一种轮毂轴承齿圈端盖压装机构的制作方法
本技术涉及轮毂轴承加工,具体为一种轮毂轴承齿圈端盖压装机构。
背景技术:
1、轮毂轴承(hubbearing)的主要作用是承重和为轮毂的转动提供精确引导,它既承受轴向载荷又承受径向载荷,是一个非常重要的零部件。
2、轮毂轴承在加工的过程中需要将齿圈进行压装组合,而在齿圈压装的过程中自动化程度较低,在给料的过程中通常需要人工辅助上料,而在压装的过程中需要上下压合,这样的压合方式在人工上料的过程中极易造成操作者受伤,或者上料不准确,为此,我们提出一种轮毂轴承齿圈端盖压装机构。
技术实现思路
1、本实用新型的目的在于提供一种轮毂轴承齿圈端盖压装机构,以解决背景技术中提出的问题。
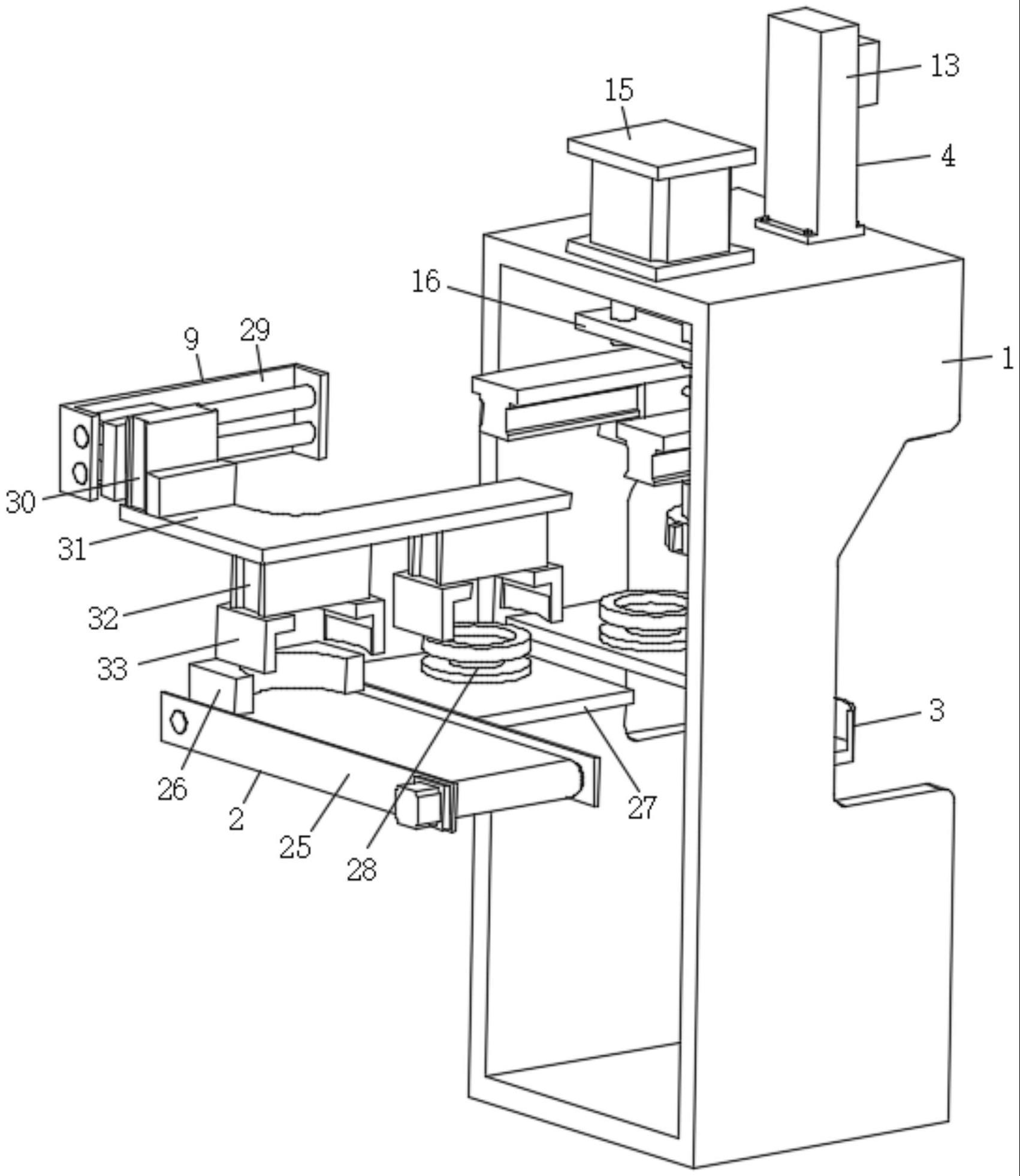
2、为实现上述目的,本实用新型提供如下技术方案:一种轮毂轴承齿圈端盖压装机构,包括工作架、输送机构和转移机构,所述工作架内壁的底部固定安装有抬起机构,所述工作架的顶部设置有下压机构,所述工作架的内壁且位于下压机构的上方固定安装有移动机构,所述移动机构的表面设置有取料机构,所述工作架的内壁且位于取料机构的下方固定安装有第一安装板,所述第一安装板的顶部固定安装有第一存放座,所述输送机构设置于工作架的一侧,所述输送机构的上方设置有将轴承圈端盖转移的转移机构。
3、进一步的,所述输送机构包括输送带、定位块、第三安装板和第二存放座,所述输送带的上方固定安装有定位块,所述输送机构的一侧固定连接有第三安装板,所述第三安装板的顶部固定安装有第二存放座。
4、进一步的,所述转移机构包括单轴直线模组、第三驱动气缸、第四安装板、双轴气缸和夹爪,所述单轴直线模组上固定安装有第三驱动气缸,所述第三驱动气缸的输出端固定连接有第四安装板,所述第四安装板的底部且对应定位块和第二存放座的位置固定安装有来那个组双轴气缸,所述双轴气缸的输出端固定连接有夹爪。
5、进一步的,所述抬起机构包括第一驱动气缸和定位座,所述第一驱动气缸固定安装于工作架内壁的底部,所述第一驱动气缸的输出端固定连接有定位座,所述定位座的表面开设有卡槽。
6、进一步的,所述移动机构包括电动滑轨、电动滑块和第二安装板,所述工作架内壁的两侧均固定安装有电动滑轨,所述电动滑轨的底部滑动连接有电动滑块,两组所述电动滑块的底部固定连接有第二安装板。
7、进一步的,所述取料机构包括套管、伸缩杆、限位板、弹簧和吸附头,所述第二安装板的表面贯穿开设有套管,所述套管的内部滑动连接有伸缩杆,所述伸缩杆的顶部固定连接有限位板,所述限位板的底部且位于伸缩杆的外表面固定拦截有弹簧,所述弹簧的底部固定安装于第二安装板的顶部,所述伸缩杆的底部固定连接有吸附头。
