一种异形熔喷滤芯生产装置及使用方法与流程
1.本发明涉及异形熔喷滤芯生产装置技术领域,特别是涉及一种异形熔喷滤芯生产装置及使用方法。
背景技术:
2.熔喷滤芯是采用无毒无味的聚丙烯粒子,经过加热熔融、喷丝、牵引、接受成形而制成的管状滤芯,如果原料以聚丙烯为主,就可以称做pp熔喷滤芯。熔喷滤芯不仅在水净化大批量使用,还具有杰出的化学兼容性,适用于强酸、强碱及有机溶剂的过滤。纳污能力强,使用寿命长,成本低。
3.中国发明专利(cn101703850a)公开了熔喷滤芯及其生产设备,本发明提供了一种熔喷滤芯,至少包括两层包覆在一起的塑料丝层,外层的塑料丝层的塑料丝之间的间隙大于内层的塑料丝层的塑料丝之间的间隙。本发明还提供了一种熔喷滤芯的生产设备,包括用于熔丝的熔喷装置,所述熔喷装置的前方连接有至少两块喷丝板,所述喷丝板的前方设有旋转的光杆、丝杆,所述光杆和丝杆的外径相等且旋转轴线共线,所述丝杆的转速快于所述光杆的转速,所述由喷丝板喷出的塑料丝缠绕在光杆和丝杆上形成熔喷滤芯棒。本发明的有益效果主要体现在:熔喷滤芯净化过滤效果好,使用寿命长。熔喷滤芯生产设备结构设计巧妙,且能节省很多的原料,机械化操作,效率大大提高,具有很好的推广价值。
4.上述专利技术中,存在问题如下:
5.其只能生产直筒滤芯,无法生产弧形滤芯,在房车和一些空间狭窄复杂的设备环境中,为避免和其它部件的冲突,需要使用弧形的滤芯避开其它部件,而直筒滤芯无法满足安装需求,上述专利技术不能够生产弧形的滤芯,难以满足现有需求。
6.因此,现在亟需设计一种能解决上述问题的异形熔喷滤芯生产装置。
技术实现要素:
7.为解决现有技术中存在的问题,本发明提供了一种异形熔喷滤芯生产装置。
8.本发明为达到上述目的所采用的技术方案是:一种异形熔喷滤芯生产装置,包括弧形轴,所述弧形轴内穿设有传动软轴,传动软轴的一端连接有空心轴,空心轴连接有驱动机构,所述弧形轴远离空心轴的一端外套设有螺旋环,螺旋环与传动软轴相联动,所述弧形轴靠近螺旋环一端的一侧设置有旋转压轮;
9.所述弧形轴的一侧设置有喷丝头,喷丝头的一侧连接有旋转机构,旋转机构包括导流环和固定环,导流环转动设置于固定环一侧,且喷丝头设置于导流环上。
10.作为本技术方案的进一步优化,所述弧形轴的外壁上设有环形槽,且螺旋环位于所述环形槽内,并且螺旋环的内壁上设置有第二磁块,所述传动软轴的外壁上固定设置有第一磁块,第一磁块与第二磁块磁性连接。
11.作为本技术方案的进一步优化,所述所述螺旋环间隔设置有多个,且第一磁块的数量与螺旋环的数量对应设置。
12.作为本技术方案的进一步优化,所述驱动机构包括第一传动齿轮,第一传动齿轮固定套设于空心轴上,且第一传动齿轮的一侧啮合连接有第二传动齿轮,第二传动齿轮的一侧连接有第三电机。
13.作为本技术方案的进一步优化,所述弧形轴的一端固定连接有滑台,且驱动机构固定设置于滑台上,所述滑台的底部滑动连接有滑轨,滑轨的一侧通过延伸臂连接有转台。
14.作为本技术方案的进一步优化,所述转台的一侧同轴连接有齿轮轴,齿轮轴的一侧啮合连接有齿条,齿条的一侧固定连接有第二伸缩缸。
15.作为本技术方案的进一步优化,所述旋转压轮的一侧转动连接有第二支撑臂,第二支撑臂的一端与转台固定连接,所述旋转压轮通过传动带连接有第一电机,第一电机固定设置于第二支撑臂上;
16.所述旋转压轮的外壁为弧形,且旋转压轮外壁的弧度与弧形轴弧度相匹配。
17.作为本技术方案的进一步优化,所述转台的一侧通过第一支撑臂连接有切刀,切刀位于弧形轴靠近螺旋环一端的前侧,所述第一支撑臂的一侧铰接有第一伸缩缸的一端,第一伸缩缸的另一端与转台的一侧铰接。
