一种防伪不干胶标签制备方法与流程
[0001]
本发明涉及防伪不干胶标签制作技术领域,具体的说是一种防伪不干胶标签制备方法。
背景技术:
[0002]
不干胶标签具有不用刷胶、不用蘸水、无污染、节省贴标时间等优点,应用范围广,方便快捷。不干胶是一种材料,也叫自粘标签材料,是以纸张、薄膜或其它特种材料为面料,背面涂有胶粘剂,以涂硅保护纸为底纸的一种复合材料。并经印刷、模切等加工后成为成品标签。面纸一般使用纸张、薄膜或其它特种材料为面料,并将面纸通过胶水粘黏在具有表面呈有的不粘性的底纸表面,底纸对胶黏剂具有隔离作用,所以用其作为面纸的附着体,以保证面纸能够很容易从底纸上剥离下来。
[0003]
现有防伪不干胶标签制作设备在对防伪不干胶标签进行制作时,常存在以下问题:
[0004]
(1)现有防伪不干胶标签制作设备在对防伪不干胶标签进行制作时,通常直接将在面纸上涂抹上胶水,由于现有设备没有对底纸进行张紧,使得底纸表面产生褶皱,从而导致涂抹胶水时褶皱中存有多余的胶水,同时导致面纸与底纸之间贴合时产生褶皱,导致防伪不干胶标签制作不合格;
[0005]
(2)现有防伪不干胶标签制作设备在对防伪不干胶标签进行制作时,面纸与底纸之间贴合后直接对其进行收卷,没有对贴合后的面纸与底纸进行压合,从而导致面纸与底纸之间贴合不完全,且没有对二者贴合后侧边的胶水进行刮除收集,从而浪费大量胶水。
[0006]
为了弥补现有技术的不足,本发明提供了一种防伪不干胶标签制备方法。
技术实现要素:
[0007]
本发明所要解决其技术问题所采用以下技术方案来实现:一种防伪不干胶标签制备方法,具体制备方法如下:
[0008]
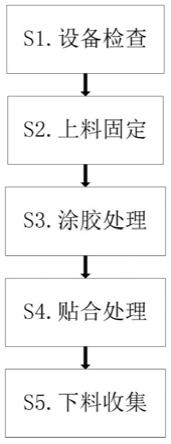
s1.设备检查:在启用防伪不干胶标签制作设备制作防伪不干胶标签前,对其进行检查;
[0009]
s2.上料固定:通过人工将底纸与面纸分别放置在上料装置与贴合装置上,且通过收卷装置收卷底纸与面纸;
[0010]
s3.涂胶处理:上料完成后,通过涂胶装置对底纸上表面进行涂胶处理;
[0011]
s4.贴合处理:底纸涂胶完成后,通过贴合装置将面纸贴合在底纸上,且通过刮胶装置对底纸侧边多余的胶水进行刮除;
[0012]
s5.下料收集:贴合完成后,通过人工将制作完成后的不干胶卷纸取下收集;
[0013]
在上述步骤s1-s5对防伪不干胶标签进行制作过程中,通过采用特定设计的设备对防伪不干胶标签进行制作,该设备具体包括底板、上料装置、固定板、涂胶装置、贴合装置、刮胶装置和收卷装置,所述底板上端左侧安装有上料装置,底板上端右侧安装有固定
板,固定板上端左侧安装有涂胶装置,涂胶装置右方设置有贴合装置,贴合装置左右两侧对称设置有刮胶装置,刮胶装置安装在固定板上端中部,固定板上端右侧安装有收卷装置;其中:
[0014]
所述上料装置包括安装在底板上端左侧的u形板,u形板内部左侧安装有底料辊,u形板内部右侧通过轴承左右对称安装有张紧辊,u形板上端通过螺纹连接的方式安装有旋转螺栓,旋转螺栓下端通过轴承安装有滑动块,滑动块左右两侧对称安装有矩形块,滑动块下端通过连接弹簧与u形板相连,滑动块之间通过轴承安装有张紧板,张紧板上端左右两侧对称设置有挡板,挡板与张紧板之间安装有锁紧弹簧,具体工作时,人工将成卷底纸放置在底料辊上,通过人工转动旋转螺栓,使得滑动块与矩形块挤压连接弹簧下降,使得张紧板挤压底纸下降,从而使得张紧板对底纸进行张紧处理,且底纸张紧移动中,通过锁紧弹簧对张紧板进行挤压调节,避免底纸移动中断裂的情况。
[0015]