8、进一步的,所述下压机构包括伺服压机和第一压板,所述工作架的顶部且对应第一存放座的位置固定安装有第二驱动气缸,所述第二驱动气缸的输出端固定连接有第二压板,所述工作架的顶部且对应定位座的位置固定安装有伺服压机,所述伺服压机的输出端固定连接有第一压板。
9、与现有技术相比,本实用新型具有以下有益效果:本实用新型通过设置输送机构可以将需要压装的齿圈端盖移动至转移机构的下方,随后放置于抬起机构上方的轮毂轴承上移,随后转移机构可以将齿圈端盖移动至第一存放座的上方,随后移动机构带动取料机构移动至第一存放座的上方,随后下压机构可以推动取料机构进行取料,随后移动机构再次将取料机构以及齿圈端盖移动至抬起机构上方进行压装,这样的设置实现了上料自动化,避免了压装过程出现安全隐患的可能性。
技术特征:
1.一种轮毂轴承齿圈端盖压装机构,包括工作架(1)、输送机构(2)和转移机构(9),其特征在于:所述工作架(1)内壁的底部固定安装有抬起机构(3),所述工作架(1)的顶部设置有下压机构(4),所述工作架(1)的内壁且位于下压机构(4)的上方固定安装有移动机构(5),所述移动机构(5)的表面设置有取料机构(6),所述工作架(1)的内壁且位于取料机构(6)的下方固定安装有第一安装板(7),所述第一安装板(7)的顶部固定安装有第一存放座(8),所述输送机构(2)设置于工作架(1)的一侧,所述输送机构(2)的上方设置有将轴承圈端盖转移的转移机构(9)。
2.根据权利要求1所述的一种轮毂轴承齿圈端盖压装机构,其特征在于:所述输送机构(2)包括输送带(25)、定位块(26)、第三安装板(27)和第二存放座(28),所述输送带(25)的上方固定安装有定位块(26),所述输送机构(2)的一侧固定连接有第三安装板(27),所述第三安装板(27)的顶部固定安装有第二存放座(28)。
3.根据权利要求2所述的一种轮毂轴承齿圈端盖压装机构,其特征在于:所述转移机构(9)包括单轴直线模组(29)、第三驱动气缸(30)、第四安装板(31)、双轴气缸(32)和夹爪(33),所述单轴直线模组(29)上固定安装有第三驱动气缸(30),所述第三驱动气缸(30)的输出端固定连接有第四安装板(31),所述第四安装板(31)的底部且对应定位块(26)和第二存放座(28)的位置固定安装有来那个组双轴气缸(32),所述双轴气缸(32)的输出端固定连接有夹爪(33)。