18.作为本技术方案的进一步优化,所述固定环和导流环相互贴合,其中导流环靠近固定环的一侧设有两条环形槽,而固定环的一侧开设有两个通孔,2个所述通孔分别与导流环上2条环形槽的位置相对应,且2个所述通孔的一端分别连接有气管和料管;
19.所述喷丝头的中间开设有气孔和料孔,料孔分布于气孔的两侧,且料孔和气孔分别与导流环上的2条环形槽相连通,并且料孔和气孔通过导流环上的2条环形槽分别与料管和气管相连通。
20.作为本技术方案的进一步优化,所述导流环的外壁上套设有小齿环,小齿环的一侧配合设置有大齿轮,所述导流环的外壁上设置有凸环,凸环的外壁上套设有大齿环,大齿环的一侧配合设置有小齿轮,所述大齿环和小齿环上的轮齿都只设置有一半,且大齿环和小齿环上的轮齿方位完全错开分布;
21.所述大齿环和小齿环均连接有第二电机,第二电机固定设置于固定环上。
22.本发明还公布了一种异形熔喷滤芯生产装置的使用方法,包括以下步骤:。
23.本发明的有益效果是:
24.其一、本发明中,喷丝头能够在旋转机构的带动下环绕弧形轴移动,对弧形轴的外壁360
°
喷丝,使熔丝均匀缠绕在弧形轴外,由于弧形轴本体为弧形,所以缠绕在弧形轴外的熔丝能够自然形成弧形的滤芯,达到生产弧形熔喷滤芯的目的,从而能够满足相应的生产需求;
25.其二、本发明中,弧形轴的一端设置有螺旋环,螺旋环能够由传动软轴带动旋转,使得缠绕在弧形轴外的熔喷滤芯能够受到螺旋环旋转时的推动作用,自动的连续排出弧形轴,达到连续生产的目的;
26.其三、本发明中,通过第一磁块和第二磁块的磁吸作用,使得螺旋环与传动软轴能够联动,让螺旋环能够被传动软轴带动旋转,螺旋环通过第一磁块和第二磁块与传动软轴联动,不会破坏弧形轴的整体结构,且使得传动软轴能够同时带动对个螺旋环旋转,多个螺旋环共同发挥作用,能够让熔喷滤芯更加平稳的被推动,达到更加稳定的连续生产的目的;
27.其四、本发明中,第三电机能够通过第二传动齿轮和第一传动齿轮带动空心轴旋
转,使得空心轴的端部不会被遮挡,让空心轴的内部能够穿设电源线,电源线穿过空心轴和传动软轴与第一磁块连接,能够让第一磁块通电,使得第一磁块在旋转状态下保持通电状态,通电后的第一磁块在与第二磁块吸引时具备更加牢固的磁吸作用,让螺旋环能够更加稳定的旋转;
28.其五、本发明中,转台能够通过延伸臂带动滑台沿着滑轨滑动,实现弧形轴整体滑动位移,由于喷丝头间隔设置有多个,由于喷丝头之间有间距,通过弧形轴的位移调节,能够尽量减少喷丝头间距所造成的的喷丝不均,让喷丝头更加均匀的喷射熔丝至弧形轴上;
29.其六、本发明中,第一电机能够通过传动带带动旋转压轮旋转,旋转压轮与螺旋环的旋转方向相反,能够消除螺旋环对熔喷滤芯周向的旋转推动力,使得螺旋环能够更加稳定的推动熔喷滤芯沿着弧形轴轴向移动;
30.其七、本发明中,小齿轮能够带动大齿环旋转,大齿轮能够带动小齿环旋转,两种结构分别具有快传动和慢传动的效果,达到以下目的:当喷丝头转动至弧形轴外圈壁面位置时,转动速度较慢,而当喷丝头转动至弧形轴内圈壁面位置时,转动速度较块,弧形滤芯内圈壁面的面积小于外圈壁面的面积,通过喷丝头的快慢转动,能够更加均匀的对弧形轴的内外圈进行喷丝,让生产出来的熔喷滤芯更加均匀。
附图说明
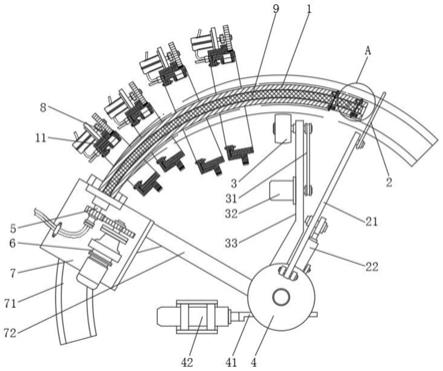
31.图1为一种异形熔喷滤芯生产装置的俯视图;
32.图2为一种异形熔喷滤芯生产装置的图1中a处放大结构示意图;
33.图3为一种异形熔喷滤芯生产装置的螺旋环剖视图;
34.图4为一种异形熔喷滤芯生产装置的螺旋环正视图;
35.图5为一种异形熔喷滤芯生产装置的旋转机构剖视图;
36.图6为一种异形熔喷滤芯生产装置的旋转机构右视图;
