一种加工治具的制作方法
本技术涉及零件加工,具体涉及一种加工精度高的加工治具。
背景技术:
1、电子油泵相对于传统机械油泵组件而言,具备无极调速、按需供应润滑油流量和油压等优点,随着新能源汽车领域的快速发展,电子油泵的使用率越来越高。
2、电子油泵内设置有支撑座以支撑传动齿轮。现有技术中的毛坯加工成支撑座需要经过两道工序:第一道工序是通过定位毛坯外形以加工毛坯内孔和毛坯平面,第二道工序是毛坯翻转180度,通过定位毛坯内孔以加工毛坯外形和另一平面。申请人发现这种毛坯及加工方式不能用于加工高精度的支撑座,所以申请人改变了毛坯结构,使毛坯具有凸台,对于改进后的毛坯,第一道工序是采用凸台定位并加工毛坯的外形、内孔和平面,使毛坯一次成型无需翻转,第二道工序仅去除凸台即可,提高了支撑座的加工精度。为了加工这种带有凸台的毛坯,本实用新型提供了一种新的加工治具。
技术实现思路
1、本实用新型旨在一定程度上解决相关技术中的技术问题。为此,本实用新型提供了一种加工治具,具有加工精度高的优点。
2、为了达到上述目的,本实用新型采用如下技术方案:
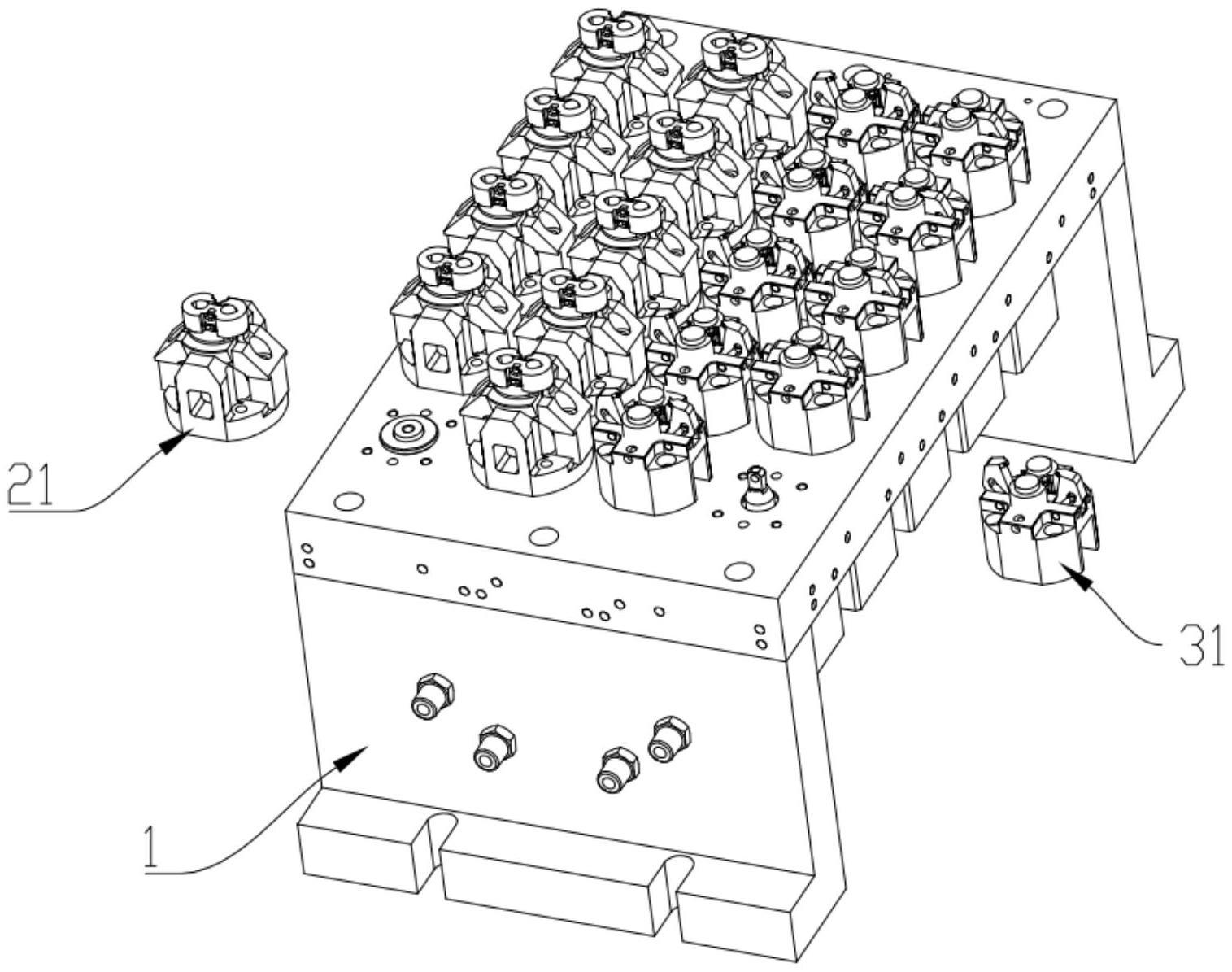
3、一种加工治具,适于加工具有凸台的毛坯,所述加工治具包括基座,所述基座上形成有相邻的第一加工区域和第二加工区域;所述第一加工区域内设置有至少一个第一加工部,所述第一加工部开设有用以容置所述凸台的定位孔,所述凸台对准安插在所述定位孔内;所述第二加工区域内设置有至少一个第二加工部,所述第二加工部形成有用于夹持所述毛坯的成对夹块。
4、本实用新型中适于加工具有凸台的毛坯,为了在对毛坯加工成型时更好的定位毛坯,申请人在毛坯外部设置了凸台,同时对加工使用的加工治具进行了结构上的改变。具体地,加工治具的基座上划分有用于进行第一工序的第一加工区域和用于进行第二工序的第二加工区域。第一工序为:将毛坯上的凸台对准安插在定位孔内以定位毛坯,使用铣削工具加工毛坯的外形和内孔;第二工序为:将加工好外形和内孔的毛坯翻转,露出设置有凸台的一面,然后放置在夹块之间使夹块夹持住毛坯,使用铣削工具将凸台去除,即可得加工好的零件。
5、相关技术中毛坯外形不具有凸台,在加工时需要先加工毛坯内孔和毛坯顶面,再翻转毛坯180°,通过定位毛坯内孔来加工毛坯外形和毛坯底面,此种方式需要分开工序加工毛坯的外形和内孔,容易出现尺寸误差,加工精度较低。而本实用新型中提供的加工治具,能够配合具有凸台的毛坯,使毛坯的外形和内孔一次成型,防止在对毛坯的外形和内孔加工时,需要翻转毛坯导致造成加工基准出现偏移,进而有效地提高对毛坯加工的精度。需要说明的是,此处的一次成型是指零件的外形和内孔一次成型,不包括第二工序中的去除凸台,去除凸台的工艺简单,且对零件的精度影响不大,因此不属于一次成型的范围。
