一种自锁推缸及运用该自锁推缸的工件装夹装置的制作方法
本发明涉及工件装夹,更具体地说,它涉及一种自锁推缸及运用该自锁推缸的工件装夹装置。
背景技术:
1、工装夹具是工件加工的重要部分,公告号为cn214770619u的中国专利公告的一种自动定位夹紧工装,其技术要点是:包括主板、工件定位柱、调节机构及夹紧机构,调节机构包括推缸、角向推缸杆、角向定位柱及角向定位座,所述推缸及角向定位座分别设置在述主板上,所述角向定位柱设置在角向推缸杆上,所述推缸的驱动端与角向推缸杆的一端连接,所述角向推缸杆的另一端与工件定位柱套接;夹紧机构包括用于对定位好的工件进行压紧的至少一个杠杆缸,所述杠杆缸安装在主板上。
2、上述技术方案采用固定于主板的支撑柱对工件进行支撑,其无法对工件主动施加前进的推力,当面对更为复杂的工件定位条件时,需要对工件主动施加前推力,因此申请人设计采用推缸取代支撑柱,但是传统的推缸仅具有前推的能力,而不具备装夹所需的支撑能力;综上所述,现有技术中缺少一种小顶出力、大支撑力的推缸;因此需要提出一种新的方案来解决这个问题。
技术实现思路
1、针对现有技术存在的不足,本发明的目的在于提供一种自锁推缸,避免推力过大导致定位面断裂,避免切屑力过大或者反夹持力过大使工件脱离基准面,有效确保工件的加工精度。
2、本发明的上述技术目的是通过以下技术方案得以实现的:一种自锁推缸,包括推缸体,以及液压驱动连接于推缸体的顶杆,所述推缸体罩合连接有后座,所述后座安装有自锁缸体,所述自锁缸体液压驱动连接有自锁杆,所述顶杆后端延伸入后座并设置有自锁插槽,所述自锁杆前端插入于后座并与自锁插槽插接配合。
3、通过采用上述技术方案,本技术在对工件施加前推力时,自锁缸体通过液压力驱动自锁杆后退,直至其脱离于自锁插槽,此状态下顶杆的活动度不受限制,由推缸体通过液压力驱动顶杆前推,从而对工件产生前推力;当需要由顶杆支撑工件时,自锁缸体通过液压力推动自锁杆前伸,直至自锁杆前端插入于自锁插槽,从而由自锁杆限制顶杆的后退活动度,有效确保顶杆具有充足的支撑力;综上所述,本技术通过顶杆顶住工件使工件完全贴合基准面并通过自锁杆确保顶杆不回退,从而可以最大限度的降低顶杆顶出时的液压力,避免推力过大导致定位面断裂,同时通过自锁杆限制支撑状态下的顶杆,从而避免因顶杆采用小液压力,导致切屑力过大或者反夹持力过大使工件脱离基准面,有效确保工件的加工精度。
4、本发明进一步设置为:所述推缸体罩合并螺栓紧固于后座的前端面;所述推缸体和后座设置有锁缸装配面,所述自锁缸体贴合于锁缸装配面;所述自锁缸体设置有后盖,贯穿所述后盖、自锁缸体并延伸入推缸体设置有两个第一装配螺孔,所述第一装配螺孔螺纹配合有第一长螺栓,贯穿所述后盖、自锁缸体并延伸入后座设置有两个第二装配螺孔,所述第二装配螺孔螺纹配合有第二长螺栓。