4.根据权利要求3所述的一种轮毂轴承齿圈端盖压装机构,其特征在于:所述抬起机构(3)包括第一驱动气缸(10)和定位座(11),所述第一驱动气缸(10)固定安装于工作架(1)内壁的底部,所述第一驱动气缸(10)的输出端固定连接有定位座(11),所述定位座(11)的表面开设有卡槽(12)。
5.根据权利要求4所述的一种轮毂轴承齿圈端盖压装机构,其特征在于:所述移动机构(5)包括电动滑轨(17)、电动滑块(18)和第二安装板(19),所述工作架(1)内壁的两侧均固定安装有电动滑轨(17),所述电动滑轨(17)的底部滑动连接有电动滑块(18),两组所述电动滑块(18)的底部固定连接有第二安装板(19)。
6.根据权利要求5所述的一种轮毂轴承齿圈端盖压装机构,其特征在于:所述取料机构(6)包括套管(20)、伸缩杆(21)、限位板(22)、弹簧(23)和吸附头(24),所述第二安装板(19)的表面贯穿开设有套管(20),所述套管(20)的内部滑动连接有伸缩杆(21),所述伸缩杆(21)的顶部固定连接有限位板(22),所述限位板(22)的底部且位于伸缩杆(21)的外表面固定拦截有弹簧(23),所述弹簧(23)的底部固定安装于第二安装板(19)的顶部,所述伸缩杆(21)的底部固定连接有吸附头(24)。
7.根据权利要求6所述的一种轮毂轴承齿圈端盖压装机构,其特征在于:所述下压机构(4)包括伺服压机(13)和第一压板(14),所述工作架(1)的顶部且对应第一存放座(8)的位置固定安装有第二驱动气缸(15),所述第二驱动气缸(15)的输出端固定连接有第二压板(16),所述工作架(1)的顶部且对应定位座(11)的位置固定安装有伺服压机(13),所述伺服压机(13)的输出端固定连接有第一压板(14)。
技术总结
本技术公开了一种轮毂轴承齿圈端盖压装机构,包括工作架、输送机构和转移机构,所述工作架内壁的底部固定安装有抬起机构,所述工作架的顶部设置有下压机构,所述工作架的内壁且位于下压机构的上方固定安装有移动机构,所述移动机构的表面设置有取料机构。本技术通过设置输送机构可以将需要压装的齿圈端盖移动至转移机构的下方,随后放置于抬起机构上方的轮毂轴承上移,随后转移机构可以将齿圈端盖移动至第一存放座的上方,随后移动机构带动取料机构移动至第一存放座的上方,随后下压机构可以推动取料机构进行取料,随后移动机构再次将取料机构以及齿圈端盖移动至抬起机构上方进行压装,这样的设置实现了上料自动化。
技术研发人员:仇亚洲,王坤,安康
受保护的技术使用者:苏州康恒智能装备有限公司
技术研发日:20230627
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!