一种精清棉机给棉速度自动调整方法及装置与流程
本发明涉及精清棉机,尤其涉及一种精清棉机给棉速度自动调整方法及装置。
背景技术:
1、清梳联已经广泛应用于纺纱系统中,在纺纱的常规流程中,精清棉机后面会配置若干台梳棉机。梳棉机上方输棉管道压力的大小,会直接影响生成棉条的质量,压力太大容易堵塞输棉管道,压力太小则会造成梳棉机无法落棉,而压力的频繁波动则会使梳棉机条重不稳。如何保证在纺纱过程中,输棉管道的压力恒定且抗干扰能力强,这就需要精清棉机的给棉速度能够根据后面梳棉机的开车台数和产量的变化进行自动调整。
2、精清棉机的给棉速度是由给棉电机来控制的,在目前的给棉过程中,存在以下几个问题:在整个给棉过程中,后面梳棉机的开车台数和产量会随时变化,输棉管道压力会随之波动;精清棉机的给棉速度变化不快。上述问题,导致精清棉机的目标压力值与实际压力值之间存在误差,从而造成压力波动,影响梳棉机的棉条质量。
技术实现思路
1、针对现有技术的不足,本发明提供一种精清棉机给棉速度自动调整方法及装置,来实现精清棉机的输棉管道压力稳定。
2、第一方面,本发明提供一种精清棉机给棉速度自动调整方法,包括:
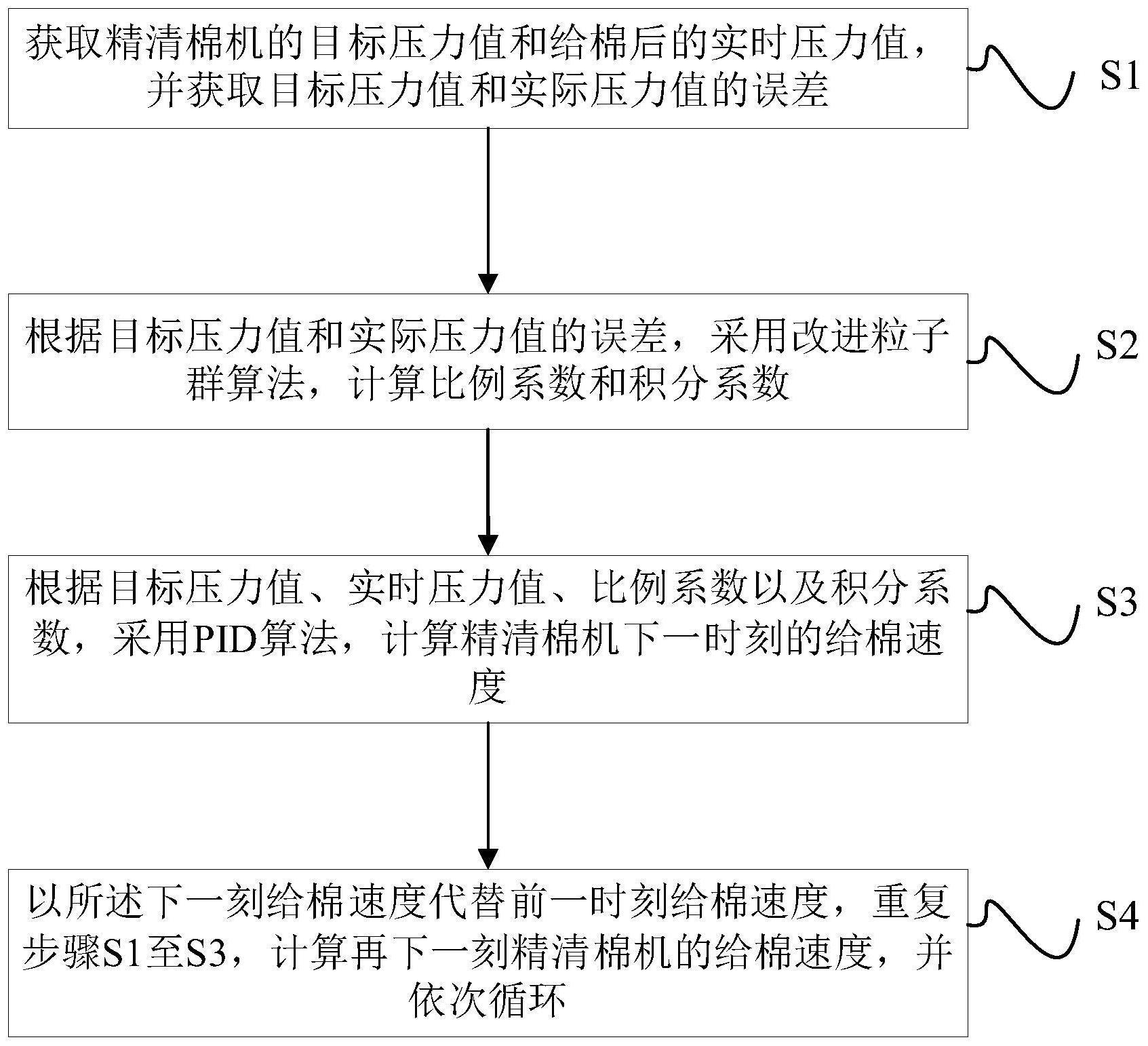
3、s1、获取精清棉机的目标压力值和给棉后的实时压力值,并获取目标压力值和实际压力值的误差;
4、s2、根据目标压力值和实际压力值的误差,采用改进粒子群算法,计算比例系数和积分系数,计算过程如下:
5、以误差最小为目标函数,可以表示为:
6、
7、粒子按照下列规则更新自己的速度和位置:
8、
9、xij(t+1)=xij(t)+vij(t+1)
10、其中,vij(t+1)为t+1时刻第i个粒子在第j维的速度,η为惯性权重,vij(t)为t时刻第i个粒子在第j维的速度,c1和c2为学习因子,一般设c1=c2=2,r1(t)和r2(t)为[0,1]之间的随机数,pij(t)为t时刻第i个粒子在第j维的个体极值,pgj(t)为t时刻第i个粒子在第j维的全局极值,xij(t)为t时刻第i个粒子在第j维的位置,xij(t+1)为t+1时刻第i个粒子在第j维的位置;
11、η作为惯性权重,其值会随着迭代次数进行调整,具体表达式如下:
12、
13、其中,n为当前迭代次数,n为最大迭代次数;
14、将比例系数kp和积分系数ki组成粒子编码串[kp ki],第1维所求得的全局极值便是kp的值,第2维所求得的全局极值便是ki的值;
