一种纸箱内衬预压痕折叠成型机的制作方法
本发明涉及纸箱内衬成型装置,尤其是一种纸箱内衬预压痕折叠成型机。
背景技术:
1、纸箱内衬是指将纸板或其他材料用于覆盖和保护纸箱内部的一层衬垫或支撑材料。它们的主要目的是增加纸箱的强度、保护内部物品免受损坏以及提供额外的支撑和填充;
2、而纸箱的纸质内衬通常都是由折叠成型机对裁切后的纸板进行折叠成型加工后制作完成的,折叠成型机通常会根据需要,对裁切后的纸板进行预压痕,接着再通过挤压整型的方式,将纸板加工成对应的形状;
3、然而,现有的内衬折叠成型机虽然可以实现对纸板的折叠成型,折叠成型后的内衬板通常都是呈弯曲状,不便于整齐码放,多数情况下,仍需要通过人工或者码垛机对弯曲状的内衬板进行码放,后续使用时仍需要对码放后的内衬板进行转运,实际使用时便利性较差。
4、为此,我们提出一种纸箱内衬预压痕折叠成型机解决上述问题。
技术实现思路
1、本发明的目的在于提供一种纸箱内衬预压痕折叠成型机,以解决上述背景技术中提出的现有的问题。
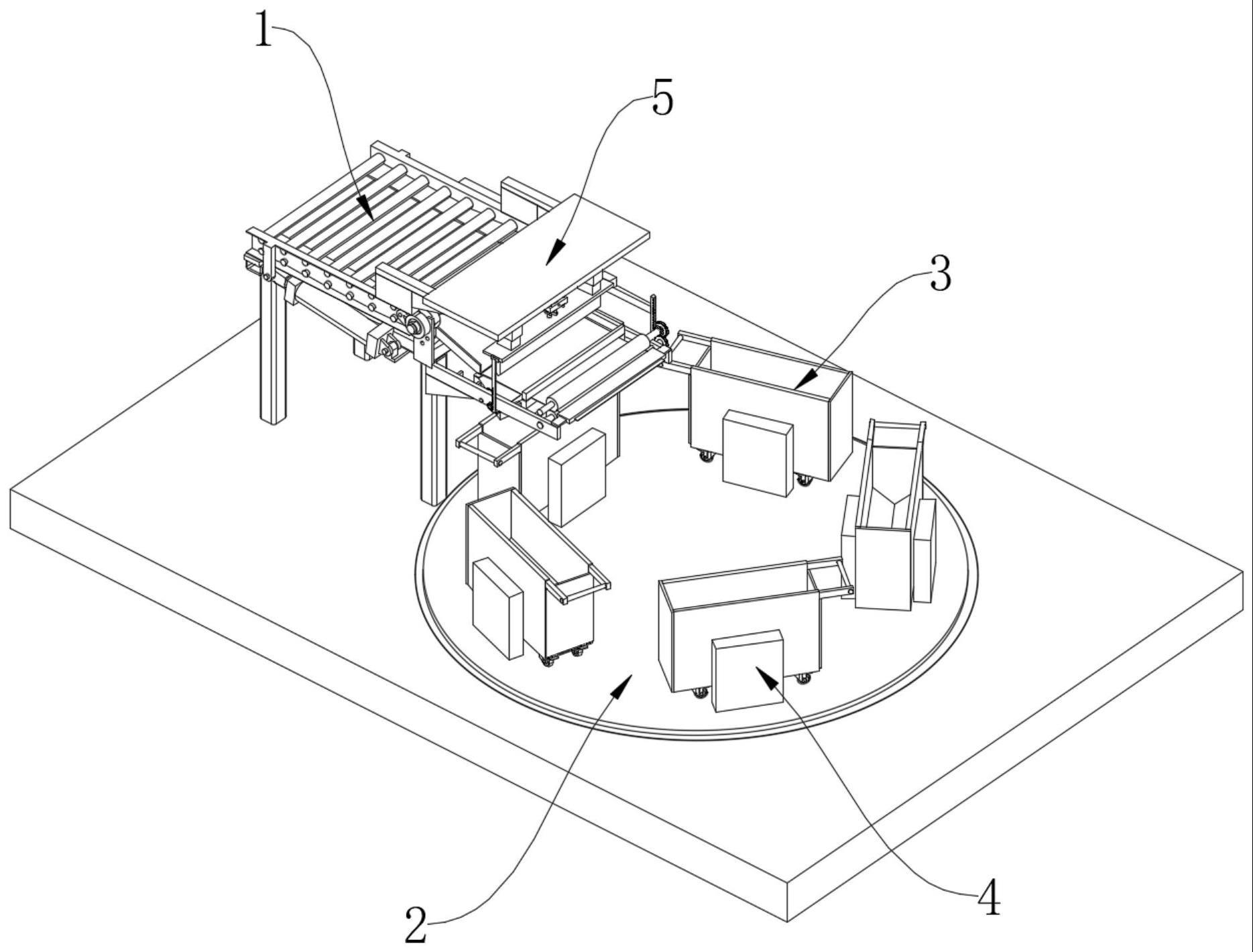
2、为实现上述目的,本发明提供如下技术方案:一种纸箱内衬预压痕折叠成型机,包括纸板输送机,所述纸板输送机的旁侧设置有收集转盘,所述收集转盘的顶部设置有收集组件,所述收集组件包括有多个限位架,多个所述限位架间隔设置在所述收集转盘的顶部,每个所述限位架上均卡接设置有接料小车;
3、整型组件,所述整型组件包括有安装板、水平安装架以及驱动部件,所述安装板固定连接在所述纸板输送机的侧壁上,所述水平安装架位于所述安装板的下方,所述水平安装架上滑动连接有两个v型整型座,两个所述v型整型座的上方设置有预压整形板,所述驱动部件用于驱动预压整形板垂直移动。
4、通过上述技术方案,本发明能够对纸板输送机所输送的内衬板快速进行整型,且在整型完成后,两个v型整型座会自动分离,使得整型完成后的内衬板自动掉落至接料小车内进行收集,并在接料小车内自动整齐排列,工作人员可将装满内衬板的接料小车自由转运至需要对地方,可大幅提高使用的便利性。
5、进一步的,所述驱动部件包括有连接板、气缸以及两个伸缩限位柱,所述气缸竖直向下设置在所述安装板的底部,两个所述伸缩限位柱的顶部均与所述安装板的底部固定连接,两个所述伸缩限位柱的底部均与所述连接板的顶部固定连接,所述气缸的输出端与所述连接板的顶部固定连接,所述预压整形板的顶部与所述连接板的底部固定连接。
