一种手柄配件装配系统的制作方法
本技术涉及手柄配件装配,具体而言,涉及一种手柄配件装配系统。
背景技术:
1、手柄配件由装饰片和手柄盖组成,装饰片上设有多个引脚(参考图1中的a),手柄盖上设有多个正对引脚的插孔(参考图2中的b),现有技术需要通过人工的方式对弯曲引脚装饰片(其上引脚发生弯曲的装饰片)进行引脚矫正以及依次执行将垂直引脚装饰片(其上引脚没有发生弯曲的装饰片)插入手柄盖的插孔内和将引脚压弯。由于现有技术需要通过人工的方式进行弯曲引脚装饰片的引脚矫正以及手柄配件的装配,因此现有技术存在由于需要通过人工的方式进行弯曲引脚装饰片的引脚矫正以及手柄配件的装配而导致劳动强度大、装配效率低以及装配质量的一致性差的问题。
2、针对上述问题,目前尚未有有效的技术解决方案。
技术实现思路
1、本技术的目的在于提供一种手柄配件装配系统,能够有效地解决由于需要通过人工的方式进行弯曲引脚装饰片的引脚矫正以及手柄配件的装配而导致劳动强度大、装配效率低以及装配质量的一致性差的问题。
2、本技术提供了一种手柄配件装配系统,其包括:
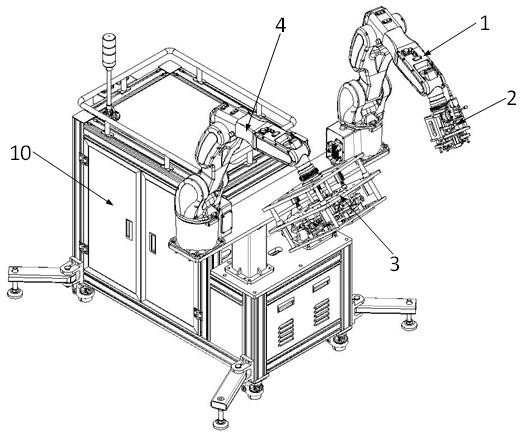
3、机柜、第一机械臂、第一端拾器、第二端拾器和控制器,第一机械臂和第二端拾器均安装在机柜上,第一端拾器与第一机械臂末端连接,第一端拾器具有抓取机构和引脚压弯机构,第二端拾器具有装饰片工装和引脚矫正机构,装饰片工装上设有用于放置装饰片的定位槽;
4、控制器用于控制第一机械臂与抓取机构配合抓取装饰片,并将抓取到的装饰片放置到定位槽内;
5、控制器还用于控制引脚矫正机构对弯曲引脚装饰片进行引脚矫正,以将弯曲引脚装饰片矫正为垂直引脚装饰片,弯曲引脚装饰片为其上引脚发生弯曲的装饰片,垂直引脚装饰片为其上引脚未发生弯曲的装饰片;
6、控制器还用于控制第一机械臂与抓取机构配合抓取手柄盖和将抓取到的手柄盖放置到垂直引脚装饰片上,并控制引脚压弯机构压弯引脚,以获取手柄配件。
7、本技术提供的一种手柄配件装配系统,先利用第一机械臂与抓取机构配合抓取装饰片,并将抓取到的装饰片放置到定位槽内,再利用第一机械臂与抓取机构抓取手柄盖,并将抓取到的手柄盖放置到垂直引脚装饰片上,最后控制引脚压弯机构压弯引脚,由于该手柄配件装配系统能够通过第一机械臂、抓取机构和引脚压弯机构的配合完成将装饰件的引脚插入手柄盖的插孔内和将引脚压弯,而该手柄配件装配系统能够利用引脚矫正机构完成弯曲引脚装饰片的引脚矫正,即本技术相当于提供一种弯曲引脚装饰片自动引脚矫正以及手柄配件自动装配系统,因此本技术无需通过人工的方式进行弯曲引脚装饰片的引脚矫正以及手柄配件的装配,从而有效地解决由于需要通过人工的方式进行弯曲引脚装饰片的引脚矫正以及手柄配件的装配而导致劳动强度大、装配效率低以及装配质量的一致性差的问题。
