一种保湿包内包纸加工用BE机的定位切割装置的制作方法
本技术涉及保湿包内包纸加工领域,尤其涉及一种保湿包内包纸加工用be机的定位切割装置。
背景技术:
1、be机生产的宽窄系列小包内部设置保湿包内包纸,对于保湿包内包纸辅料的小包包装生产工艺是内包纸盘纸往前输送至u槽定位切屑工位,完成u槽的在线切屑加工,同时开口拉片也输送至定位u槽工位并完成开口拉片与保湿包内包纸张贴的工序,通过下游定位检测传感器检测到开口拉片后进行切断。
2、保湿包内包纸需定位切屑u型槽,由于内包纸在输送过程中会出现左右跑偏,导致u型槽两侧很难保证对称均匀;
3、开口拉片是在内包纸完成u型槽加工后再同步贴标,因为开口拉片输送装置与内包纸输送装置均由主传动电机通过传动齿轮箱实现按照设定数比完成线速度相同,但由于开口拉片与内包纸输需要经过多级绕轮才能实现张紧,因此,导致在输送过程中出现滞留,两者很难同步,则导致开口拉片与内包纸均匀贴标。
4、开口拉片圆盘辅料至开口拉片输送装置、内包纸圆盘辅料至内包纸输送装置经过多级传动,并布置多工位绕轮与平衡轮,传动结构复杂,日常维护检修工作繁琐,耗时长,从而导致现有工艺工序复杂,导致运行不稳定,严重制约be机正常运行车速。
5、因此,有必要提供一种保湿包内包纸加工用be机的定位切割装置解决上述技术问题。
技术实现思路
1、本实用新型提供一种保湿包内包纸加工用be机的定位切割装置,解决了现有的be机保湿包内包纸加工工艺工序复杂,导致运行不稳定,严重制约be机正常运行车速的问题。
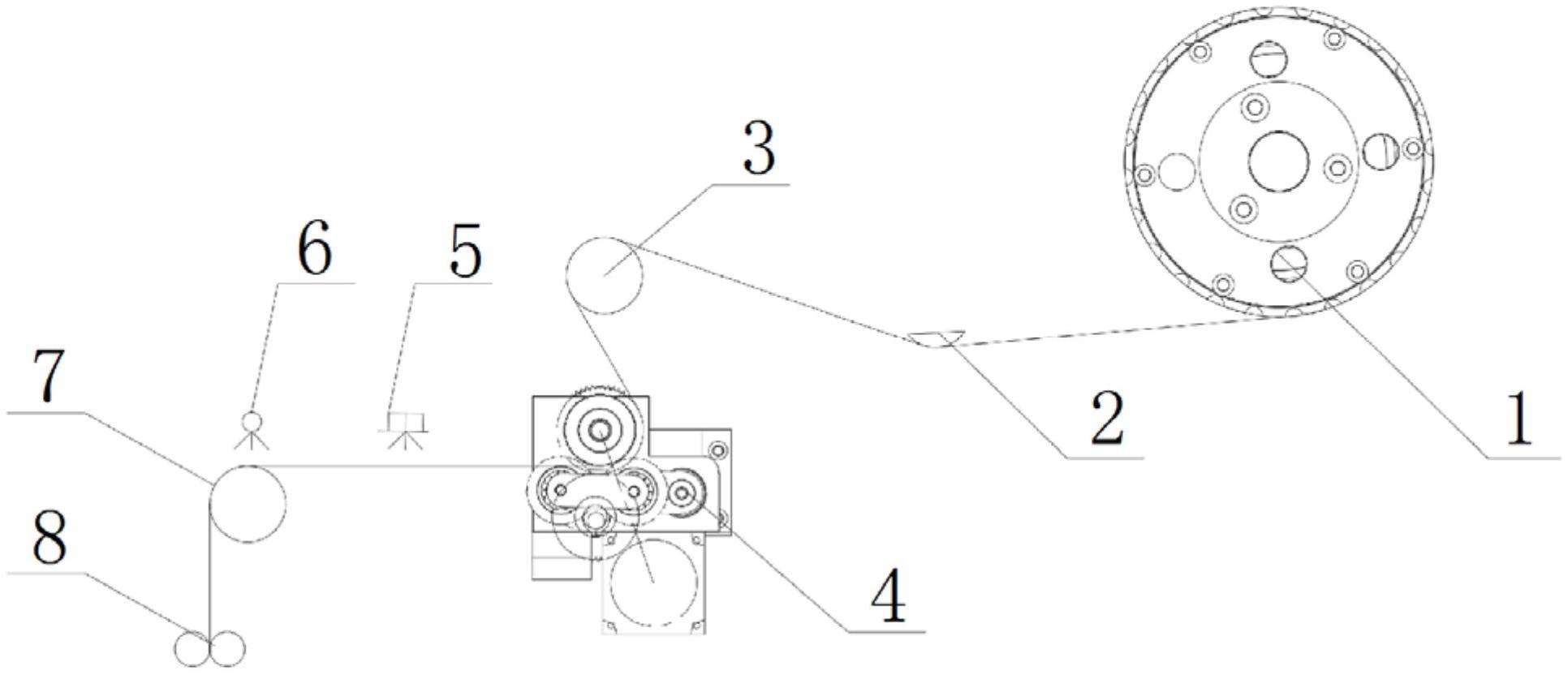
2、为解决上述技术问题,本实用新型提供的一种保湿包内包纸加工用be机的定位切割装置,包括:
3、定位圆盘主体,所述定位圆盘主体的一侧设置有平衡轮;
4、绕轮,所述绕轮设置于所述平衡轮的一侧,所述绕轮的下方设置有伺服送纸辊装置;
5、标记检测装置,所述标记检测装置设置于所述伺服送纸辊装置的左侧,所述标记检测装置的左侧设置有原点检测装置;
6、限位轮,所述限位轮设置于所述原点检测装置的下方,所述限位轮的左下方设置有定位切割刀。
7、优选的,所述限位轮作用于保证内包纸进入定位切割工位不会跑偏,导致尺寸偏差大。
8、优选的,所述原点检测装置作用于保证所述伺服送纸辊装置能快速找到原点与消除累计误差。
9、优选的,所述标记检测装置作用于系统实时采集标记检测装置检测数据,来控制所述伺服送纸辊装置的速度快慢,实现输送长度的在线补充。
10、优选的,所述绕轮作用于保证内包纸进入伺服传动主动轮的包角小于七十五度。
11、优选的,所述定位圆盘主体的表面设置有连接组件,所述连接组件包括多个螺纹连接块,多个所述螺纹连接块的一端螺纹连接有连接杆,所述定位圆盘主体的表面开设有与所述连接杆相适配的连通孔。