所述涂胶装置包括安装在底板上端左侧的安装架,安装架上端中部通过螺纹连接的方式安装有调节螺杆,调节螺杆下端通过轴承安装有支撑板,支撑板上端前后对称安装有导向柱,支撑板上端左右对称安装有喷头,支撑板内侧通过轴承左右对称安装有转动辊,转动辊之间安装有转动带,具体工作时,通过人工旋转调节螺杆,使得调节螺杆带动支撑板沿导向柱,使得支撑板带动转动辊下降,从而使得转动带贴合在底纸表面,转动带贴合在底纸表面后,通过喷头将胶水喷涂在转动带表面,从而使得转动带将胶水涂抹在底纸表面。
[0016]
所述贴合装置包括前后对称安装在固定板上端中部的侧板,侧板之间通过轴承安装有标签辊,侧板内侧安装有支撑架,支撑架内侧通过轴承安装有转向辊,支撑架左侧安装有压合机构,具体工作时,通过人工将面纸放置在标签辊上,使得面纸经过转向辊转向后与收卷装置相连,使得收卷装置收卷底纸与面纸,且通过压合机构将涂抹胶水后的底纸与面纸压合成不干胶卷纸。
[0017]
所述压合机构包括安装在支撑架上端中部的旋转电机,旋转电机的输出端安装有凸轮,固定板上端中部前后对称安装有竖直板,竖直板之间滑动安装有滑动板,滑动板与竖直板之间设置有复位弹簧,滑动板下端通过滑动配合的方式从前往后均匀安装有滑动杆,滑动杆与滑动板之间设置有减震弹簧,滑动杆下端安装有压合板,竖直板右侧铰接有转动刮板,转动刮板内侧上端通过拉紧弹簧与固定板相连,具体工作时,通过旋转电机带动凸轮旋转,使得滑动板挤压复位弹簧沿竖直板升降,从而使得减震弹簧挤压滑动杆升降,使得滑动杆带动压合板将贴合后的底纸与面纸压合在一起,且通过拉紧弹簧带动刮板贴合在面纸表面,从而使得刮板将面纸压合在底纸上。
[0018]
作为本发明的一种优选技术方案,所述刮胶装置包括刮胶块和调节弹簧,固定板上端中部通过滑动配合的方式前后对称安装有刮胶块,刮胶块与固定板之间通过设置有调节弹簧,具体工作时,底纸移动过程中,通过调节弹簧带动刮胶块贴合在底纸侧边,使得刮胶块将底纸侧边多余的胶水刮下。
[0019]
作为本发明的一种优选技术方案,所述收卷装置包括换向辊、安装板和收卷辊,固定板上端右侧通过轴承安装有换向辊,换向辊右侧设置有安装板,安装板前后对称安装在固定板上,安装板之间通过轴承安装有收卷辊,具体工作时,通过换向辊对制作完成后的不干胶面纸进行换向,且通过收卷辊对换向后的不干胶面纸进行收卷。
[0020]
作为本发明的一种优选技术方案,所述张紧板下端均匀设置有滑动滚珠,滑动滚
珠方便底纸沿张紧板移动。
[0021]
作为本发明的一种优选技术方案,所述转动带外侧表面均匀设置有毛刷,毛刷方便转动带将胶水涂抹在底纸上表面。
[0022]
作为本发明的一种优选技术方案,所述压合板与转动刮板下端均设置有软质橡胶层,且二者下端均设置有圆角,软质橡胶层避免压合板与转动刮板划伤底纸,且压合板与转动刮板下端设有的圆角方便不干胶面纸沿二者移动。
[0023]
作为本发明的一种优选技术方案,所述刮胶块左侧设置有三角槽,且固定板上端前后对称设置有导流槽,刮胶块左侧设有的三角槽方便将底纸侧边多余的胶水刮下,且通过固定板上端设有的有导流槽方便多余的胶水流下收集。
[0024]
与现有技术相比,本发明具有以下优点:
[0025]
1.本发明提供的一种防伪不干胶标签制备方法,采用对面纸进行张紧收卷,收卷时对其进行涂抹胶水,同时将面纸贴合在底纸上制作不干胶标签,避免底纸表面产生褶皱使得褶皱中存有多余的胶水,且通过设有的贴合装置对贴合后的面纸与底纸进行压合,保证面纸与底纸之间完全贴合,且通过刮胶装置对不干胶侧边的胶水进行刮除收集,避免浪费胶水;
[0026]
2.本发明提供的一种防伪不干胶标签制备方法,通过设有的旋转螺栓带动滑动块与矩形块挤压连接弹簧下降,使得张紧板挤压底纸下降,从而使得张紧板对底纸进行张紧处理,张紧板下端设有的滑动滚珠方便底纸沿张紧板移动,同时通过锁紧弹簧对张紧板进行挤压调节,避免底纸移动中断裂的情况;
