用于制造具有装饰性设计的基底的系统的制作方法
1.本发明涉及一种用于制造基底,例如面板或型材的系统,该基底结合有装饰性设计,例如图像和/或浮雕,作为适于基底的特殊性的表面饰面。
2.本发明尤其涉及通过箔材或层状材料覆盖基底。本发明特别适用于建筑和家具产品,如家具面板、门和地板、门窗框架型材等。
背景技术:
3.目前,用于应用由图像和/或浮雕形成的装饰性设计的系统是已知的,所述图像和/或浮雕设置在覆盖基底的箔材上。在这些系统中,箔材被提供有结合于其中的装饰性设计,随后用箔材对面板或型材进行覆盖并通过施加在箔材和基底之间的胶粘剂彼此粘合。
4.如今的需求越来越多地要求连续制造具有稀疏重复装饰性设计的基底。这迫使箔材进给或连续箔材进给卷轴改变,以便用各自需要的装饰性设计替换打印箔材并获得由同一系统制造的多种装饰性设计。
5.本发明旨在提供一种用于制造具有装饰性设计的基底的系统,该系统能够以通用的方式获得具有各种装饰性设计的基底。
技术实现要素:
6.为了解决上述目的,除了提供下面将提到的额外优点之外,本发明提供了一种用于制造具有装饰性设计,例如图像和/或浮雕的基底的系统,该系统包括用于进给箔材的进给装置、箔材上的装饰性设计的数字打印装置,特别是喷墨打印装置,以及用于用箔材覆盖基底的覆盖装置。
7.根据本发明,该系统被构造用于在向进给装置供应箔材之后并且在用覆盖装置覆盖基底之前用数字打印设备对箔材进行打印。系统中结合数字打印装置使得能够以通用方式获得具有各种装饰性设计的基底,从而允许针对覆盖相应基底的每个箔材选择所需打印。
8.以这种方式,可以给基底提供任何期望外观或者甚至可以改变装饰性设计,而不需要改变进给卷轴或箔材。同样,其使得基底的各种表面均能够被覆盖(全部或部分地),例如上面、侧向边缘、下面,甚至复杂表面等,其中对于不同选定表面区域具有不同装饰性设计。
9.这种在同一箔材上设置不同装饰性设计的能力增加了执行覆盖的灵活性,例如,能够为基底的不同面,特别是面板的上面和边缘提供具有不同装饰性设计的箔材或者为不同面之间的装饰性设计提供连续性等。
10.根据本发明的用于进给箔材的进给装置可以被构造用于连续进给箔材,例如通过箔材进给卷轴。可替代地,用于进给箔材的进给装置可以被构造用于不连续地进给箔材,例如利用逐箔材进给装置。
11.可以设想,根据本发明的系统包括功能性地连接到数字打印装置的处理单元,使
得该处理单元被构造用于针对不同基底和/或箔材打印不同装饰性设计。优选地,处理单元可以被构造成根据基底和/或箔材的物理特征,例如尺寸、形状、材料、表面粗糙度等,打印不同装饰性设计。因此,有可能以灵活的方式且实时地为不同基底提供不同装饰性设计。
12.根据本发明,设想基底和/或箔材的物理特征可以例如通过扫描或感测基底和/或箔材或者通过在处理单元中接收的指令来检测。为此,该系统可以结合扫描仪或传感器,以例如直接检测基底和/或箔材的物理特征或者检测基底和/或箔材的标记或标识。
13.根据本发明的系统可以进一步包括用于施加胶粘剂的施加装置,以便在基底和/或箔材上施加胶粘剂,使得基底和/或箔材在覆盖后通过胶粘剂粘合在一起。用于施加胶粘剂的施加装置可以例如通过唇部、辊、喷涂、数字打印,特别是喷墨等。
14.可替代地或补充地,也可以设想箔材可以供应为至少部分地预胶合。
15.优选地,设想处理单元功能性地连接到用于施加胶粘剂的施加装置,从而被构造为用于根据基底和/或箔材的物理特征,例如尺寸、形状、材料、表面粗糙度等,施加不同胶粘剂量。这使得能够根据基底和/或箔材以及因此装饰性设计的不同物理特征而获得对具有装饰性设计的基底的更灵活制造。