12、优选的,所述连接杆表面的一侧连接有固定套,所述固定套的内部设置有固定栓。
13、与相关技术相比较,本实用新型提供的一种保湿包内包纸加工用be机的定位切割装置具有如下有益效果:
14、本实用新型提供一种保湿包内包纸加工用be机的定位切割装置,保湿包内包纸预制u型槽与开口拉片,使辅料供应更加简单,保湿包内包纸预制u型槽与开口拉片消化原来在线生产的加工误差,提高产品的稳定性,通过伺服送纸辊装置配合标记检测装置使内包纸切割位置更加精确,新工艺取消多个工位的绕轮与平衡轮,使传动结构更加简单,日常维护更加方便。
技术特征:
1.一种保湿包内包纸加工用be机的定位切割装置,其特征在于,包括:
2.根据权利要求1所述的保湿包内包纸加工用be机的定位切割装置,其特征在于,所述限位轮作用于保证内包纸进入定位切割工位不会跑偏,导致尺寸偏差大。
3.根据权利要求1所述的保湿包内包纸加工用be机的定位切割装置,其特征在于,所述原点检测装置作用于保证所述伺服送纸辊装置能快速找到原点与消除累计误差。
4.根据权利要求1所述的保湿包内包纸加工用be机的定位切割装置,其特征在于,所述标记检测装置作用于系统实时采集标记检测装置检测数据,来控制所述伺服送纸辊装置的速度快慢,实现输送长度的在线补充。
5.根据权利要求1所述的保湿包内包纸加工用be机的定位切割装置,其特征在于,所述绕轮作用于保证内包纸进入伺服传动主动轮的包角小于七十五度。
6.根据权利要求1所述的保湿包内包纸加工用be机的定位切割装置,其特征在于,所述定位圆盘主体的表面设置有连接组件,所述连接组件包括多个螺纹连接块,多个所述螺纹连接块的一端螺纹连接有连接杆,所述定位圆盘主体的表面开设有与所述连接杆相适配的连通孔。
7.根据权利要求6所述的保湿包内包纸加工用be机的定位切割装置,其特征在于,所述连接杆表面的一侧连接有固定套,所述固定套的内部设置有固定栓。
技术总结
本技术提供一种保湿包内包纸加工用BE机的定位切割装置,包括:定位圆盘主体,定位圆盘主体的一侧设置有平衡轮,绕轮设置于平衡轮的一侧,绕轮的下方设置有伺服送纸辊装置,标记检测装置设置于伺服送纸辊装置的左侧,标记检测装置的左侧设置有原点检测装置,限位轮设置于原点检测装置的下方,限位轮的左下方设置有定位切割刀。本技术提供的一种保湿包内包纸加工用BE机的定位切割装置,保湿包内包纸预制U型槽与开口拉片,使辅料供应更加简单,保湿包内包纸预制U型槽与开口拉片消化原来在线生产的加工误差,提高产品的稳定性,通过伺服送纸辊装置配合标记检测装置使内包纸切割位置更加精确,新工艺取消多个工位的绕轮与平衡轮。
技术研发人员:张立,李昌平,李智轩,李梅,李天强
受保护的技术使用者:宝鸡市信诚电子有限公司
技术研发日:20230703
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!