一种推压夹紧装置的制作方法
本技术涉及金属加工,特别是一种推压夹紧装置。
背景技术:
1、在金属加工过程中,经常遇到产品需要单边粗定位,同时夹紧的情况,现在一般是采用多个气缸对其进行夹紧,但会增加生产成本,同时多个气缸在进行夹紧时都需要进行人工操作,导致效率不高。
技术实现思路
1、本实用新型的目的在于克服现有技术的缺点,提供一种推压夹紧装置。
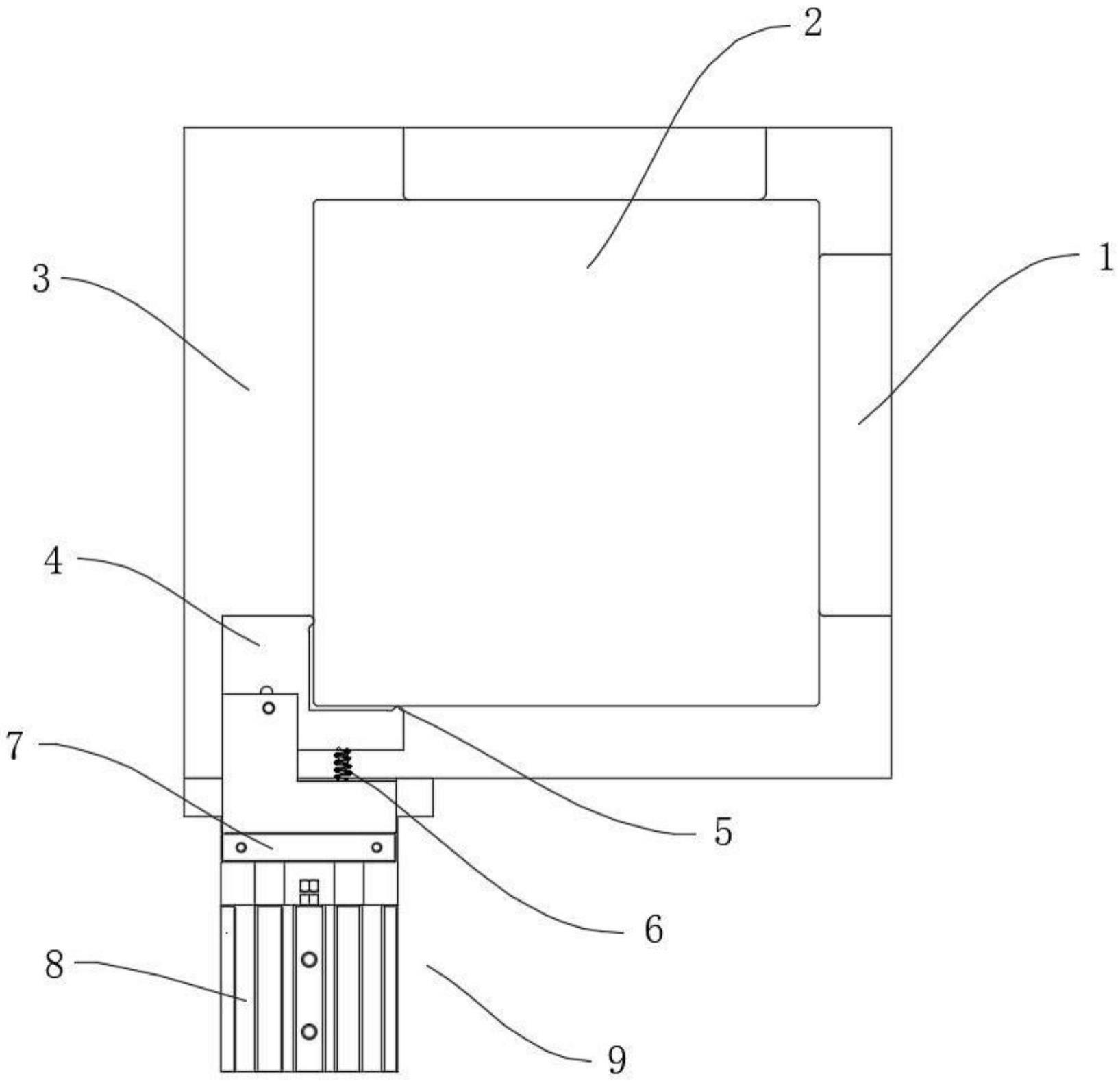
2、本实用新型的目的通过以下技术方案来实现:一种推压夹紧装置,包括工作台,工作台上设置有限位板,且限位板呈l型,限位板的对端设置有夹紧机构,夹紧机构的夹紧端呈l型,且限位板与夹紧机构的夹紧端分别位于工件的四面上。
3、优选的,夹紧机构包括气缸、连接板、弹簧、横向夹紧板和竖向夹紧板,气缸上的活塞杆与连接板连接,连接板上安装有弹簧一端,弹簧的另一端安装在横向夹紧板上,横向夹紧板的一端与竖向夹紧板连接,且横向夹紧板与竖向夹紧板呈l型,横向夹紧板和竖向夹紧板的夹角处设置有活动销,横向夹紧板、竖向夹紧板和限位板分别位于工件的四面。
4、优选的,靠近工件的横向夹紧板和竖向夹紧板的表面设置有凸台,凸台位于端部。
5、优选的,凸台为圆弧倒角结构。
6、优选的,限位板的数量为两个。
7、本实用新型具有以下优点:本实用新型通过在工作台上设置限位板,从而对工件进行粗定位,再通过夹紧机构上的夹紧端对工件的另外面进行夹紧,从而避免使用多个气缸对工件进行固定,降低了生产成本,同时只进行一次夹紧,提高了效率。
技术特征:
1.一种推压夹紧装置,其特征在于:包括工作台(3),所述工作台(3)上设置有限位板(1),且所述限位板(1)呈l型,所述限位板(1)的对端设置有夹紧机构(9),所述夹紧机构(9)的夹紧端呈l型,且所述限位板(1)与所述夹紧机构(9)的夹紧端分别位于工件(2)的四面上。