37.图7为一种异形熔喷滤芯生产装置的导流环剖视图;
38.图8为一种异形熔喷滤芯生产装置的旋转机构左视图;
39.图9为一种异形熔喷滤芯生产装置的驱动机构俯视图;
40.图10为一种异形熔喷滤芯生产装置的滑轨和滑台剖视图;
41.图11为一种异形熔喷滤芯生产装置的转台仰视图;
42.图12为一种异形熔喷滤芯生产装置的切刀正视图。
43.附图标记说明:
44.1、弧形轴,2、切刀,21、第一支撑臂,22、第一伸缩缸,3、旋转压轮,31、传动带,32、第一电机,33、第二支撑臂,4、转台,41、齿条,42、第二伸缩缸,43、齿轮轴,5、空心轴,6、驱动机构,61、第一传动齿轮,62、第二传动齿轮,63、第三电机,7、滑台,71、滑轨,72、延伸臂,8、喷丝头,81、气孔,82、料孔,9、传动软轴,91、第一磁块,10、螺旋环,101、第二磁块,11、旋转机构,111、第二电机,112、固定环,113、小齿轮,114、大齿轮,115、大齿环,116、凸环,117、导流环,118、小齿环,12、气管,13、料管。
具体实施方式
45.为使本发明的上述目的、特征和优点能够更加浅显易懂,下面结合附图对本发明
的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本发明。但是本发明能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似改进,因此本发明不受下面公开的具体实施例的限制。
46.如图1-图12所示,本发明提供了一种异形熔喷滤芯生产装置,包括弧形轴1,弧形轴1内穿设有传动软轴9,传动软轴9的一端连接有空心轴5,空心轴5连接有驱动机构6,弧形轴1远离空心轴5的一端外套设有螺旋环10,螺旋环10与传动软轴9相联动,弧形轴1靠近螺旋环10一端的一侧设置有旋转压轮3;
47.弧形轴1的一侧设置有喷丝头8,喷丝头8的一侧连接有旋转机构11,旋转机构11包括导流环117和固定环112,导流环117转动设置于固定环112一侧,且喷丝头8设置于导流环117上。
48.喷丝头8能够在旋转机构11的带动下环绕弧形轴1移动,对弧形轴1的外壁360
°
喷丝,使熔丝均匀缠绕在弧形轴1外,由于弧形轴1本体为弧形,所以缠绕在弧形轴1外的熔丝能够自然形成弧形的滤芯,达到生产弧形熔喷滤芯的目的,从而能够满足相应的生产需求;
49.弧形轴1的一端设置有螺旋环10,螺旋环10能够由传动软轴9带动旋转,使得缠绕在弧形轴1外的熔喷滤芯能够受到螺旋环10旋转时的推动作用,自动的连续排出弧形轴1,达到连续生产的目的。
50.作为本技术方案的进一步优化,弧形轴1的外壁上设有环形槽,且螺旋环10位于环形槽内,并且螺旋环10的内壁上设置有第二磁块101,传动软轴9的外壁上固定设置有第一磁块91,第一磁块91与第二磁块101磁性连接;螺旋环10的外壁上设有螺旋凸起,其作用是在旋转时对套在其外的熔喷滤芯起到推动作用,螺旋环10相较于传统的螺旋轴更短,其设置于弧形轴1上,能够尽可能的保证弧形轴1的弧线连续性,弧形轴1的环形槽能够对螺旋环10限位,让螺旋环10能够稳定的旋转,不会偏移,通过第一磁块91和第二磁块101的磁吸作用,使得螺旋环10与传动软轴9能够联动,让螺旋环10能够被传动软轴9带动旋转。
51.作为本技术方案的进一步优化,螺旋环10间隔设置有多个,且第一磁块91的数量与螺旋环10的数量对应设置;螺旋环10通过第一磁块91和第二磁块101与传动软轴9联动,不会破坏弧形轴1的整体结构,且使得传动软轴9能够同时带动对个螺旋环10旋转,多个螺旋环10共同发挥作用,能够让熔喷滤芯更加平稳的被推出。