5、本发明进一步设置为:所述后座以锁缸装配面的垂直平分面作为中心对称设置有两个安装翼座,两个所述安装翼座分别开设有两个安装螺孔。
6、本发明进一步设置为:所述推缸体和后座设置有与锁缸装配面相对的中心避让面,所述安装翼座设置有斜切面与中心避让面连接。
7、本发明进一步设置为:所述自锁插槽设置有倾斜受力面,所述自锁杆的前端设置有与倾斜受力面配合的斜块。
8、针对现有技术存在的不足,本发明的目的在于提供一种运用自锁推缸的工件装夹装置,通过内撑定位组件和自锁推缸之间的配合,实现对复杂结构工件的内部结构定位,通过小推力确保定位过程中的定位面无损,通过大支撑力确保加工过程中的定位面无损,有效确保工件的加工精度。
9、本发明的上述技术目的是通过以下技术方案得以实现的:一种运用自锁推缸的工件装夹装置,所述工件装夹装置用于定位装夹不规则外壁工件,所述不规则外壁工件具有受力端面,以及定位环槽;包括基座、内撑定位组件,以及三个上述的自锁推缸;所述基座固定于加工中心的相应位置,所述基座贯穿开设有供顶杆滑移插接的顶杆通孔;三个所述后座呈等角度固定于加工中心的相应位置,三个所述中心避让面配合形成有中心通道,三个所述顶杆的前端与受力端面的三个受力点抵接配合;所述内撑定位组件包括固定于加工中心相应位置的定位油缸、由定位油缸驱动的前延伸杆、固定于基座的定位座,以及滑移连接于定位座的两个定位爪,所述前延伸杆穿过中心通道并滑移插入定位座,所述前延伸杆推动两个定位爪嵌入于定位环槽。
10、通过采用上述技术方案,本技术在正常使用时,由工人或者机器人将不规则外壁工件套于定位座,直至其受力端面压合于基座的前端面;由定位油缸驱动前延伸杆前推,从而推动两个定位爪逐渐扩张,在此过程中,三个自锁推缸的顶杆逐渐顶出,并对受力端面的三个受力点施加前推力,从而推动不规则外壁工件移动;当两个定位爪卡入于定位环槽时,不规则外壁工件轴线向位移活动度受到限制,从而由两个定位爪与定位环槽之间的配合,完成对不规则外壁工件的定位;由于自锁推缸的顶杆可以采用小压力驱动,从而不规则外壁工件受到的前推力较小,进而确保定位爪不会损坏定位环槽,即确保定位面不发生破裂,保证定位精度;当完成不规则外壁工件的定位后,三个自锁推缸分别通过自锁杆完成对顶杆的自锁限制,确保顶杆对受力端面的支撑力,从而在加工过程或者反夹状态的力由顶杆和受力端面配合承担,避免由定位爪和定位环槽承担作用力,进一步防止定位面受损导致加工精度受到影响;综上所述,本技术通过内撑定位组件和自锁推缸之间的配合,实现对复杂结构工件的内部结构定位,通过小推力确保定位过程中的定位面无损,通过大支撑力确保加工过程中的定位面无损,有效确保工件的加工精度。