8、可选地,第一端拾器还具有第一支架,第一机械臂末端与第一支架连接,引脚压弯机构包括第一驱动组件、连接底板、浮动连接板、扣脚斜压头、压缩弹簧、顶针、浮动接头、导向轴、导向套和位移传感器,第一驱动组件安装在第一支架上,第一驱动组件的输出端与连接底板固定连接,导向轴和顶针均与连接底板固定连接,导向套套设在导向轴外且与导向轴滑动连接,压缩弹簧套设在导向轴外且位于导向套上方,浮动连接板与导向套固定连接,导向轴远离连接底板的一端具有空腔,浮动接头与空腔滑动连接且其一端伸出导向轴,浮动接头靠近连接底板的一端固定有位移传感器,扣脚斜压头固定在浮动连接板上,顶针与扣脚斜压头滑动连接且其远离连接底板的一端能够伸出扣脚斜压头,位移传感器用于采集浮动接头相对于连接底板的位移信息,控制器控制引脚压弯机构压弯引脚的过程包括:
9、控制第一驱动组件驱动连接底板朝向装饰片工装移动,直至位移信息大于等于第一预设位移阈值,以使扣脚斜压头和顶针配合压弯引脚。
10、该技术方案相当于根据位移信息和第一预设位移阈值控制顶针的移动量,从而有效地避免出现由于顶针的移动量不足而导致装饰片的引脚未被压弯至与手柄盖远离装饰片的一端抵触,从而导致装饰片的引脚对手柄盖的压紧固定效果下降以及由于顶针的移动量过大而导致顶针与手柄盖直接接触,从而导致手柄盖损伤或损坏的情况。
11、可选地,第一端拾器还具有视觉检测机构,视觉检测机构用于采集图像信息,抓取机构包括第二驱动组件和两个夹爪,第二驱动组件安装在第一支架上,连接底板上开设有第一通孔,浮动连接板两侧均设有限位槽,夹爪与第二驱动组件连接,两个夹爪均穿过第一通孔且分别位于浮动连接板两侧的限位槽内,控制器控制第一机械臂与抓取机构配合抓取装饰片,并将抓取到的装饰片放置到定位槽内的过程包括:
12、根据图像信息控制第一机械臂将抓取机构移动至装饰片上方;
13、控制第一机械臂驱动第一端拾器朝向装饰片移动,直至位移信息大于等于第二预设位移阈值,第二预设位移阈值小于或等于第一预设位移阈值;
14、控制第二驱动组件驱动夹爪朝向浮动连接板中心移动,以抓取装饰片;
15、根据图像信息控制第一机械臂将抓取机构移动至装饰片工装上方,并控制第二驱动组件驱动夹爪背离浮动连接板中心移动,以将抓取到的装饰片放置到定位槽内。
16、可选地,定位槽内设有到位检测组件和磁吸组件,到位检测组件用于检测定位槽内是否放置有装饰片,到位检测组件和磁吸组件均与控制器电性连接,控制器还用于在到位检测组件检测到定位槽内放置有装饰片时,控制磁吸组件对装饰片进行吸附。
17、在到位检测组件检测到定位槽内放置有装饰片后,该技术方案控制磁吸组件对装饰片进行吸附,以将装饰片固定在定位槽内,因此该技术方案能够有效地避免出现在将装饰片放置到定位槽内后,由于装饰片的位姿发生改变而导致手柄盖无法被顺利放置到该装饰片上,手柄配件装配失败的情况。
18、可选地,手柄配件装配系统还包括第二机械臂,第二端拾器与第二机械臂末端连接。
19、可选地,第二端拾器还具有装饰片二次定位工装和手柄盖二次定位工装,装饰片二次定位工装和手柄盖二次定位工装对称设置在第二端拾器上,控制器控制第一机械臂与抓取机构配合抓取装饰片,并将抓取到的装饰片放置到定位槽内的过程包括:
20、控制第一机械臂与抓取机构配合抓取装饰片,并在抓取过程中根据第一转换矩阵和第二转换矩阵控制第二机械臂驱动第二端拾器朝向第一端拾器移动,以使第一端拾器与第二端拾器之间的距离位于预设安全距离范围内,第一转换矩阵为第一端拾器坐标系到第一机械臂基座坐标系的转换矩阵,第二转换矩阵为第二端拾器坐标系到第二机械臂基座坐标系的转换矩阵;
21、控制第一机械臂与抓取机构将抓取到的装饰片放置到装饰片二次定位工装内;
22、控制第一机械臂与抓取机构将装饰片二次定位工装内的装饰片放置到定位槽内;
23、控制器控制第一机械臂与抓取机构配合抓取手柄盖和将抓取到的手柄盖放置到垂直引脚装饰片装饰片上的过程包括:
24、控制第一机械臂与抓取机构配合抓取手柄盖,并在抓取过程中根据第一转换矩阵和第二转换矩阵控制第二机械臂驱动第二端拾器朝向第一端拾器移动和控制第二机械臂驱动第二端拾器旋转,以使第一端拾器与第二端拾器之间的距离位于预设安全距离范围内和使第一端拾器与手柄盖二次定位工装的距离小于第一端拾器与装饰片二次定位工装的距离;
25、控制第一机械臂与抓取机构将抓取到的手柄盖放置到手柄盖二次定位工装内;
26、控制第一机械臂与抓取机构将手柄盖二次定位工装内的手柄盖放置到垂直引脚装饰片装饰片上。
27、由于该技术方案能够通过对手柄盖和装饰片进行二次定位的方式提高第一机械臂的装饰片抓取精确度和手柄盖抓取精确度,因此该技术方案能够有效地提高手柄配件装配系统的装配精度,而由于在第一机械臂与抓取机构抓取装饰片时,该技术方案通过控制第二机械臂驱动第二端拾器朝向第一端拾器移动的方式减小抓取机构与装饰片二次定位工装的距离,而在第一机械臂与抓取机构抓取手柄盖时,该技术方案通过控制第二机械臂驱动第二端拾器朝向第一端拾器移动以及驱动第二端拾器旋转的方式减小抓取机构与手柄盖二次定位工装的距离,因此该技术方案能够有效地减小第一机械臂将抓取到的装饰片放置到装饰片二次定位工装所需要的移动量和减小第一机械臂将抓取到的手柄盖放置到手柄盖二次定位工装所需要的移动量,即该技术方案能够有效地缩短第一机械臂的空走行程,从而有效地提高手柄配件的装配效率。
28、可选地,第二端拾器还具有第二支架、中转连接板和第三驱动组件,中转连接板与第二支架连接,中转连接板中心开设有第二通孔,第三驱动组件安装在第二支架上,第三驱动组件的输出端位于第二通孔内且与装饰片工装连接,引脚矫正机构安装在中转连接板上,控制器控制引脚矫正机构对弯曲引脚装饰片进行引脚矫正的过程包括:
29、控制第三驱动组件与引脚矫正机构配合矫正弯曲引脚装饰片的引脚。
30、可选地,引脚矫正机构包括第四驱动组件和推杆,第四驱动组件安装在中转连接板上,推杆安装在第四驱动组件上,推杆远离第四驱动组件的一端具有u形槽,第四驱动组件用于驱动u形槽朝向或背离装饰片工装移动,控制器控制第三驱动组件与引脚矫正机构配合矫正弯曲引脚装饰片的引脚的过程包括:
31、a1、根据第一预设距离控制第四驱动组件驱动u形槽朝向装饰片工装移动,并控制第三驱动组件驱动装饰片工装上升,以将装饰片的引脚移动至u形槽内;
32、a2、根据第二预设距离控制第四驱动组件驱动u形槽背离装饰片工装移动;