52.作为本技术方案的进一步优化,驱动机构6包括第一传动齿轮61,第一传动齿轮61固定套设于空心轴5上,且第一传动齿轮61的一侧啮合连接有第二传动齿轮62,第二传动齿轮62的一侧连接有第三电机63;第三电机63能够通过第二传动齿轮62和第一传动齿轮61带动空心轴5旋转,进而实现传动软轴9的旋转;
53.第一磁块91采用电磁铁,空心轴5的内部能够穿设电源线,传动软轴9的内部同样为空心结构,也能够穿设电源线,电源线通过导电滑环与外部电源接通,能够让第一磁块91通电,让第一磁块91在旋转状态下保持通电状态。
54.作为本技术方案的进一步优化,弧形轴1的一端固定连接有滑台7,且驱动机构6固定设置于滑台7上,滑台7的底部滑动连接有滑轨71,滑轨71的弧度与弧形轴1相匹配,滑轨71的一侧通过延伸臂72连接有转台4,转台4的轴心与弧形轴1和滑轨71的圆心位置对应;转台4能够通过延伸臂72带动滑台7沿着滑轨71滑动,实现弧形轴1整体滑动位移,喷丝头8间隔设置有多个,由于喷丝头8之间有间距,通过弧形轴1的位移调节,能够尽量减少喷丝头8
间距所造成的的喷丝不均,让喷丝头8更加均匀的喷射熔丝至弧形轴1上。
55.作为本技术方案的进一步优化,转台4的一侧同轴连接有齿轮轴43,齿轮轴43的一侧啮合连接有齿条41,齿条41的一侧固定连接有第二伸缩缸42;第二伸缩缸42采用液压缸,其能够通过齿条41推动齿轮轴43旋转,齿轮轴43再带动转台4旋转,实现转台4的稳定转动。
56.作为本技术方案的进一步优化,旋转压轮3的一侧转动连接有第二支撑臂33,第二支撑臂33的一端与转台4固定连接,旋转压轮3通过传动带31连接有第一电机32,第一电机32固定设置于第二支撑臂33上;第一电机32能够通过传动带31带动旋转压轮3旋转,旋转压轮3与螺旋环10的旋转方向相反,能够消除螺旋环10对熔喷滤芯周向的旋转推动力,使得螺旋环10能够更加稳定的推动熔喷滤芯沿着弧形轴1轴向移动;
57.旋转压轮3的外壁为弧形,且旋转压轮3外壁的弧度与弧形轴1弧度相匹配;弧形的结构与熔喷滤芯的内壁更加贴合。
58.作为本技术方案的进一步优化,转台4的一侧通过第一支撑臂21连接有切刀2,切刀2位于弧形轴1靠近螺旋环10一端的前侧,第一支撑臂21的一侧铰接有第一伸缩缸22的一端,第一伸缩缸22的另一端与转台4的一侧铰接;第一伸缩缸22采用气缸或者液压缸,其能够推拉切刀2上下移动,实现对熔喷滤芯的自动切割。
59.作为本技术方案的进一步优化,固定环112和导流环117相互贴合,其中导流环117靠近固定环112的一侧设有两条环形槽,而固定环112的一侧开设有两个通孔,2个通孔分别与导流环117上2条环形槽的位置相对应,且2个通孔的一端分别连接有气管12和料管13;
60.喷丝头8的中间开设有气孔81和料孔82,料孔82分布于气孔81的两侧,且料孔82和气孔81分别与导流环117上的2条环形槽相连通,并且料孔82和气孔81通过导流环117上的2条环形槽分别与料管13和气管12相连通;气管12和料管13能够分别接通高压气体和熔喷原料,通过导流环117的结构,使得喷丝头8的气孔81和料孔82能够在旋转状态下与气孔81和料孔82保持连通,气孔81喷出高压气流的同时,根据伯努利原理,能够将料孔82内的熔料吸引带出,实现喷丝。