6、第一加工区域由若干第一加工部排列组成,第二加工区域由若干第二加工部排列组成。第一加工区域和第二加工区域设置在基板的两侧,以便于分开进行不同工序。
7、可选的,所述第一加工部包括第一操作台和嵌置在所述第一操作台的定位座,所述定位孔开设在所述定位座的顶部。第一操作台内形成有容纳定位座的空间,定位座的顶部开设有定位孔,毛坯上的凸台伸入定位孔内以定位整个毛坯,便于使用铣削工具加工毛坯的内孔和外形。
8、可选的,所述第一加工部还包括用以支撑所述毛坯的支撑块,所述毛坯的底面抵接在所述支撑块上。支撑块能够在纵向上支撑毛坯,防止毛坯加工时下落,影响工序的正常进行。
9、可选的,所述定位孔内开设有防滑螺纹。定位孔的形状与凸台的形状适配以定位毛坯,定位孔的内壁至少部分设置有防滑螺纹,以防止凸台脱离定位孔。
10、可选的,所述第一操作台以可拆卸的方式固定在所述基座上。具体地,第一操作台通过紧固件固定在基座上,方便维修和更换。
11、可选的,所述第二加工部包括第二操作台,所述第二操作台的顶面开设有定位凸块。毛坯在进行第一工序时加工出内孔,在进行第二工序时,内孔与定位凸块配合以定位毛坯,将毛坯的凸台去除即可得到成品零件。
12、可选的,所述夹块下部与所述第二操作台转动连接,成对的夹块之间形成有夹持毛坯的夹持空间。通过夹块的转动可以调整夹持空间的大小和形状,即可以调整成对夹块对毛坯的紧固程度,也便于夹块适应不同形状的毛坯。
13、可选的,所述第二操作台上开设有容置槽,所述夹块至少部分设置在所述容置槽内。毛坯定位在第二操作台的上方,夹块部分设置在容置槽内可以使夹块的位置下降,更接近毛坯,便于夹持。
14、可选的,所述夹块上部沿长度方向开设有滑槽,所述容置槽内设置有销轴,所述销轴穿设在所述滑槽内。销轴能够定位夹块的位置,使夹块只能在滑槽的长度范围内移动。
15、可选的,所述夹块末端具有抵紧所述毛坯的凸缘,所述成对夹块的所述凸缘相对设置。需要说明的是,该毛坯是指经过第一工序已加工出外形的毛坯,凸缘的设置是为了适配毛坯的外形。
16、1.在本实用新型中,第一加工部开设有定位孔,适于加工具有凸台的毛坯,凸台对准安插在定位孔内即可定位整个毛坯,然后使用铣削工具加工出零件的外形和内孔,使零件一次成型,提高了加工治具的加工精度。
17、2.在本实用新型中,基座上设置有进行第一工序的第一加工区域和进行第二工序的第二加工区域,毛坯在第一加工区域进行加工后,直接从第一加工区域转移至第二加工区域,不需要经过第一台加工机器加工后,再次转移至另一台机器进行加工,从而节省转移的时间,同时减少操作步骤,减少操作人员的工作量,提高加工效率,实用性高。
