快换装置的制作方法
本技术涉及夹具,特别是涉及一种快换装置。
背景技术:
1、快换装置,又叫快换盘,机器人工具快换装置。现在,智能制造已经成为了我国建设制造强国的主攻方向,机器人在智能制造的地位已经不可或缺,在一些重型流水作业场地,主流的钢珠式快换装置采用的是点接触,其抓取力和耐磨性差,已经不能满足客户的需求。
2、由此可见,能否基于现有技术中的不足,提供一种改进的抓快换装置成为本领域技术人员亟待解决的技术难题。
技术实现思路
1、本实用新型要解决的技术问题是为了克服现有技术中的钢珠式快换装置采用点接触,抓取力和耐磨性差的缺陷,提供一种快换装置。
2、本实用新型是通过下述技术方案来解决上述技术问题:
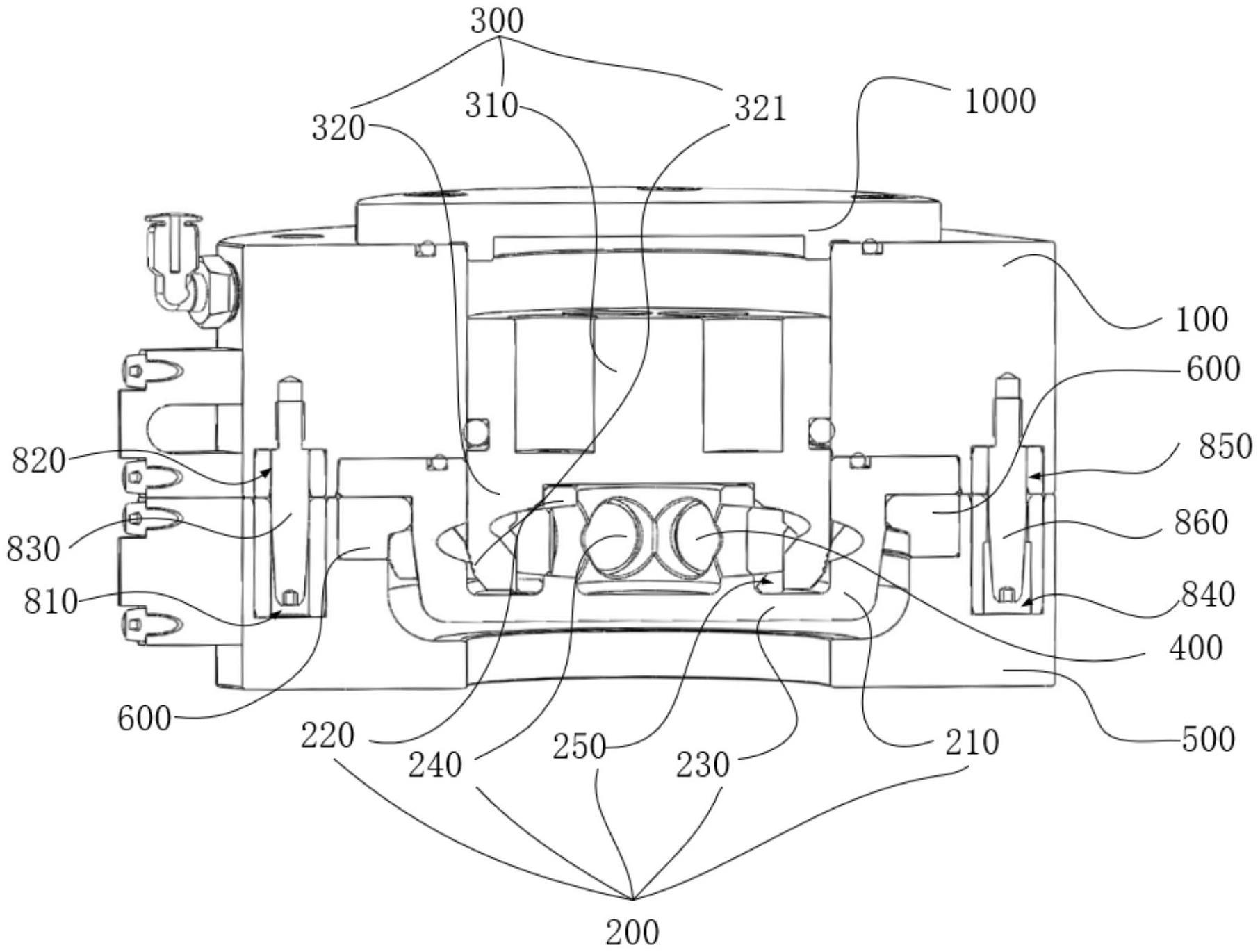
3、一种快换装置,包括:
4、主盘,其内部开设有第一腔体;
5、安装件,其包括:
6、外壁,其与所述主盘相连接;
7、内壁,其与所述外壁之间形成有导向槽;
8、连接部,其连接所述外壁和所述内壁;
9、若干安装孔,其依次贯穿所述外壁、所述导向槽和所述内壁;
10、运动件,其包括:
11、活塞,其滑动设于所述第一腔体;
12、若干导向部,其设于所述活塞的一端,并与所述导向槽滑动连接,所述导向部上设置有导向楔面;
13、若干卡舌,其包括:
14、卡舌主体,其滑动设于所述安装孔;
15、卡紧部,其设于所述卡舌主体的一端,并能够伸出所述安装孔;
16、引导槽,其开设于所述卡舌主体,且所述引导槽设置有引导楔面,所述引导楔面和所述导向楔面的位置相对应;
17、副盘,其与所述主盘可拆卸连接,所述副盘内部开设有第二腔体;
18、压紧件,其设于所述第二腔体内壁靠近所述主盘的一端;
19、其中,调整所述主盘位置将所述安装件置于所述第二腔体,所述活塞带动所述导向部在所述导向槽内滑动,并进入所述引导槽内继续滑动时,所述导向楔面和所述引导楔面相贴合,所述导向部推动所述卡舌主体在所述安装孔内滑动并使得所述卡紧部伸出所述安装孔,所述卡紧部与所述压紧件贴合卡紧。
20、优选地,所述卡紧部包括:
21、导向面,其设置有坡度;
22、卡接面,其为平面;
23、过渡面,其连接所述导向面和所述卡接面。
24、优选地,所述引导楔面包括:
25、快速行程楔面;
26、增力行程楔面,其坡度大于所述快速行程楔面;
27、倒角面,其连接所述增力行程楔面和所述快速行程楔面。
28、优选地,所述导向楔面包括:
29、第一楔面,其坡度与所述快速行程楔面相同;
30、第二楔面,其坡度与所述增力行程楔面相同。
31、优选地,所述快换装置还包括状态监测机构,所述状态监测机构包括:
32、第一支架,其设于所述主盘的外侧;
33、第一检测孔,所述主盘对应所述第一支架位置开设有贯穿的所述第一检测孔,所述第一检测孔与所述第一腔体连通;
34、第一传感器,其安装于所述第一支架并置于所述第一检测孔,所述第一传感器用于检测所述活塞在所述第一腔体内的位置。
35、优选地,所述状态监测机构还包括:
36、第二支架,其设于所述主盘的外侧;
37、第二检测孔,所述主盘对应所述第二支架位置开设有贯穿的所述第二检测孔,所述第二检测孔与所述第一腔体连通;
38、第二传感器,其安装于所述第二支架并置于所述第二检测孔,所述第二传感器用于检测所述活塞在所述第一腔体内的位置。
39、优选地,所述快换装置还包括定位机构,所述定位机构包括:
40、第一销孔,其设于所述主盘;
41、第二销孔,其设于所述副盘,并与第一销孔相对应;
42、圆柱销,所述圆柱销一端固设于所述第一销孔,另一端用于插入所述第二销孔。
43、优选地,所述定位机构还包括:
44、第三销孔,其设于所述主盘;
45、第四销孔,其设于所述副盘,并与第三销孔相对应;
46、菱形销,其一端固设于所述第三销孔,另一端用于插入所述第四销孔,所述菱形销的定位面和垂直于所述圆柱销和所述菱形销的连线。
47、优选地,所述快换装置还包括:
48、末端执行器,其设于所述主盘;
49、介质通道,其设于所述主盘内,所述介质通道传输介质至所述末端执行器,对所述末端执行器供能。
50、优选地,所述快换装置还包括:
51、盖板,其覆设于所述第一腔体;
52、弹簧,所述弹簧设于所述活塞的另一端和所述盖板之间。
53、在符合本领域常识的基础上,上述各优选条件,可任意组合,即得本实用新型各较佳实例。
54、本实用新型的积极进步效果在于:本实用新型的快换装置,在使用时调整主盘位置将安装件置于第二腔体,利用运动件的活塞带动导向部在安装件的导向槽内滑动,并进入卡舌的引导槽内继续滑动,使得导向部的导向楔面和引导槽的引导楔面相贴合,从而使得导向部能够推动卡舌主体在安装孔内滑动,使得卡舌的卡紧部伸出所述安装孔,进而卡舌的卡紧部与副盘内的压紧件贴合卡紧,完成主盘和副盘的连接,本实用新型的快换装置与现有技术的钢珠式快换装置相比,接触面积变大,卡紧部与压紧件贴合卡紧,点接触变为面接触,增大了摩擦力,能够使得快换装置具有更强的夹持力,夹持时更加稳固,也使得快换装置具有了更有的耐磨性,提高了快换装置的使用寿命。
技术特征:
1.一种快换装置,其特征在于,包括:
2.如权利要求1所述的快换装置,其特征在于,所述卡紧部包括:
3.如权利要求1所述的快换装置,其特征在于,所述引导楔面包括:
4.如权利要求3所述的快换装置,其特征在于,所述导向楔面包括:
5.如权利要求1所述的快换装置,其特征在于,还包括状态监测机构,所述状态监测机构包括:
6.如权利要求5所述的快换装置,其特征在于,所述状态监测机构还包括:
7.如权利要求1所述的快换装置,其特征在于,还包括定位机构,所述定位机构包括:
8.如权利要求7所述的快换装置,其特征在于,所述定位机构还包括:
9.如权利要求1所述的快换装置,其特征在于,还包括:
10.如权利要求1所述的快换装置,其特征在于,还包括:
技术总结
本技术的快换装置,在使用时调整主盘位置将安装件置于第二腔体,利用运动件的活塞带动导向部在安装件的导向槽内滑动,并进入卡舌的引导槽内继续滑动,使得导向部的导向楔面和引导槽的引导楔面相贴合,从而使得导向部能够推动卡舌主体在安装孔内滑动,使得卡舌的卡紧部伸出所述安装孔,进而卡舌的卡紧部与副盘内的压紧件贴合卡紧,完成主盘和副盘的连接,本技术的快换装置与现有技术的钢珠式快换装置相比,接触面积变大,卡紧部与压紧件贴合卡紧,点接触变为面接触,增大了摩擦力,能够使得快换装置具有更强的夹持力,夹持时更加稳固,也使得快换装置具有了更有的耐磨性,提高了快换装置的使用寿命。
技术研发人员:刘源
受保护的技术使用者:雄克精密机械贸易(上海)有限公司
技术研发日:20230307
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!