33、a3、控制第三驱动组件复位,根据第三预设距离控制第四驱动组件驱动u形槽背离装饰片工装移动,并控制第三驱动组件驱动装饰片工装上升,以将引脚移动至推杆远离第四驱动组件的一侧;
34、a4、根据第四预设距离控制第四驱动组件驱动u形槽朝向装饰片工装移动,控制第三驱动组件和第四驱动组件复位,并基于第一预设调整阈值减小第二预设距离和第四预设距离,第二预设距离大于第四预设距离;
35、a5、判断步骤a4的执行次数是否大于等于第一预设次数,若是,则执行步骤a6,若否,则返回步骤a1;
36、a6、根据第五预设距离控制第四驱动组件驱动u形槽朝向装饰片工装移动,并控制第三驱动组件驱动装饰片工装上升,以将引脚移动至推杆远离第四驱动组件的一侧,第一预设距离大于第五预设距离;
37、a7、根据第六预设距离控制第四驱动组件驱动u形槽朝向装饰片工装移动;
38、a8、控制第三驱动组件复位,根据第七预设距离控制第四驱动组件驱动u形槽朝向装饰片工装移动,并控制第三驱动组件驱动装饰片工装上升,以将引脚移动至u形槽内;
39、a9、根据第八预设距离控制第四驱动组件驱动u形槽朝向装饰片工装移动,控制第三驱动组件驱动装饰片工装下降和控制第四驱动组件复位,并基于第二预设调整阈值减小第六预设距离和第八预设距离,第六预设距离大于第八预设距离;
40、a10、判断步骤a9的执行次数是否大于等于第二预设次数,若是,则完成引脚矫正,若否,则返回步骤a6。
41、该技术方案相当于通过反复推拉引脚的方式对弯曲引脚装饰片进行引脚矫正,由于在反复推拉引脚的过程中,引脚的内力会被消除,因此该技术方案能够有效地提高引脚的结构稳定性以及减少引脚的疲劳损伤,从而有效地提高手柄配件的结构稳定性和使用寿命。
42、可选地,第二端拾器还具有压弯检测组件,压弯检测组件安装在第二支架上,压弯检测组件用于检测引脚压弯机构是否将所有引脚压弯。
43、可选地,第一端拾器通过第一柔性法兰连接器与第一机械臂连接。
44、由于该技术方案的第一端拾器通过第一柔性法兰连接器与第一机械臂连接,因此该技术方案能够对第一端拾器进行减振缓冲,以提高第一端拾器的移动精度。
45、由上可知,本技术提供的一种手柄配件装配系统,先利用第一机械臂与抓取机构配合抓取装饰片,并将抓取到的装饰片放置到定位槽内,再利用第一机械臂与抓取机构抓取手柄盖,并将抓取到的手柄盖放置到垂直引脚装饰片上,最后控制引脚压弯机构压弯引脚,由于该手柄配件装配系统能够通过第一机械臂、抓取机构和引脚压弯机构的配合完成将装饰件的引脚插入手柄盖的插孔内和将引脚压弯,而该手柄配件装配系统能够利用引脚矫正机构完成弯曲引脚装饰片的引脚矫正,即本技术相当于提供一种弯曲引脚装饰片自动引脚矫正以及手柄配件自动装配系统,因此本技术无需通过人工的方式进行弯曲引脚装饰片的引脚矫正以及手柄配件的装配,从而有效地解决由于需要通过人工的方式进行弯曲引脚装饰片的引脚矫正以及手柄配件的装配而导致劳动强度大、装配效率低以及装配质量的一致性差的问题。
- 还没有人留言评论。精彩留言会获得点赞!