一种MPP电力管成型装置及成型方法与流程
本发明涉及一种电力管成型设备,具体是一种mpp电力管成型装置及成型方法。
背景技术:
1、mpp电力管采用改性聚丙烯为主要原材料,具有抗高温、耐外压的特点,广泛应用在电缆施工工程中,无须大量挖泥、挖土及破坏路面,在道路、铁路、建筑物、河床下等特殊地段敷设管道、电缆等施工工程。与传统的“挖槽埋管法”相比,非开挖电力管工程更适应当前的环保要求,去除因传统施工所造成的尘土飞扬、交通阻塞等扰民因素,这一技术还可以在一些无法实施开挖作业的地区铺设管线,如古迹保护区、闹市区、农作物及农田保护区、高速公路、河流等。mpp电力管常用规格为直径110mm~450mm,分为普通型和加强型。普通型适用于开挖铺设施工和非开挖穿越施工埋深小于4米的工程;加强型适用于非开挖穿越施工埋深大于4米的工程。参阅图1、图2和图3所示,应用在电力管的管头位置进行连接时,两组电力管的管身上均设置有翻边a,在翻边a的结合面上设置有密封垫a1,翻边a上设置有容纳密封垫的环形槽a1,在其中一个电力管的一端设置有插接片b,插接片b沿着电力管的管端周向方向间隔设置多组,在该插接片b的外壁周向方向设置有卡接槽b1,在另一组的电力管的内部设置有环形凸起c,两组电力管进行插接时,插接片b插入在电力管的一端管口内且环形凸起c与插接片b外壁的卡接槽b1卡接在一起,可实施对密封圈a2的压缩,进而可确保两组电力管之间的密封,该构造的电力管在实际生产时,一般通过注塑模具成型,实际成型时,实际的成型模具较为复杂,插接片b的成型存在较大困难,造成生产成本较高的同时,残次品率也较高。
技术实现思路
1、鉴于以上现有技术的缺点,本发明的目的在于提供一种mpp电力管成型装置及成型方法,旨在降低该电力管的成型难度,提高电力管的成品率,降低实际生产成本。
2、为实现上述目的及其它相关目的,本发明提出一种mpp电力管成型装置,包括:
3、定位管,水平布置在水平驱动机构上;
4、推料机构,设置在定位管的一端位置,所述推料机构驱动待加工电力管沿着定位管移动;
5、所述水平驱动机构驱动定位管与所述推料机构靠近或远离;
6、磨料圈,套设在所述定位管外且与旋转机构连接,所述旋转机构驱动所述磨料圈旋转且实施对待加工电力管翻边环形槽的成型;
7、切割机构,设置在定位管的一端位置,所述切割机构沿着所述定位管的长度方向移动,以使得待加工电力管管壁形成长度方向的纵向开口。
8、在本发明的一个实施例中,所述切割机构安装在水平滑移机构上,所述水平滑移机构设置旋转机构上,所述旋转机构驱动水平滑移机构沿着所述定位管的管芯周向方向多个位置的旋转调整。
9、在本发明的一个实施例中,所述推料机构包括同轴布置的第一推料圈和第二推料圈,所述第一推料圈与所述待加工电力管翻边抵靠,所述第二推料圈与所述待加工电力管的一端抵靠,所述第一推料圈的边缘通过第一滑杆与所述第二推料圈的边缘构成滑动连接,所述第一滑杆上套设有第一弹簧,所述第一弹簧的两端分别与第一推料圈和第二推料圈抵靠,所述第二推料圈与推料气缸的活塞连接,所述推料气缸与所述第一滑杆及所述定位管平行布置。
10、在本发明的一个实施例中,所述磨料圈整体呈环状且与所述定位管同轴布置。
11、在本发明的一个实施例中,所述磨料圈的一端设置有第二滑杆,所述第二滑杆滑动式设置有旋转圈上,所述第二滑杆与所述定位管平行布置,所述第二滑杆上套设有第二弹簧,所述第二弹簧的两端分别与磨料圈及旋转圈抵靠,所述旋转圈通过轴承转动式设置在旋转支架上。
