一种中心定位工装的制作方法
本技术涉及机械加工设备领域,尤其是涉及一种中心定位工装。
背景技术:
1、桥壳车间焊接中客线产量提升,半轴套管与桥壳本体总成压装工序中心定位方式为钢性定位,当加强环内径有偏差时,当加强环内径与定位块之间间隙大时,两端半轴套管与桥壳本体总成之间间隙不均匀;当间隙小时,定位块不能进入加强环内,中心定位失效;当桥壳本体总成大小有偏差,钢性定位块中心高无法调整,导致两端半轴套管与桥壳本体总成管径不在水平线,无法压装到位,影响了线体的产能和产品质量。
技术实现思路
1、本实用新型的目的是为了解决现有技术存在的缺陷,提供一种中心定位工装。
2、为了实现上述目的,本实用新型采用的技术方案如下:
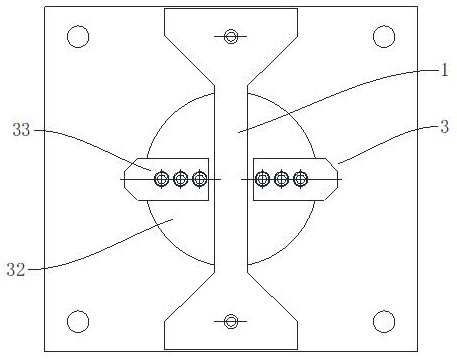
3、一种中心定位工装,包括支撑板,设置在支撑板两侧下方的支撑组件以及设置在支撑板中间位置下方处的桥壳本体定位组件,支撑组件包括固定座,设置在固定座上的导向套,插入到导向套内的导向支撑杆,导向支撑杆的端部通过螺栓与支撑板固定连接,导向支撑杆的外部套设有弹簧,弹簧的一端与固定座抵触,另一端与支撑板的底部抵触。
4、进一步,桥壳本体定位组件包括安装板,设置在安装板上的气动卡盘,气动卡盘带有卡爪,卡爪位于支撑板中部的两侧。
5、进一步,气动卡盘的底部通过螺栓与安装板固定连接,安装板的底部设有控制其升降的气缸。
6、进一步,导向套与导向支撑杆同轴安装。
7、进一步,支撑板两端的尺寸大于中部的尺寸,支撑板上适于安置桥壳本体总成。
8、本实用新型的有益效果为:该工装的包括支撑板,设置在支撑板两侧下方的支撑组件以及设置在支撑板中间位置下方处的桥壳本体定位组件,支撑板上适于安置桥壳本体总成,桥壳本体定位组件包括安装板,设置在安装板上的气动卡盘,气动卡盘带有卡爪,卡爪位于支撑板中部的两侧,桥壳本体定位组件适于对桥壳本体总成进行中心定位,支撑组件适于对桥壳本体总成进行柔性支撑定位,半轴套管与桥壳本体总成压装时,被定位后的桥壳本体总成的高度以及轴线位置方便调节,可以提高半轴套管与桥壳本体总成的压装效率。
技术特征:
1.一种中心定位工装,包括支撑板,设置在所述支撑板两侧下方的支撑组件以及设置在所述支撑板中间位置下方处的桥壳本体定位组件,其特征在于,所述支撑组件包括固定座,设置在所述固定座上的导向套,插入到所述导向套内的导向支撑杆,所述导向支撑杆的端部通过螺栓与所述支撑板固定连接,所述导向支撑杆的外部套设有弹簧,弹簧的一端与所述固定座抵触,另一端与所述支撑板的底部抵触。
2.根据权利要求1所述的一种中心定位工装,其特征在于,所述桥壳本体定位组件包括安装板,设置在所述安装板上的气动卡盘,所述气动卡盘带有卡爪,卡爪位于所述支撑板中部的两侧。
3.根据权利要求2所述的一种中心定位工装,其特征在于,所述气动卡盘的底部通过螺栓与所述安装板固定连接,所述安装板的底部设有控制其升降的气缸。
4.根据权利要求2所述的一种中心定位工装,其特征在于,所述导向套与所述导向支撑杆同轴安装。
5.根据权利要求2所述的一种中心定位工装,其特征在于,所述支撑板两端的尺寸大于中部的尺寸,所述支撑板上适于安置桥壳本体总成。
技术总结
本技术涉及一种中心定位工装,包括支撑板,设置在支撑板两侧下方的支撑组件以及设置在支撑板中间位置下方处的桥壳本体定位组件,支撑板上适于安置桥壳本体总成,桥壳本体定位组件包括安装板,设置在安装板上的气动卡盘,气动卡盘带有卡爪,卡爪位于支撑板中部的两侧,桥壳本体定位组件适于对桥壳本体总成进行中心定位,支撑组件适于对桥壳本体总成进行柔性支撑定位,半轴套管与桥壳本体总成压装时,被定位后的桥壳本体总成的高度以及轴线位置方便调节,可以提高半轴套管与桥壳本体总成的压装效率。
技术研发人员:刘军明,邱俊伟,周九阳,雷兴伟,杨璇,胡磊,欧长高
受保护的技术使用者:江西江铃底盘股份有限公司
技术研发日:20230829
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!