2.根据权利要求1所述的一种推压夹紧装置,其特征在于:所述夹紧机构(9)包括气缸(8)、连接板(7)、弹簧(6)、横向夹紧板(5)和竖向夹紧板(4),所述气缸(8)上的活塞杆与所述连接板(7)连接,所述连接板(7)上安装有所述弹簧(6)一端,所述弹簧(6)的另一端安装在所述横向夹紧板(5)上,所述横向夹紧板(5)的一端与所述竖向夹紧板(4)连接,且所述横向夹紧板(5)与所述竖向夹紧板(4)呈l型,所述横向夹紧板(5)和所述竖向夹紧板(4)的夹角处设置有活动销,所述横向夹紧板(5)、所述竖向夹紧板(4)和所述限位板(1)分别位于所述工件(2)的四面。
3.根据权利要求2所述的一种推压夹紧装置,其特征在于:靠近所述工件(2)的所述横向夹紧板(5)和所述竖向夹紧板(4)的表面设置有凸台,所述凸台位于端部。
4.根据权利要求3所述的一种推压夹紧装置,其特征在于:所述凸台为圆弧倒角结构。
5.根据权利要求4所述的一种推压夹紧装置,其特征在于:所述限位板(1)的数量为两个。
技术总结
本技术公开了一种推压夹紧装置,包括工作台,工作台上设置有限位板,且限位板呈L型,限位板的对端设置有夹紧机构,夹紧机构的夹紧端呈L型,且限位板与夹紧机构的夹紧端分别位于工件的四面上。本技术的有益效果是:通过在工作台上设置限位板,从而对工件进行粗定位,再通过夹紧机构上的夹紧端对工件的另外面进行夹紧,从而避免使用多个气缸对工件进行固定,降低了生产成本,同时只进行一次夹紧,提高了效率。
技术研发人员:郭学刚,谢彪,刘建
受保护的技术使用者:宜宾市智威科技有限公司
技术研发日:20230227
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!