12、在本发明的一个实施例中,所述旋转机构包括设置在所述旋转圈上的齿圈,所述齿圈与驱动齿轮啮合,所述驱动齿轮与驱动电机连接,所述驱动电机固定在所述旋转支架上。
13、在本发明的一个实施例中,所述旋转支架通过导向滑杆滑动设置在支架上,所述支架上固定有顶压气缸,所述顶压气缸与所述定位管平行布置且杆端与所述旋转支架连接。
14、在本发明的一个实施例中,所述切割机构包括切割盘,所述切割盘通过悬臂与所述滑移块铰接,所述悬臂的铰接轴与所述定位管垂直布置,所述铰接轴上套设有扭簧,所述悬臂的铰接端设置有拨动轮,所述拨动轮与拨动折板抵靠,水平滑移机构驱动所述滑移块沿所述定位管长度方向移动,且拨动折板连动所述悬臂绕轴旋转。
15、在本发明的一个实施例中,所述水平滑移机构包括设置在滑移块上的螺母,所述螺母内设置有滑移丝杆,所述滑移丝杆与所述定位管平行布置,所述滑移丝杆的一端转动式安装在旋转支架上,所述旋转支架上设置有旋转电机,所述旋转电机驱动所述滑移丝杆旋转。
16、本发明的另外一目的还在于提出一种mpp电力管成型方法,所述mpp电力管成型方法包括如下步骤:
17、第一步:待成型的加工电力管通过导料机构卧式导送至推料机构的推送路径上;
18、第二步:通过启动水平驱动机构,使得定位管的一端移动至推料机构的推送路径上的待成型的加工电力管一端位置;
19、第三步:启动推料机构,使得待成型的加工电力管穿套在所述定位管上;
20、第四步:启动磨料圈旋转,使得待成型的加工电力管穿套的翻边上形成环形槽;
21、第五步:启动水平滑移机构及切割机构,使得待成型的加工电力管管壁形成长度方向的纵向开口;
22、第六步:启动旋转机构,使得水平滑移机构上的切割机构沿着所述定位管的管芯周向方向多个位置的旋转调整,并且再次启动水平滑移机构及切割机构,使得待成型的加工电力管管壁周向方向形成多个纵向开口;
23、第七步:推料机构复位,使得推料机构远离成型后的电力管穿套,水平驱动机构复位,使得定位管从成型后的电力管抽出,成型后的电力管导出。
24、通过采用上述技术方案,本发明的技术效果在于:注塑模具生产出带有翻边的待加工电力管即可,半成品的电力管导送至推料机构的推送端位置,通过推送机构驱动待加工的半成品电力管穿套在定位管上,通过定位管能够实施对电力管的定位,并且通过磨料圈,能够使得该电力管的翻边位置形成环形槽,而且通过切割机构,使得待加工电力管管壁形成长度方向的纵向开口,进而最终形成插接片,从而可有效降低该mpp电力管的成型难度,提高电力管的成品率,降低实际生产成本。
技术特征:
1.一种mpp电力管成型装置,其特征在于,包括:
2.根据权利要求1所述的一种mpp电力管成型装置,其特征在于,所述切割机构安装在水平滑移机构上,所述水平滑移机构设置旋转机构上,所述旋转机构驱动水平滑移机构沿着所述定位管(10)的管芯周向方向多个位置的旋转调整。
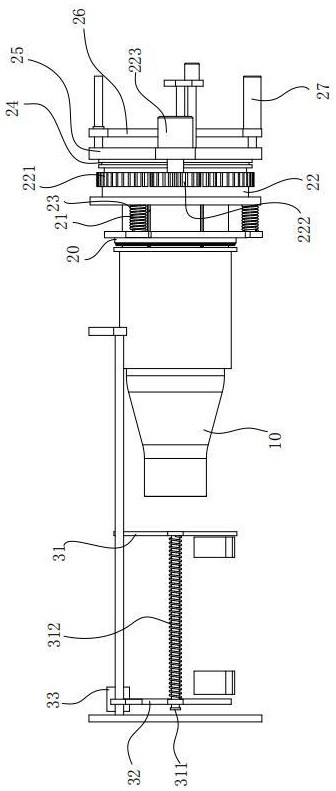
3.根据权利要求1所述的一种mpp电力管成型装置,其特征在于,所述推料机构包括同轴布置的第一推料圈(31)和第二推料圈(32),所述第一推料圈(31)与所述待加工电力管翻边抵靠,所述第二推料圈(32)与所述待加工电力管的一端抵靠,所述第一推料圈(31)的边缘通过第一滑杆(311)与所述第二推料圈(32)的边缘构成滑动连接,所述第一滑杆(311)上套设有第一弹簧(312),所述第一弹簧(312)的两端分别与第一推料圈(31)和第二推料圈(32)抵靠,所述第二推料圈(32)与推料气缸(33)的活塞连接,所述推料气缸(33)与所述第一滑杆(311)及所述定位管(10)平行布置。