11、本发明进一步设置为:所述顶杆通孔与顶杆之间设置有无油轴承。
12、本发明进一步设置为:所述定位座前端延伸出基座的前端面供不规则外壁工件套接,所述基座的前端面以定位座为中心等角度设置有若干抵接销。
13、本发明进一步设置为:所述定位座垂直于中轴线设置有爪件滑槽,两个所述定位爪滑移连接于爪件滑槽;所述定位爪设置有倾斜t形槽,所述前延伸杆设置有与倾斜t形槽配合的倾斜契块。
14、本发明进一步设置为:还包括若干反压组件,所述反压组件包括固定安装于加工中心相应位置的反压油缸,以及由反压油缸驱动的杠杆压爪,所述反压油缸的活塞杆与杠杆压爪转动连接,所述反压油缸的缸体和杠杆压爪之间设置有联臂连接。
15、综上所述,本发明提供的一种自锁推缸具有以下有益效果:通过顶杆顶住工件,迫使工件完全贴合基准面并通过自锁杆确保顶杆不回退,从而可以最大限度地降低顶杆顶出时的液压力,避免推力过大导致定位面断裂,同时通过自锁杆限制支撑状态下的顶杆,从而避免因顶杆采用小液压力,导致切屑力过大或者反夹持力过大时,工件脱离基准面,有效确保工件的加工精度;使得自锁缸体同时与后座和推缸体紧固固定,达到三者相互支撑限制的技术效果,有效提高本实施例的整体结构稳定性;三个中心避让面配合形成中心通道,为中心部件提供安装空间,同时斜切面的设置以满足三个自锁推缸等角度布局。
16、本发明提供的一种运用自锁推缸的工件装夹装置具有以下有益效果:通过内撑定位组件和自锁推缸之间的配合,实现对复杂结构工件的内部结构定位,通过小推力确保定位过程中的定位面无损,通过大支撑力确保加工过程中的定位面无损,有效确保工件的加工精度;仅需确保抵接销与受力端面的点接触即可,相较于面接触,有效提高对于不平整受力端面的适应能力;通过倾斜t形槽和倾斜契块的分力作用,实现两个定位爪的张合控制,结构简单且控制便捷;由杠杆压爪配合顶杆实现对不规则外壁工件的两端夹持限制,进一步提高装夹稳定性。
17、附图说明
18、图1为实施例一的整体结构示意图;
19、图2为实施例一另一视角的整体结构示意图;
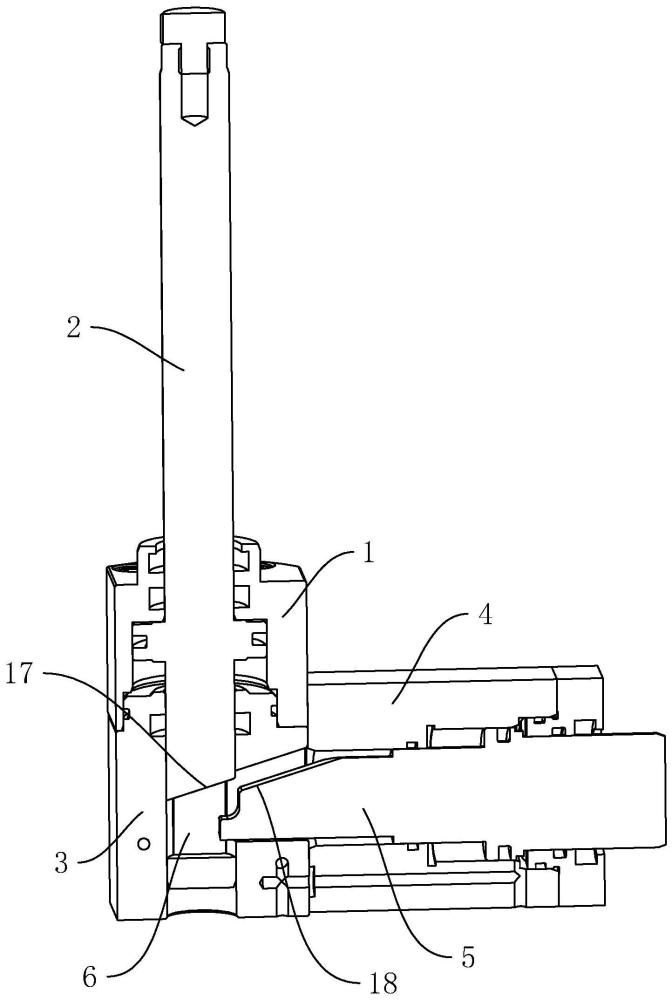
20、图3为实施例一的剖视图;
21、图4为实施例二所需定位装夹的不规则外壁工件的结构示意图,为便于表示该幅图进行有局部剖视处理;
22、图5为实施例二的整体结构示意图;
23、图6为实施例二的局部剖视图;
24、图7为实施例二具体定位装夹的示意图;
25、图8为实施例二前延伸杆和两个定位爪的配合关系图,为便于表示其一定位爪进行有爆炸处理。
- 还没有人留言评论。精彩留言会获得点赞!