转动臂设置有移槽,所述限位块连接有移动头,所述移动头端部伸入所述移槽中,连接所述转动臂和所述限位块。
5.根据权利要求4所述的阀板总成装配工装,其特征在于,所述拉伸弹簧设置有两个,所述底板上对应设置有两固定口,分别位于所述支座两侧,所述拉伸弹簧的两端分别连接所述穿孔销的端部和所述固定口。
6.根据权利要求1所述的阀板总成装配工装,其特征在于,所述底座背离所述底板的一端设置有替换腔,且端面上设置有两定位头,所述替换座与所述底座相对设置的一端收缩,伸入所述替换腔中,且与所述底座端面的接触面上形成定位槽,所述定位头伸入所述定位槽中;
7.根据权利要求1所述的阀板总成装配工装,其特征在于,所述替换座包括第一主体和两个插销,所述第一主体一端沿轴线方向设置有容纳阀体的第一腔体,所述第一主体两侧分别贯通设置有两插孔,两所述插销分别从两侧的插孔中穿过,伸入所述第一腔体中,并抵接在阀体的两侧壁上。
8.根据权利要求1所述的阀板总成装配工装,其特征在于,所述替换座包括第二主体、固定座和固定头,所述第二主体一端设置有容纳所述固定座的第二腔体,所述固定头端面与螺钉端面相适应;所述固定座朝向所述限位块的一侧沿轴线局部凹陷,形成固定槽,所述固定头设置在固定槽内,所述第二主体、所述固定座和所述固定头同轴设置。
9.根据权利要求8所述的阀板总成装配工装,其特征在于,所述固定座上设置有穿孔和定位孔,所述固定头上设置有固定孔,所述定位孔与所述固定座同轴线设置,所述穿孔和所述固定孔的轴线垂直与所述定位孔的轴线设置,所述固定头一端自所述定位孔中穿过,另一端限制在所述固定槽中,一穿销依次穿过所述穿孔和所述固定孔,连接所述固定座和所述固定头。
10.一种如权利要求1所述的阀板总成装配工装的使用方法,其特征在于,包括以下步骤:
技术总结
本发明涉及压缩机技术领域,尤其涉及一种阀板总成装配工装及使用方法,包括:底板、底座、替换座和压紧组件;替换座上设置有装配面和定位销,定位销的轴线垂直于装配面设置;压紧组件包括支座、支架、限位块、穿孔销和拉伸弹簧,支座固定在底座的轴侧面上,支架一端与支座转动连接,限位块固定在支架另一端部,与装配面相对设置,穿孔销穿过支架,拉伸弹簧两端分别与穿孔销和底板固定连接;通过在替换座上设置装配面和定位销,对阀板总成进行支撑和限位,螺栓或者阀体设置在替换座上,便于工人实现拧紧动作,且通过转动支架以及拉伸弹簧的拉力作用下,使得限位块能够持续地压紧阀板总成,有效防止各个部件之间发生相对转动,保证装配效果和效率。
技术研发人员:张雅,蔡生院
受保护的技术使用者:江苏康普瑞森新能源科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!