4.根据权利要求1所述的一种mpp电力管成型装置,其特征在于,所述磨料圈(20)整体呈环状且与所述定位管(10)同轴布置。
5.根据权利要求4所述的一种mpp电力管成型装置,其特征在于,所述磨料圈(20)的一端设置有第二滑杆(21),所述第二滑杆(21)滑动式设置有旋转圈(22)上,所述第二滑杆(21)与所述定位管(10)平行布置,所述第二滑杆(21)上套设有第二弹簧(23),所述第二弹簧(23)的两端分别与磨料圈(20)及旋转圈(22)抵靠,所述旋转圈(22)通过轴承(24)转动式设置在旋转支架(25)上。
6.根据权利要求5所述的一种mpp电力管成型装置,其特征在于,所述旋转机构包括设置在所述旋转圈(22)上的齿圈(221),所述齿圈(221)与驱动齿轮(222)啮合,所述驱动齿轮(222)与驱动电机(223)连接,所述驱动电机固定在所述旋转支架(25)上。
7.根据权利要求6所述的一种mpp电力管成型装置,其特征在于,所述旋转支架(25)通过导向滑杆滑动设置在支架(26)上,所述支架(26)上固定有顶压气缸(27),所述顶压气缸(27)与所述定位管(10)平行布置且杆端与所述旋转支架(25)连接。
8.根据权利要求2所述的一种mpp电力管成型装置,其特征在于,所述切割机构包括切割盘(41),所述切割盘(41)通过悬臂(42)与所述滑移块(43)铰接,所述悬臂(42)的铰接轴与所述定位管(10)垂直布置,所述铰接轴上套设有扭簧(43),所述悬臂(42)的铰接端设置有拨动轮(421),所述拨动轮(421)与拨动折板(422)抵靠,水平滑移机构驱动所述滑移块(43)沿所述定位管(10)长度方向移动,且拨动折板(422)连动所述悬臂(42)绕轴旋转。
9.根据权利要求8所述的一种mpp电力管成型装置,其特征在于,所述水平滑移机构包括设置在滑移块(43)上的螺母(431),所述螺母(431)内设置有滑移丝杆(432),所述滑移丝杆(432)与所述定位管(10)平行布置,所述滑移丝杆(432)的一端转动式安装在旋转支架(433)上,所述旋转支架(433)上设置有旋转电机(434),所述旋转电机(434)驱动所述滑移丝杆(432)旋转。
10.一种mpp电力管成型方法,其特征在于:所述mpp电力管成型方法包括如下步骤:
技术总结
本发明涉及一种MPP电力管成型装置及成型方法,装置包括定位管,水平布置在水平驱动机构上;推料机构设置在定位管的一端位置,推料机构驱动待加工电力管沿着定位管移动;水平驱动机构驱动定位管与推料机构靠近或远离;磨料圈套设在定位管外,旋转机构驱动磨料圈旋转且实施对待加工电力管翻边环形槽的成型;切割机构设置在定位管的一端位置,切割机构沿着定位管的长度方向移动,以使得待加工电力管管壁形成纵向开口,通过定位管能够实施对电力管的定位,磨料圈能够使得该电力管的翻边位置形成环形槽,切割机构使得待加工电力管管壁形成长度方向的纵向开口,进而最终形成插接片,从而可有效降低成型难度,提高电力管的成品率,降低实际生产成本。
技术研发人员:杨磊
受保护的技术使用者:安徽玖洲通管业科技有限公司
技术研发日:
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!