6、通过上述技术方案,当纸板输送机将内衬板输送至两个v型整型座上方时,气缸会驱动预压整形板向下移动,可在内衬板的中心处预压出压痕,且在两个v型整型座的作用下,将内衬板挤压成型。
7、进一步的,所述纸板输送机的旁侧设置有固定座,所述收集转盘转动连接在所述固定座的顶部,所述固定座内设置有伺服电机,所述伺服电机的输出轴与所述收集转盘的底部中心固定连接。
8、通过上述技术方案,伺服电机可驱动收集转盘进行转动,对多个接料小车的位置进行切换,当一个接料小车装满内衬板后,可将空的接料小车转移至两个v型整型座的正下方进行下一步的接料,使得下料过程可以持续进行。
9、进一步的,每个所述接料小车的底部内壁上均设置有v型接料槽,每个所述接料小车的侧壁上均转动连接有下料盖板,每个下料盖板的顶部均与一个接料小车的侧壁卡接配合。
10、通过在接料小车的底部内壁上设置v型接料槽,可使得掉落在接料小车内部的内衬板得以整齐排列,便于后续对内衬板的使用。
11、进一步的,所述水平安装架上设置有纸板承托定位组件,所述纸板承托定位组件包括有导向座以及两个输送转轴,所述导向座与所述水平安装架固定连接,所述导向座内滑动连接有承托薄板,两个所述输送转轴均与所述水平安装架转动连接,且两个输送转轴呈上下分布,每个所述输送转轴上均设置有输送辊轮,两个所述输送辊轮用于驱动所述承托薄板在水平方向上移动。
12、进一步的,所述纸板承托定位组件还包括有两个连接齿轮,两个所述连接齿轮分别设置在两个输送转轴上,两个所述连接齿轮相啮合,位于上方的输送转轴上设置有驱动齿轮,所述连接板上设置有l型驱动齿条,所述l型驱动齿条与所述驱动齿轮啮合。
13、通过上述技术方案,可以对从纸板输送机上滑落的内衬板进行支撑可导向,使得内衬板在预压成型时始终处于两个v型接料槽的正中心,以确保最终加工出来的内衬板的精度。
14、进一步的,远离所述纸板输送机的v型整型座的顶部设置有阻挡块,所述阻挡块上开设有供承托薄板通过的通过槽,远离阻挡块的v型整型座的顶部设置有斜向引导块。
15、通过上述技术方案,当纸板输送机上的内衬板滑落时,首先会在斜向引导块的作用下,滑向会承托薄板,接着会被阻挡块所阻挡,当承托薄板失去动力后,会掉落在阻挡块和斜向引导块之间,并被承托薄板所承托,进而使得每个内衬板在预压成型时始终处于两个v型接料槽的正中心。
16、进一步的,所述水平安装架上设置有导向滑杆,两个所述v型整型座的一端均与所述导向滑杆滑动配合。