15、s3、根据目标压力值、实时压力值、比例系数以及积分系数,采用pid算法,计算精清棉机下一时刻的给棉速度,计算公式如下:
16、
17、其中,fvn为下一时刻给棉速度,tp0为目标压力值,apn-1为当前实际压力值,t1为获取当前实际压力值的时间,t2为达到目标压力的时间;
18、s4、以所述下一刻给棉速度代替前一时刻给棉速度,重复步骤s1至s3,计算再下一刻精清棉机的给棉速度,并依次循环。
19、第二方面,本发明提供一种精清棉机给棉速度自动调整装置,包括:
20、获取模块,获取精清棉机的目标压力值和给棉后的实时压力值,并获取目标压力值和实际压力值的误差;
21、比例系数和积分系数计算模块,用于根据目标压力值和实际压力值的误差,采用改进粒子群算法,计算比例系数和积分系数;
22、给棉速度计算模块,用于根据目标压力值、实时压力值、比例系数以及积分系数,采用pid算法,计算精清棉机下一时刻的给棉速度;
23、赋值模块,用于以所述下一刻给棉速度代替前一时刻给棉速度。
24、与现有技术相比,本发明提供的有益效果如下:
25、本发明在使用pid控制的基础上,还引入了粒子群控制方法来优化pid参数,当压力波动时,能够迅速的找到合适的pid参数来调整给棉速度,实现了精清棉机的输棉管道压力稳定,提高了梳棉机生成棉条的质量。
技术特征:
1.一种精清棉机给棉速度自动调整方法,其特征在于,包括:
2.一种精清棉机给棉速度自动调整装置,其特征在于,包括:
技术总结
本发明提供一种精清棉机给棉速度自动调整方法及装置,获取精清棉机的目标压力值和给棉后的实时压力值,并获取目标压力值和实际压力值的误差;根据目标压力值和实际压力值的误差,采用改进粒子群算法,计算比例系数和积分系数;根据目标压力值、实时压力值、比例系数以及积分系数,采用PID算法,计算精清棉机下一时刻的给棉速度;以所述下一刻给棉速度代替前一时刻给棉速度,重复前三步骤,计算再下一刻精清棉机的给棉速度,并依次循环。本发明方案在使用PID控制的基础上,还引入了粒子群控制方法来优化PID参数,当压力波动时,能够迅速的找到合适的PID参数来调整给棉速度,实现了精清棉机的输棉管道压力稳定,提高了梳棉机生成棉条的质量。
技术研发人员:杨锐彪,宋钦文,张艳红,蔡飞,赵永波,梁伟,王勇
受保护的技术使用者:青岛宏大纺织机械有限责任公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!