18、本实用新型的这些特点和优点将会在下面的具体实施方式以及附图中进行详细的揭露。本实用新型最佳的实施方式或手段将结合附图来详尽表现,但并非是对本实用新型技术方案的限制。另外,在每个下文和附图中出现的这些特征、要素和组件是具有多个,并且为了表示方便而标记了不同的符号或数字,但均表示相同或相似构造或功能的部件。
技术特征:
1.一种加工治具,适于加工具有凸台的毛坯,所述加工治具包括基座,其特征在于,所述基座上形成有相邻的第一加工区域和第二加工区域;所述第一加工区域内设置有至少一个第一加工部,所述第一加工部开设有用以容置所述凸台的定位孔;所述第二加工区域内设置有至少一个第二加工部,所述第二加工部形成有用于夹持所述毛坯的成对夹块。
2.根据权利要求1所述的加工治具,其特征在于,所述第一加工部包括第一操作台和嵌置在所述第一操作台的定位座,所述定位孔开设在所述定位座的顶部。
3.根据权利要求1或2所述的加工治具,其特征在于,所述第一加工部还包括用以支撑所述毛坯的支撑块。
4.根据权利要求1或2所述的加工治具,其特征在于,所述定位孔内开设有防滑螺纹。
5.根据权利要求2所述的加工治具,其特征在于,所述第一操作台以可拆卸的方式固定在所述基座上。
6.根据权利要求1所述的加工治具,其特征在于,所述第二加工部包括第二操作台,所述第二操作台的顶面开设有定位凸块。
7.根据权利要求6所述的加工治具,其特征在于,所述夹块下部与所述第二操作台转动连接。
8.根据权利要求6或7所述的加工治具,其特征在于,所述第二操作台上开设有容置槽,所述夹块至少部分设置在所述容置槽内。
9.根据权利要求8所述的加工治具,其特征在于,所述夹块上部沿长度方向开设有滑槽,所述容置槽内设置有销轴,所述销轴穿设在所述滑槽内。
10.根据权利要求1或6或7所述的加工治具,其特征在于,所述夹块末端具有抵紧所述毛坯的凸缘,所述成对夹块的所述凸缘相对设置。
技术总结
本技术公开了一种加工治具,涉及零件加工领域,包括基座,适于加工具有凸台的毛坯,其特征在于,所述基座上形成有相邻的第一加工区域和第二加工区域;所述第一加工区域内设置有至少一个第一加工部,所述第一加工部开设有定位孔,所述凸台对准安插在所述定位孔内;所述第二加工区域内设置有至少一个第二加工部,所述第二加工部形成有夹持所述毛坯的成对夹块。本技术在第一加工部设置定位孔定位毛坯,提高了加工精度。
技术研发人员:周连根
受保护的技术使用者:嘉兴晨人一信仪表有限公司
技术研发日:20230322
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!