16.根据本发明,覆盖装置可以被构造用于在基底表面上成形箔材,从而使箔材适应基底的形状。
17.本发明还设想根据本发明的系统包括图像的第一数字打印装置以及浮雕的第二数字打印装置,该系统被构造成使得第一装置和第二装置彼此同步地打印相应图像和浮雕。因此,可以获得与图像相对应的浮雕,使得例如天然材料,如木材或石头的纹理或触觉表面能够被模仿或复制。
附图说明
18.以下附图已经被包括作为对本发明的至少一个实际实施例的解释的一部分。
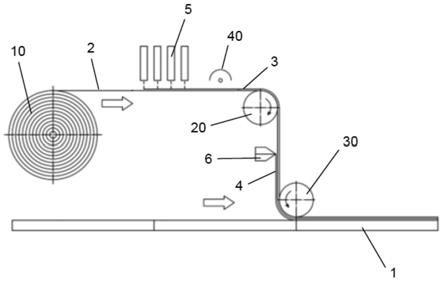
19.图1示出了根据本发明的系统的第一实施例的示意图。
20.图2示出了根据本发明的系统的第二实施例的示意图,其中与第一实施例不同,用箔材覆盖基底包括使箔材成形。
21.图3示出了根据本发明的系统的第一实施例的第一变型的示意图,其中粘合剂施加是通过数字喷墨打印而不是通过唇部来实现的。
22.图4示出了根据本发明的系统的第一实施例的第二变型的示意图,其中粘合剂施加是通过辊而不是通过唇部来实现的。
23.图5示出了根据本发明的系统的第三实施例的示意图,其中与第一实施例不同,粘合剂施加被实施至箔材和基底两者。
24.图6示出了根据本发明的系统的第三实施例的第一变型的示意图,其中,将粘合剂施加到箔材是通过唇部而不是通过数字喷墨打印来实现的。
25.图7示出了根据本发明的系统的第三实施例的第二变型的示意图,其中将粘合剂施加到箔材是通过唇部而不是通过数字喷墨打印来实现的并且将粘合剂施加到基底是通过辊而不是通过数字喷墨打印来实现的。
26.图8示出了根据本发明的系统的第四实施例的示意图,其中与前面的实施例不同,箔材进给是不连续地进行的,也就是说,逐箔材进行而不是通过连续进给卷轴进行。
27.图9示出了根据本发明的系统可执行的具有装饰性设计的基底的制造过程的示例性实施例的连续步骤的示意图。
具体实施方式
28.该系统使用基底(1)作为基础产品,该基础产品覆盖有箔材(2),在该箔材(2)上用数字喷墨打印装置(5,40)以连续过程“原位”实施个性化装饰性设计。因此,获得了覆盖有经打印箔材(2)的基底(1),该基底设置有具有装饰性设计(3)的表面饰面。因此,根据所使用的覆盖箔材的装饰性设计(3),可以给基底(1),例如面板或型材提供任何期望外观。
29.基底(1)可以由各种材料制成,例如木材衍生物(刨花板、中密度纤维板“mdf”、高密度纤维板“hdf”或胶合板)、塑料材料(pvc)、纤维素基材料(纸或纸板)、金属材料等。箔材(2)可以例如由纸、pvc、hpl、cpl等制成。
30.数字喷墨打印装置(5,40)包括至少一个数字喷墨打印头(5)以及用于固化和/或干燥产生装饰性设计的打印油墨的数字打印固化或干燥装置(40)。
31.用于进给箔材(2)的进给装置(10;90)可以是连续的(10)或不连续的(90)。在图1至图7的实施例中,箔材(2)由进给卷轴(10)连续进给,从而通过至少一个引导辊(20,60)被引导至基底(1)的覆盖部。在图8的实施例中,箔材(2)从箔材堆(90)中被不连续地进给,即逐箔材地进给。
32.可以设想,为了施加胶粘剂(4),该系统包括用于施加胶粘剂(6;7,70;8,9;11,80;12,13),其被构造为在覆盖后将胶粘剂(4)施加到待粘合在一起的基底(1)和/或箔材(2)上。胶粘剂(4)的施加可以在数字打印之前或之后进行。在图中所示系统的变型中,胶粘剂(4)的施加在装饰性设计(3)的施加之后进行。然而,根据本发明,还设想可替代地或补充地,其可以在应用装饰性设计之前进行。