[0027]
3.本发明提供的一种防伪不干胶标签制备方法,通过设有的旋转电机带动凸轮旋转,使得滑动板挤压复位弹簧沿竖直板升降,从而使得滑动杆带动压合板将贴合后的底纸与面纸压合在一起,且通过拉紧弹簧带动刮板贴合在面纸表面,从而使得刮板将面纸压合在底纸上,且压合板与刮板之间设有的橡胶层避免二者划伤不干胶表面;
[0028]
4.本发明提供的一种防伪不干胶标签制备方法,底纸移动时,通过调节弹簧挤压刮胶块贴合在底纸侧边,使得刮胶块将底纸侧边多余的胶水刮下,通过刮胶块左侧设有的三角槽方便将底纸侧边多余的胶水刮下,且通过固定板上端设有的导流槽方便多余的胶水流下收集。
附图说明
[0029]
下面结合附图和实施例对本发明进一步说明。
[0030]
图1是本发明的工作流程图;
[0031]
图2是本发明工作状态的立体结构示意图;
[0032]
图3是本发明工作状态的俯视图;
[0033]
图4是本发明图3的a-a向剖视图;
[0034]
图5是本发明图3的b-b向剖视图;
[0035]
图6是本发明上料装置的局部剖视图;
[0036]
图7是本发明图3的x向局部放大示意图;
[0037]
图8是本发明图4的y向局部放大示意图;
[0038]
图9是本发明图4的z向局部放大示意图。
具体实施方式
[0039]
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合图1至图9,对本发明进行进一步阐述。
[0040]
一种防伪不干胶标签制备方法,具体制备方法如下:
[0041]
s1.设备检查:在启用防伪不干胶标签制作设备制作防伪不干胶标签前,对其进行检查;
[0042]
s2.上料固定:通过人工将底纸与面纸分别放置在上料装置2与贴合装置5上,且通过收卷装置7收卷底纸与面纸;
[0043]
s3.涂胶处理:上料完成后,通过涂胶装置4对底纸上表面进行涂胶处理;
[0044]
s4.贴合处理:底纸涂胶完成后,通过贴合装置5将面纸贴合在底纸上,且通过刮胶装置6对底纸侧边多余的胶水进行刮除;
[0045]
s5.下料收集:贴合完成后,通过人工将制作完成后的不干胶卷纸取下收集;
[0046]
在上述步骤s1-s5对防伪不干胶标签进行制作过程中,通过采用特定设计的设备对防伪不干胶标签进行制作,该设备具体包括底板1、上料装置2、固定板3、涂胶装置4、贴合装置5、刮胶装置6和收卷装置7,所述底板1上端左侧安装有上料装置2,底板1上端右侧安装有固定板3,固定板3上端左侧安装有涂胶装置4,涂胶装置4右方设置有贴合装置5,贴合装置5左右两侧对称设置有刮胶装置6,刮胶装置6安装在固定板3上端中部,固定板3上端右侧安装有收卷装置7;其中:
[0047]
所述上料装置2包括安装在底板1上端左侧的u形板20,u形板20内部左侧安装有底料辊21,u形板20内部右侧通过轴承左右对称安装有张紧辊22,u形板20上端通过螺纹连接的方式安装有旋转螺栓23,旋转螺栓23下端通过轴承安装有滑动块24,滑动块24左右两侧对称安装有矩形块25,滑动块24下端通过连接弹簧26与u形板20相连,滑动块24之间通过轴承安装有张紧板27,张紧板27上端左右两侧对称设置有挡板28,挡板28与张紧板27之间安装有锁紧弹簧29,具体工作时,人工将成卷底纸放置在底料辊21上,通过人工转动旋转螺栓23,使得滑动块24与矩形块25挤压连接弹簧26下降,使得张紧板27挤压底纸下降,从而使得张紧板27对底纸进行张紧处理,且底纸张紧移动中,通过锁紧弹簧29对张紧板27进行挤压调节,避免底纸移动中断裂的情况。
[0048]
所述张紧板27下端均匀设置有滑动滚珠,滑动滚珠方便底纸沿张紧板27移动。
