一种快速定位装配检验舵面锁安装架的装置的制作方法
本技术属于装配工装制造、检修,涉及一种快速定位装配检验舵面锁安装架的装置。
背景技术:
1、本装置在工艺装备制造中主要用于对舵面锁安装架的快速定位安装,包括了定位角座、定位平板、标尺、转接座、垫块、垫板、定位销部分。目前,舵面锁安装架的装配大多采用机械加工保证各零件尺寸后使用定位销等连接后装配,零件的组合产生了累计误差,装配后的整体精度尺寸无法保证。当整体精度尺寸出现偏差后,检修过程往往需要再度分解安装架,反复拆装安装架也容易造成其尺寸状态不稳定。
技术实现思路
1、本实用新型克服了现有装配手段中的不足,提供了一种在装配阶段可快速定位,在检修阶段可快速发现偏差位置的装置。
2、技术方案
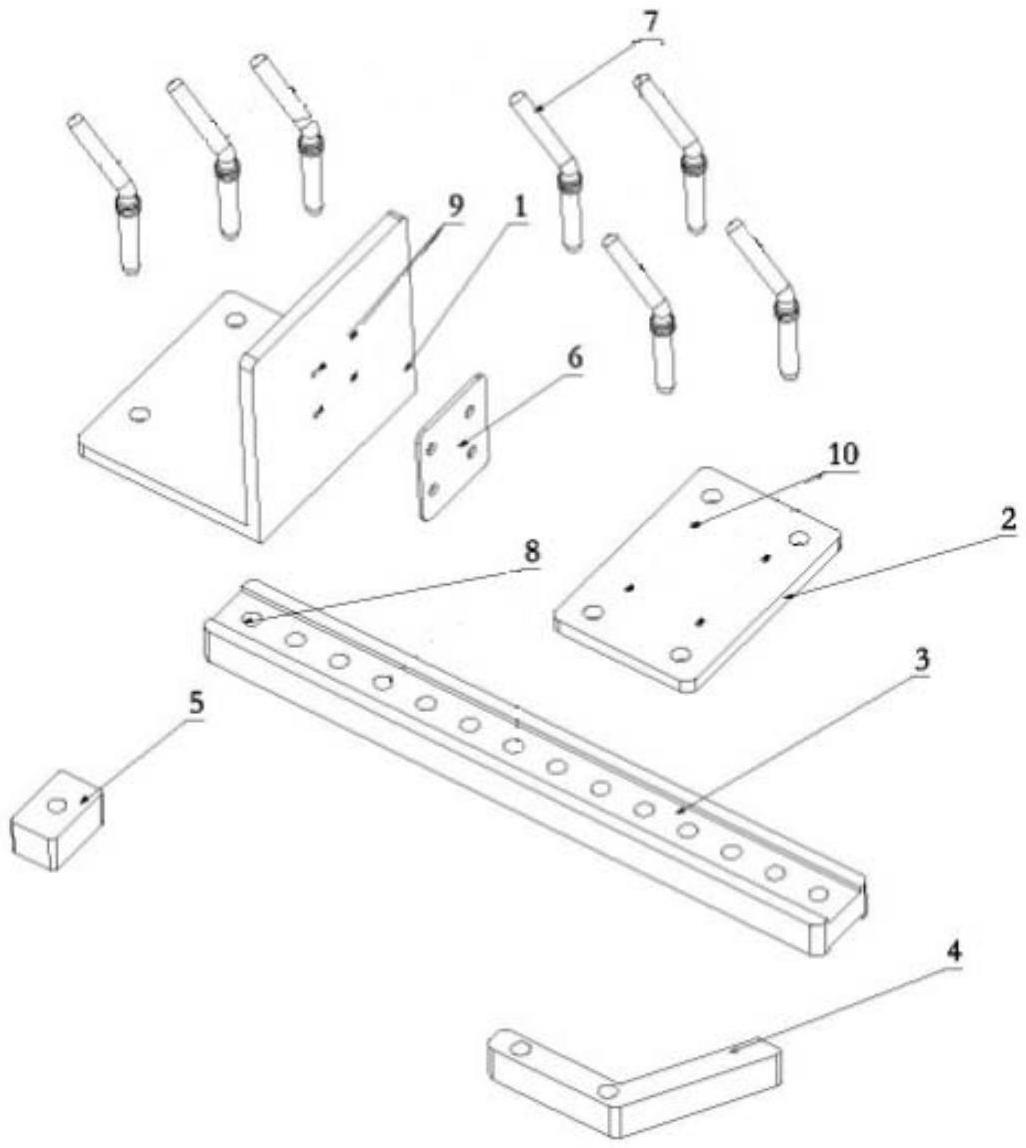
3、一种快速定位装配检验舵面锁安装架的装置,包括定位角座1、定位平板2、标尺3、转接座4、垫块5、大尺寸定位销7。标尺3上制有若干定位孔a8;定位角座1通过大尺寸定位销7与标尺3上的定位孔a8连接,定位平板2通过大尺寸定位销7与标尺3上另一端的定位孔a连接,定位角座1为l形钢板,定位角座1的垂直面上设有定位孔b9;定位角座1水平面底部设有垫块5,通过大尺寸定位销7连接;定位平板2底部设有转接座4,通过大尺寸定位销7连接;定位平板2上预留有定位孔c10。
4、进一步的,还包括垫板6,当工装与该装置定位后出现间隙x,x≤10mm时,采用垫板6补偿定位。
5、进一步的,当工装与该装置定位后间隙10mm<x<50mm时,采用转接座4作为补偿定位,转接座4作为补偿垫片使用时,其厚度根据产品长度而预先设定的厚度。
6、进一步的,所述垫块5包括若干块,当转接座4作为补偿垫片时,垫块5连接到定位平板2底部。
7、进一步的,垫块5与转接座4高度一致,保证定位角座1、定位平板2处于同一水平面上。
8、进一步的,所述转接座4设有把手,所述把手与水平面呈45°-60°分布。把手与转接座4呈120°-150°分布。
9、进一步的,所述定位孔a为若干个等距的通孔组成,孔距为50mm。
10、进一步的,定位角座1、定位平板2、垫板6均为钢材质构成,表面进行发黑处理。
11、进一步的,所述定位平板2的平面度具体为ra3.2,定位角座1的水平面与垂直面平面度具体为ra3.2。
12、技术效果
13、本实用新型提供了一种快速定位装配检修舵面锁安装架的装置,利用了该装置,装配阶段可准确定位舵面锁安装架的各零件,保证其整体尺寸关系;检修阶段中可在不分解安装架情况下完成检修,并且该装置重复定位精度高,结构简单,制造周期短,不易磨损,拆除方便。
技术特征:
1.一种快速定位装配检验舵面锁安装架的装置,其特征在于,包括定位角座(1)、定位平板(2)、标尺(3)、转接座(4)、垫块(5)、大尺寸定位销(7);标尺(3)上制有若干定位孔a(8);定位角座(1)通过大尺寸定位销(7)与标尺(3)上的定位孔a(8)连接,定位平板(2)通过大尺寸定位销(7)与标尺(3)上另一端的定位孔a连接,定位角座(1)为l形钢板,定位角座(1)的垂直面上设有定位孔b(9);定位角座(1)水平面底部设有垫块(5),通过大尺寸定位销(7)连接;定位平板(2)底部设有转接座(4),通过大尺寸定位销(7)连接;定位平板(2)上预留有定位孔c(10)。
2.根据权利要求1所述的一种快速定位装配检验舵面锁安装架的装置,其特征在于,还包括垫板(6),当工装与该装置定位后出现间隙x,x≤10mm时,采用垫板(6)补偿定位。
3.根据权利要求1所述的一种快速定位装配检验舵面锁安装架的装置,其特征在于,当工装与该装置定位后间隙10mm<x<50mm时,采用转接座(4)作为补偿定位,转接座(4)作为补偿垫片使用时,其厚度根据产品长度而预先设定的厚度。
4.根据权利要求1所述的一种快速定位装配检验舵面锁安装架的装置,其特征在于,所述垫块(5)包括若干块,当转接座(4)作为补偿垫片时,垫块(5)连接到定位平板(2)底部。
5.根据权利要求1所述的一种快速定位装配检验舵面锁安装架的装置,其特征在于,垫块(5)与转接座(4)高度一致,保证定位角座(1)、定位平板(2)处于同一水平面上。
6.根据权利要求1所述的一种快速定位装配检验舵面锁安装架的装置,其特征在于,所述转接座(4)设有把手,所述把手与水平面呈45°-60°分布;把手与转接座(4)呈120°-150°分布。
7.根据权利要求1所述的一种快速定位装配检验舵面锁安装架的装置,其特征在于,所述定位孔a为若干个等距的通孔组成,孔距为50mm。
8.根据权利要求1所述的一种快速定位装配检验舵面锁安装架的装置,其特征在于,定位角座(1)、定位平板(2)、垫板(6)均为钢材质构成,表面进行发黑处理。
9.根据权利要求1所述的一种快速定位装配检验舵面锁安装架的装置,其特征在于,所述定位平板(2)的平面度具体为ra3.2,定位角座(1)的水平面与垂直面平面度具体为ra3.2。
技术总结
本技术属于装配工装制造、检修技术领域,涉及一种快速定位装配检验舵面锁安装架的装置。包括定位角座、定位平板、标尺、转接座、垫块、定位销。利用了该装置,装配阶段可准确定位舵面锁安装架的各零件,保证其整体尺寸关系;检修阶段中可在不分解安装架情况下完成检修,并且该装置重复定位精度高,结构简单,制造周期短,不易磨损,拆除方便。
技术研发人员:贺殿军,刘斐,陈潇莞,卢瑞虎
受保护的技术使用者:陕西飞机工业有限责任公司
技术研发日:20230322
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!