61.作为本技术方案的进一步优化,导流环117的外壁上套设有小齿环118,小齿环118的一侧配合设置有大齿轮114,导流环117的外壁上设置有凸环116,凸环116的外壁上套设有大齿环115,大齿环115的一侧配合设置有小齿轮113,大齿环115和小齿环118上的轮齿都只设置有一半,且大齿环115和小齿环118上的轮齿方位完全错开分布;小齿轮113能够带动大齿环115旋转,大齿轮114能够带动小齿环118旋转,两种结构分别具有快传动和慢传动的效果,达到以下目的:当喷丝头8转动至弧形轴1外圈壁面位置时,转动速度较慢,而当喷丝头8转动至弧形轴1内圈壁面位置时,转动速度较块,弧形轴1内圈壁面的面积小于外圈壁面的面积,通过喷丝头8的快慢转动,能够更加均匀的对弧形轴1的内外圈进行喷丝,让生产出来的熔喷滤芯更加均匀;
62.大齿环115和小齿环118均连接有第二电机111,第二电机111固定设置于固定环112上;第二电机111能够同时带动大齿环115和小齿环118旋转。
63.工作原理:将气管12和料管13分别接通高压气体和熔喷原料,气管12和料管13通过导流环117上的两条环形槽与喷丝头8连通,使得喷丝头8的气孔81和料孔82能够在旋转状态下与气孔81和料孔82保持连通,气孔81喷出高压气流的同时,根据伯努利原理,能够将料孔82内的熔料吸引带出,实现喷丝。
64.喷丝头8能够在旋转机构11的带动下环绕弧形轴1移动,对弧形轴1的外壁360
°
喷丝,使熔丝均匀缠绕在弧形轴1外,由于弧形轴1本体为弧形,所以缠绕在弧形轴1外的熔丝能够自然形成弧形的滤芯,达到生产弧形熔喷滤芯的目的,从而能够满足相应的生产需求;
65.且弧形轴1的一端设置有螺旋环10,螺旋环10能够由传动软轴9带动旋转,使得缠绕在弧形轴1外的熔喷滤芯能够受到螺旋环10旋转时的推动作用,自动的连续排出弧形轴1,达到连续生产的目的;
66.螺旋环10运作过程中,通过第一磁块91和第二磁块101的磁吸作用,使得螺旋环10能够被传动软轴9带动旋转,由于螺旋环10通过第一磁块91和第二磁块101与传动软轴9联动,不会破坏弧形轴1的整体结构,且使得传动软轴9能够同时带动对个螺旋环10旋转,多个螺旋环10共同发挥作用,能够让熔喷滤芯更加平稳的被推动,达到更加稳定的连续生产的目的;
67.上述过程中,第三电机63通过第二传动齿轮62和第一传动齿轮61带动空心轴5旋转,使得空心轴5的端部不会被遮挡,让空心轴5的内部能够穿设电源线,电源线穿过空心轴5和传动软轴9与第一磁块91连接,能够让第一磁块91通电,使得第一磁块91在旋转状态下保持通电状态,通电后的第一磁块91在与第二磁块101吸引时具备更加牢固的磁吸作用,让螺旋环10能够更加稳定的旋转;
68.并且,转台4能够通过延伸臂72带动滑台7沿着滑轨71滑动,实现弧形轴1整体滑动位移,由于喷丝头8间隔设置有多个,由于喷丝头8之间有间距,通过弧形轴1的位移调节,能够尽量减少喷丝头8间距所造成的的喷丝不均,让喷丝头8更加均匀的喷射熔丝至弧形轴1上;
69.而且,第一电机32能够通过传动带31带动旋转压轮3旋转,旋转压轮3与螺旋环10的旋转方向相反,能够消除螺旋环10对熔喷滤芯周向的旋转推动力,使得螺旋环10能够更加稳定的推动熔喷滤芯沿着弧形轴1轴向移动;
70.在旋转机构11工作过程中,小齿轮113能够带动大齿环115旋转,大齿轮114能够带动小齿环118旋转,两种结构分别具有快传动和慢传动的效果,达到以下目的:当喷丝头8转动至弧形轴1外圈壁面位置时,转动速度较慢,而当喷丝头8转动至弧形轴1内圈壁面位置时,转动速度较块,弧形滤芯内圈壁面的面积小于外圈壁面的面积,通过喷丝头8的快慢转动,能够更加均匀的对弧形轴1的内外圈进行喷丝,让生产出来的熔喷滤芯更加均匀;
71.成型的熔喷滤芯被推出弧形轴1一端后,由第一伸缩缸22拉动切刀2向下移动,对熔喷滤芯自动切割。
72.以上所述实施例仅表达了本发明的一种或者多种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1