[0049]
所述涂胶装置4包括安装在底板1上端左侧的安装架41,安装架41上端中部通过螺纹连接的方式安装有调节螺杆42,调节螺杆42下端通过轴承安装有支撑板43,支撑板43上端前后对称安装有导向柱44,支撑板43上端左右对称安装有喷头45,支撑板43内侧通过轴承左右对称安装有转动辊46,转动辊46之间安装有转动带47,具体工作时,通过人工旋转调节螺杆42,使得调节螺杆42带动支撑板43沿导向柱44,使得支撑板43带动转动辊46下降,从而使得转动带47贴合在底纸表面,转动带47贴合在底纸表面后,通过喷头45将胶水喷涂在转动带47表面,从而使得转动带47将胶水涂抹在底纸表面。
[0050]
所述转动带47外侧表面均匀设置有毛刷,毛刷方便转动带47将胶水涂抹在底纸上表面。
[0051]
所述贴合装置5包括前后对称安装在固定板3上端中部的侧板51,侧板51之间通过轴承安装有标签辊52,侧板51内侧安装有支撑架53,支撑架53内侧通过轴承安装有转向辊
54,支撑架53左侧安装有压合机构55,具体工作时,通过人工将面纸放置在标签辊52上,使得面纸经过转向辊54转向后与收卷装置7相连,使得收卷装置7收卷底纸与面纸,且通过压合机构55将涂抹胶水后的底纸与面纸压合成不干胶卷纸。
[0052]
所述压合机构55包括安装在支撑架53上端中部的旋转电机550,旋转电机550的输出端安装有凸轮551,固定板3上端中部前后对称安装有竖直板552,竖直板552之间滑动安装有滑动板553,滑动板553与竖直板552之间设置有复位弹簧554,滑动板553下端通过滑动配合的方式从前往后均匀安装有滑动杆555,滑动杆555与滑动板553之间设置有减震弹簧556,滑动杆555下端安装有压合板557,竖直板552右侧铰接有转动刮板558,转动刮板558内侧上端通过拉紧弹簧559与固定板3相连,具体工作时,通过旋转电机550带动凸轮551旋转,使得滑动板553挤压复位弹簧554沿竖直板552升降,从而使得减震弹簧556挤压滑动杆555升降,使得滑动杆555带动压合板557将贴合后的底纸与面纸压合在一起,且通过拉紧弹簧559带动刮板558贴合在面纸表面,从而使得刮板558将面纸压合在底纸上。
[0053]
所述压合板557与转动刮板558下端均设置有软质橡胶层,且二者下端均设置有圆角,软质橡胶层避免压合板557与转动刮板558划伤底纸,且压合板557与转动刮板558下端设有的圆角方便不干胶面纸沿二者移动。
[0054]
所述刮胶装置6包括刮胶块61和调节弹簧62,固定板3上端中部通过滑动配合的方式前后对称安装有刮胶块61,刮胶块61与固定板3之间通过设置有调节弹簧62,具体工作时,底纸移动过程中,通过调节弹簧62带动刮胶块61贴合在底纸侧边,使得刮胶块61将底纸侧边多余的胶水刮下。
[0055]
所述刮胶块61左侧设置有三角槽,且固定板3上端前后对称设置有导流槽,刮胶块61左侧设有的三角槽方便将底纸侧边多余的胶水刮下,且通过固定板3上端设有的有导流槽方便多余的胶水流下收集。
[0056]
所述收卷装置7包括换向辊71、安装板72和收卷辊73,固定板3上端右侧通过轴承安装有换向辊71,换向辊71右侧设置有安装板72,安装板72前后对称安装在固定板3上,安装板之间通过轴承安装有收卷辊73,具体工作时,通过换向辊71对制作完成后的不干胶面纸进行换向,且通过收卷辊73对换向后的不干胶面纸进行收卷。
[0057]
以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中的描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1