一种管对接接头坡口边缘焊缝熔宽检测线划线装置及方法与流程
本发明涉及管对接接头领域的焊缝检测线,特别是涉及一种管对接接头坡口边缘焊缝熔宽检测线划线装置及方法。
背景技术:
1、管系焊接施工中存在大量管对接焊缝,在焊接过程中,管件受温度和应力的影响,造成焊缝间隙和坡口宽度在圆周方向上存在差异,焊后导致焊缝宽度不一致,而且焊缝母材坡口棱边熔合量无法测量。焊缝宽度是影响焊接接头质量和性能的重要因素,焊缝过宽,焊接接头受热严重,引起焊缝晶粒粗大,塑性、韧性下降,而且焊接热影响区较大,易产生焊接应力和变形,造成焊接接头强度降低,同时浪费材料增加成本;焊缝过窄,母材和焊缝可能熔合不良,引起应力集中,同时还使焊缝易产生咬边、裂纹、未熔合等焊接缺陷,造成焊接接头强度不足,焊缝易产生断裂等问题。上述问题对焊缝表面成型、焊接结构强度等造成不良影响,存在施工质量风险和后期使用过程中的安全问题。
2、目前,该类焊缝施工时,特别是焊工取证考试时,需在管子坡口边缘划检测线,用于焊缝棱边熔合量检测,具体划法:
3、一.专业人员利用参照物进行测量并划出检测线,操作过程繁琐,造成人员和时间的浪费,且容易出现人为差错;
4、二.板件坡口加工时,采用机加工的方式划出检测线,此方法虽快速准确,但在管子试件装配打磨过程中会造成检测线距离板坡口边缘距离发生不同程度的变化,严重影响焊缝熔宽数值的检测准确率。急需一种管子焊缝检测线划线装置及方法。
技术实现思路
1、为了能够解决现有技术中存在的不足,针对管子对接接头焊缝焊接完成后坡口棱边熔合量无法准确测量的问题,本发明提供了一种管对接接头坡口边缘焊缝熔宽检测线划线装置及方法。该方法通过一种管对接接头坡口边缘焊缝熔宽检测线划线装置,焊接人员能够在试件打磨后、装配前,对管子试件坡口边缘划检测线,焊接结束后,通过对检测线与盖面焊缝熔合线的距离进行测量,达到检测盖面焊道管子坡口棱边的熔化量,准确检测焊缝宽度的效果,从而有效控制焊缝盖面质量,提高焊接结构强度,节省人员施工成本,提高工作生产效率,解决焊缝熔宽数值的检测准确率的技术问题。
2、本发明解决技术问题所采用的方案是:
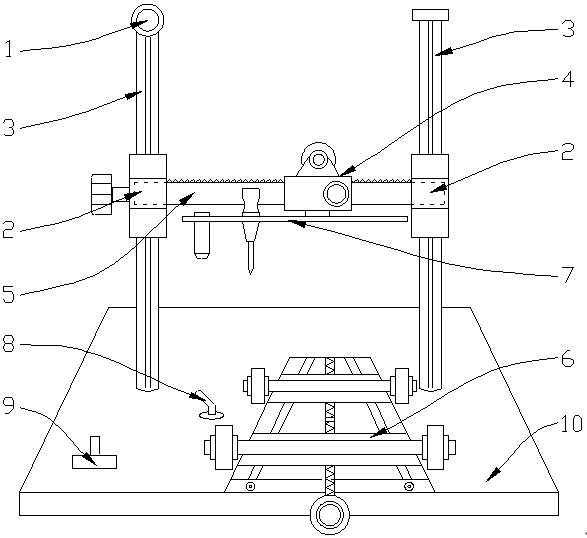
3、一种管对接接头坡口边缘焊缝熔宽检测线划线装置包括电源指示灯、升降装置、立柱、横向移动装置、横梁、试件滚动胎架、检测线划线器、限位挡件、电源开关和底座;
4、升降装置安装在带有齿条ⅰ的立柱外侧,立柱一端安装有电源指示灯,另一端铰接在底座之上;
5、升降装置外侧连接有带有齿条ⅱ的横梁,横梁外侧安装有横向移动装置,横向移动装置上安装有检测线划线器;
6、底座中心部位固定安装有试件滚动胎架,试件滚动胎架的一端的底座上安装有限位挡件,限位挡件采用绝缘材料与底座链接,并通过电源线与电源开关和电源指示灯连接。
7、为了进一步解决本发明所要解决的技术问题,本发明提供的一种管对接接头坡口边缘焊缝熔宽检测线划线装置及方法中,包括以下步骤:
8、步骤一:试件安装与矫正;
9、步骤二,调节检测线划线器上的可伸缩划针和红外线指示灯的距离;
10、步骤三,调节检测线划线器上红外线指示灯和管子试件的位置;
11、步骤四:在管子试件上划焊缝坡口棱边熔化量检测线;
12、步骤五:划完焊缝坡口棱边熔化量检测线后,对管子试件进行组对并焊接。
13、积极效果:
14、1.本发明所提出的装置,结构简单,操作灵活,利用升降装置带动横梁、横向移动装置和检测线划线器垂直下压,使检测线划线器上的可伸缩划针与放置在横向移动装置轴承上管子试件表面接触,此时旋转轴承上的管子试件,使可伸缩划针在管子试件表面划出一圈焊缝坡口棱边熔化量检测线;利用检测线划线器上的划线尺调节红外线指示灯与可伸缩划针的距离并固定,靠红外线指示灯指向管子试件坡口棱边控制划线距离,提升校准划线的精度,使管子试件装配打磨后检测线距离管子坡口边缘距离更为准确,提高焊缝熔宽数值的检测准确率,同时焊工可独立操作,速度快,省去了专人划线造成人员和时间的浪费,提高了生产效率。
15、2.本发明所提出的方法,管子试件坡口打磨结束后,放置在底座上的试件滚动胎架上,利用管子试件坡口棱边靠在限位挡件上,打开电源开关,试件与限位挡件接触形成回路,电源指示灯亮起;划线时,管子试件在试件滚动胎架的轴承上旋转,电源指示灯一但熄灭,代表可伸缩划针移位,检测线出现误差,此时停止划线,调整管件位置使电源指示灯亮起后继续划线。直到可伸缩划针在管子试件表面准确划出一圈焊缝坡口棱边熔化量检测线。此方法,划线快速准确,操作简单,同时解决了管子试件装配打磨过程中会造成检测线距离管子坡口边缘距离发生不同程度的变化,严重影响焊缝熔宽数值的检测准确率问题。
16、适宜作为一种管对接接头坡口边缘焊缝熔宽检测线划线装置及方法应用。
技术特征:
1.一种管对接接头坡口边缘焊缝熔宽检测线划线装置,其特征是:
2.根据权利要求1所述的一种管对接接头坡口边缘焊缝熔宽检测线划线装置及方法,其特征是:
3.根据权利要求1所述的一种管对接接头坡口边缘焊缝熔宽检测线划线装置及方法,其特征是:
4.根据权利要求1所述的一种管对接接头坡口边缘焊缝熔宽检测线划线装置及方法,其特征是:
5.根据权利要求1所述的一种管对接接头坡口边缘焊缝熔宽检测线划线装置及方法,其特征是:
6.一种管对接接头坡口边缘焊缝熔宽检测线划线方法,其特征是:
7.根据权利要求6所述的一种管对接接头坡口边缘焊缝熔宽检测线划线方法,其特征是:
8.根据权利要求6所述的一种管对接接头坡口边缘焊缝熔宽检测线划线方法,其特征是:
9.根据权利要求6所述的一种管对接接头坡口边缘焊缝熔宽检测线划线方法,其特征是:
10.根据权利要求6所述的一种管对接接头坡口边缘焊缝熔宽检测线划线方法,其特征是:
技术总结
本发明提出的是焊接领域的一种管对接接头坡口边缘焊缝熔宽检测线划线装置及方法。首先,根据管子试件的直径,将管件坡口棱边靠着限位挡件放置在底座上的试件滚动胎架上;利用划线尺上的刻度,将可伸缩划针和红外线指示灯距离调节到规定的距离并进行固定,使红外线指示灯的红外线指向管件坡口棱边,然后拧紧固定螺栓;调节升降装置上的旋转手柄,联动带着横梁、横向移动装置和检测线划线器向下移动,直到可伸缩划针压在试件上后,拧紧固定螺栓,将升降装置固定;保证电源指示灯常亮状态,右手转动管子试件在试件滚动胎架的轴承上旋转一圈,利用可伸缩划针在管子试件表面划出一圈焊缝坡口棱边熔化量检测线。适宜作为管子划线装置及方法使用。
技术研发人员:谷洪新,耿俊岭,施海,张一弛,黄金库,李明峰,矫显明,刘星彤
受保护的技术使用者:中国船舶集团渤海造船有限公司
技术研发日:
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!