一种大范围尺寸轴孔精密对接装配装置及装配方法与流程
本发明涉及精密装配,具体涉及一种大范围尺寸轴孔精密对接装配装置及装配方法。
背景技术:
1、航天器及若干高新技术装备中均会涉及尺寸从十几毫米到几百毫米的轴零件和孔零件的小间隙精密装配,目前大部分以人工手动装配为主,并辅以吊具、升降车、架梯等设备进行装配工作。采用人工装配操作难度大、效率低且装配质量不稳定,还存在较高的磕碰风险,容易发生安全事故等问题。
2、为了解决人工装配的若干问题,采用机械自动化装配大势所趋,但自动装配需通过测量来确定轴零件和孔零件的五维位置及姿态误差量,然后通过装置对位姿误差进行自动修正,针对跨尺度零部件精密测量、修正及装配,受限于跨尺度的测量范围的限制,目前仍具有较大难度。
技术实现思路
1、本发明的目的在于提供一种大范围尺寸轴孔精密对接装配装置,解决大范围尺寸轴、孔精密对接难度较大的问题。
2、本发明通过下述技术方案实现:
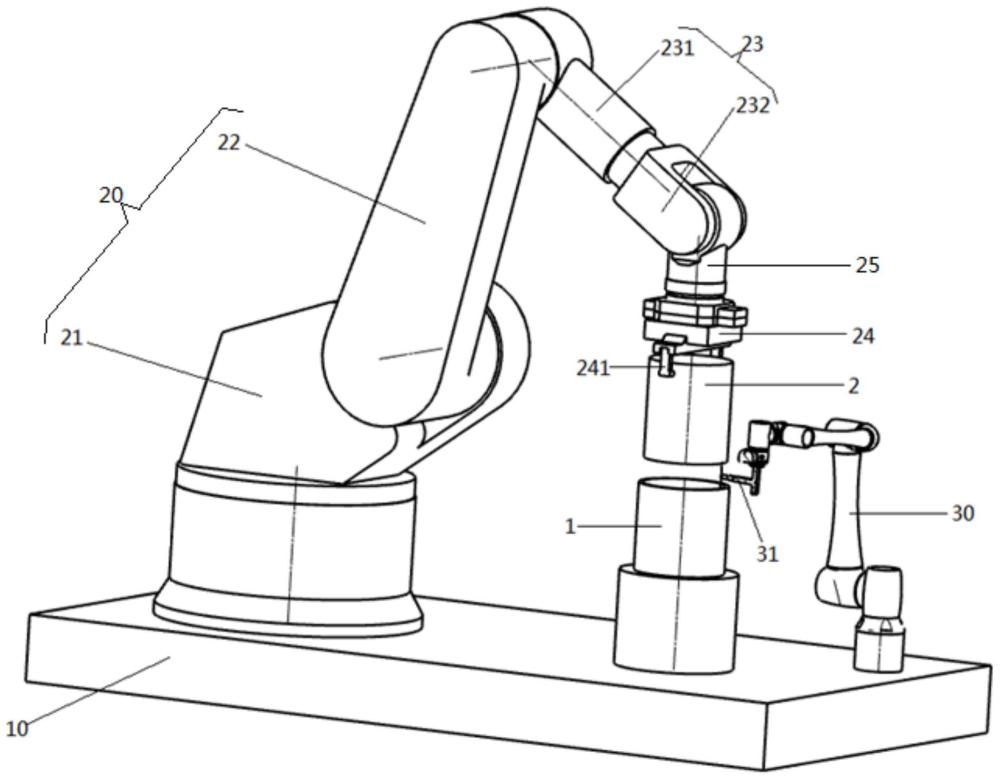
3、一种大范围尺寸轴孔精密对接装配装置,包括:工作台,所述工作台水平设置,所述工作台用于放置预对接孔零件;抓放对接系统,所述抓放对接系统用于抓取预对接孔零件并放置于所述工作台,并用于抓取并粗调预对接轴零件,并将预对接轴零件与预对接孔零件对接;六维力传感器,所述六维力传感器与所述抓放对接系统连接,所述六维力传感器用于精调预对接轴零件;接触式测量系统,所述接触式测量系统用于测量预对接轴零件和预对接孔零件表面的点坐标;处理系统,所述处理系统与所述接触式测量系统连接,用于记录所述接触式测量系统测量得到的全部点坐标,以分别形成预对接轴零件和预对接孔零件的坐标组,并对所述坐标组进行处理,以分别模拟预对接轴零件和预对接孔零件的位姿;所述处理系统与所述抓放对接系统连接,用于通过所述抓放对接系统调整预对接轴零件的位姿。
4、可选地,所述抓放对接系统包括抓放臂及抓取夹持爪,所述抓放臂设于所述工作台,所述抓放臂的自由端通过所述六维力传感器与所述夹持爪连接;所述处理系统与所述抓放臂连接,以控制所述抓放臂移动及粗调;所述六维力传感器用于反馈所述抓放臂精调过程中的零件相互作用力。
5、可选地,所述夹持爪设有气缸及呈环状均匀分布的三个爪节,三个所述爪节形成夹持环,所述爪节能够沿所述夹持环的径向靠近或远离所述夹持环的圆心,所述气缸分别与三个所述爪节连接,以使三个所述爪节同步移动。
6、可选地,所述接触式测量系统包括测量臂和探针组,所述探针组包括至少两根探针,所述探针设于所述测量臂的自由端;所述测量臂的自由端能够移动至空间中的任意一个点位;所述探针用于与预对接轴零件及预对接孔零件的表面接触测量。
7、可选地,两根所述探针相互垂直设置。
8、一种大范围尺寸轴孔精密对接装配方法,采用上述任意一种大范围尺寸轴孔精密对接装配装置进行,包括如下步骤:
9、采用所述抓放对接系统抓取预对接孔零件,而后将预对接孔零件放置于所述工作台,以使预对接孔零件的对接端朝上;
10、采用所述抓放对接系统抓取预对接轴零件,而后将预对接轴零件置于预对接孔零件上方;
11、采用所述接触式测量系统多次测量预对接孔零件表面的点坐标;
12、采用所述接触式测量系统多次测量预对接轴零件表面的点坐标;
13、采用所述处理系统记录所述接触式测量系统测量得到的全部点坐标,以分别形成预对接轴零件和预对接孔零件的坐标组,并对所述坐标组进行处理,以分别模拟预对接轴零件和预对接孔零件的初始位姿;
14、根据预对接轴零件和预对接孔零件的初始位姿,通过所述抓放对接系统和所述接触式测量系统的配合,修正预对接轴零件的位姿,使预对接轴零件的位姿修正为与处于初始位姿的预对接孔零件匹配的装配位姿,以完成粗调;