17、通过上述技术方案,导向滑杆可对两个v型整型座的移动方向进行导向,使得两个v型整型座可在水平方向上进行滑动。
18、进一步的,所述水平安装架远离导向滑杆的一端设置有自动下料组件,所述自动下料组件包括有驱动杆、传动轴以及传动小齿轮,所述驱动杆转动连接在所述水平安装架远离导向滑杆的一端,所述驱动杆的两端均开设有往复滑槽,每个所述往复滑槽均与一个v型整型座对应,每个所述v型整型座均与对应的往复滑槽结构相配合,所述传动轴转动连接在所述水平安装架上,所述传动小齿轮固定连接在所述传动轴上。
19、进一步的,所述自动下料组件还包括有蜗杆、蜗轮以及传动大齿轮,所述蜗杆固定连接在所述传动轴上,所述蜗轮固定连接在所述驱动杆上,所述蜗轮与蜗杆相啮合,所述水平安装架上转动连接有转动轴,所述转动轴上设置有单向轴承,所述单向轴承上设置有转动齿轮,所述传动大齿轮固定连接在所述转动轴上,所述传动大齿轮与所述传动小齿轮啮合,所述连接板上设置有直齿条,所述直齿条与所述转动齿轮啮合。
20、通过上述技术方案,当对内衬板的预压成型完成后,气缸会带动预压整形板向上复位,在预压整形板复位的过程中,会通过自动下料组件带动两个v型整型座分离,使得整型完成后的内衬板从两个v型整型座的缝隙中掉落至接料小车中进行码放收集。
21、与现有技术相比,本发明的有益效果是:
22、其一,本发明中,本发明能够对纸板输送机所输送的内衬板快速进行整型,且在整型完成后,两个v型整型座会自动分离,使得整型完成后的内衬板自动掉落至接料小车内进行收集,并在接料小车内自动整齐排列,工作人员可将装满内衬板的接料小车自由转运至需要对地方,可大幅提高使用的便利性。
23、其二,本发明中,伺服电机可驱动收集转盘进行转动,对多个接料小车的位置进行切换,当一个接料小车装满内衬板后,可将空的接料小车转移至两个v型整型座的正下方进行下一步的接料,使得下料过程可以持续进行,不需要人工对多个内衬板进行收集整理,可大幅提高生产效率。
24、其三,本发明中,通过在接料小车的底部内壁上设置v型接料槽,可使得掉落在接料小车内部的内衬板得以整齐排列,便于后续对内衬板的使用,且每个接料小车的侧壁上均转动连接有下料盖板,后续可通过打开下料盖板,从接料小车的侧面将堆叠的内衬板快速取出使用。
25、其四,本发明中,本发明通过设置纸板承托定位组件,可以对从纸板输送机上滑落的内衬板进行支撑可导向,使得内衬板在预压成型时始终处于两个v型接料槽的正中心,以确保最终加工出来的内衬板的精度。
- 还没有人留言评论。精彩留言会获得点赞!