15、采用所述抓放对接系统带动预对接轴零件沿垂直于所述工作台的方向靠近预对接孔零件,直至预对接轴零件的对接端与预对接孔零件的对接孔接触;
16、通过所述六维力传感器实时控制所述抓放对接系统持续修正预对接轴零件的位姿,以进行预对接轴零件的精调,直至完成对接装配。
17、可选地,所述采用所述接触式测量系统多次测量预对接孔零件表面的点坐标,包括如下步骤:
18、采用所述接触式测量系统获取预对接孔零件的对接端面上任意一点的坐标;
19、采用所述接触式测量系统获取预对接孔零件的对接端的圆周面上的多个坐标;
20、所述采用所述接触式测量系统多次测量预对接轴零件表面的点坐标,包括如下步骤:
21、采用所述接触式测量系统获取预对接轴零件的对接端面上任意一点的坐标;
22、采用所述接触式测量系统获取预对接孔零件的对接端的圆周面上的多个坐标。
23、可选地,所述对所述坐标组进行处理,以分别模拟预对接轴零件和预对接孔零件的初始位姿,包括如下步骤:
24、通过预对接孔零件的对接端面上任意一点的坐标及对接端的圆周面上的多个坐标,模拟得到预对接孔零件的对接端面的对接孔的中心坐标,以得到预对接孔零件的初始位姿;
25、通过预对接轴零件的对接端面上任意一点的坐标及对接端的圆周面上的多个坐标,模拟得到预对接轴零件的对接端面的中心坐标,以得到预对接轴零件的初始位姿。
26、可选地,所述通过所述抓放对接系统和所述接触式测量系统的配合,修正预对接轴零件的位姿,包括如下步骤:
27、s6.1、根据预对接孔零件和预对接轴零件的初始位姿,通过所述抓放对接系统微调预对接轴零件的位姿;
28、s6.2、通过所述接触式测量系统测量预对接轴零件调整后的位姿,与预对接孔零件的初始位姿进行对比;
29、若匹配,则此时预对接轴零件的位姿即为所述装配位姿;
30、若不匹配,则根据预对接孔零件的初始位姿和预对接轴零件调整后的位姿,通过所述抓放对接系统再次微调预对接轴零件的位姿;
31、s6.3、重复步骤s6.2,直至预对接轴零件的位姿为所述装配位姿。
32、可选地,所述通过所述六维力传感器实时控制所述抓放对接系统持续修正预对接轴零件的位姿,包括如下步骤:
33、s8.1、通过所述六维力传感器接收预对接轴零件的对接端与预对接孔零件的对接孔接触时的实时力信号,当所述实时力信号超过预设阈值时,停止预对接轴零件和预对接孔零件的对接;
34、s8.2、根据所述实时力信号实时控制所述抓放对接系统修正预对接轴零件的位姿,直至所述实时力信号进入预设阈值内后,启动预对接轴零件和预对接孔零件的对接;
35、s8.2、重复步骤s8.1-s8.2,直至完成对接装配。
36、本发明与现有技术相比,具有如下的优点和有益效果:
37、本发明提供的一种大范围尺寸轴孔精密对接装配装置,通过设置工作台,提供基准平面,在此基础上通过设置抓放对接系统,一方面能够抓取预对接孔零件并放置于工作台,另一方面能够抓取预对接轴零件,并能够对预对接轴零件的位姿进行粗调,第三方面能够实施预对接轴零件与预对接孔零件的对接;在此基础上,通过设置接触式测量系统及处理系统,测量预对接轴零件和预对接孔零件表面的点坐标并记录,以分别形成预对接轴零件和预对接孔零件的坐标组,并对坐标组进行处理,以分别模拟预对接轴零件和预对接孔零件的位姿,从而为位姿修正及装配提供数据及模型基础;通过设置六维力传感器,利用其实时测量预对接轴零件与预对接孔零件对接过程中的力信号,从而实时控制抓放对接系统对预对接轴零件持续进行位姿调整,以实现对接时的精调,以避免大尺寸工件对接时误差较大的问题,通过上述各特征的相互配合,使该大范围尺寸轴孔精密对接装配装置能够有效解决大部件轴、孔精密对接难度较大的问题。
- 还没有人留言评论。精彩留言会获得点赞!