33.用箔材(2)覆盖基底(1)的覆盖装置(30;50、51)包括压力辊(30)以将箔材(2)展开在基底(1)的表面上,使得箔材(2)覆盖基底(1)的表面,特别是平坦表面。在图2的实施例中,覆盖装置(30;50,51)还包括用于在基底(1)的表面上成形箔材(2)的成形辊系(50,51),在这种情况下,从而将箔材(2)折叠在基底(1)的侧向边缘上,但是能够被构造成使得箔材(2)覆盖基底(1)的相对于彼此倾斜的表面或复杂表面。通过用覆盖装置(30;50,51)施加压力,实现了基底(1)和箔材(2)之间的粘合。
34.如图1所示,连续箔材(2)通过引导辊(20)从进给卷轴(10)进给,装饰性设计(3)通过数字喷墨打印头(5)在箔材(2)上执行,随后通过数字打印固化或干燥装置(40)进行固化或干燥。
35.胶粘剂(4)通过胶粘剂施加器唇部(6)施加到具有装饰性设计(3)的箔材(2),并且一旦施加了胶粘剂(4),则通过借助于压力辊(30)将箔材(2)压靠基底(1)而将已经被涂覆胶水的经打印箔材(2)附接到基底(1),从而对其进行覆盖,因此获得完全均匀的最终产品。
36.图1所示的实施例不是限制性的,因为从不同附图中可见,根据所使用的元件及其在系统中的社会,存在许多变型。
37.因此,在图2的示意性实施例中,上述内容之后是借助于成形辊系(50,51)的成形阶段。因此,箔材(2)覆盖基底(1),从而适应基底(1)的形状,使得前表面和边缘两者均被箔材(2)覆盖。
38.成形辊系(50,51)由纵向压力工具系(通常是具有不同特性的轮)组成,其沿朝向待覆盖的基底的前进方向对基底(1)上的箔材(2)进行成形、后成形或型材化。其它战略性定位元件可用于将箔材(2)粘附到基底,使箔材适应基底(1)的形状直到在处理结束时获得其最终形状,从而与基底(1)集成。
39.类似地,在图3的实施例中,在数字喷墨打印之后,在箔材(2)通过两个连续箔材导辊(20和60)进行引导之后,胶粘剂(4)被施加到箔材(2)。在该变型中,胶粘剂(4)的施加借助于胶粘剂数字喷墨打印头(7)来执行,从而在沿朝向基底(1)的前进方向施加旋转压力辊(30)之前,利用胶粘剂固化或干燥装置(70)执行后续的固化或干燥。
40.此外,图4的实施例遵循相同的过程,但是胶粘剂(4)通过施加器辊(8)与胶粘剂定量给料辊(9)协作地施加到箔材(2)上以用于通过施加器辊(8)和定量给料辊(9)之间的相对旋转和移动在施加器辊(8)上定量给料一定量的胶粘剂(4)。
41.同样,在图5至7所示的系统的实施例中,通过装饰性设计(3)的数字喷墨打印头(5)进行数字打印的步骤(随后是随后利用数字打印固化或干燥装置(40)进行固化或干燥),胶粘剂(4)利用关于胶粘剂(4)的施加的变型而被施加在箔材(2)和/或基底(1)上。因此,在图5中,胶粘剂(4)通过数字喷墨打印头(7)施加在箔材(2)上并且也通过数字喷墨打印头(11)施加在基底(1)上,在这两种情况下,随后在施加压力辊(30)之前用胶粘剂固化或干燥装置(70;80)进行后续固化。
42.与图5不同,在图6中,胶粘剂(4)通过唇部(6)施加在箔材(2)上,而不经历后续固化,并且一旦胶粘剂(4)已经被施加,则其就通过压力辊(30)压靠基底(1)。此外,图7示出了与图6的实施例不同的实施例,其中,胶粘剂(4)通过施加器辊(12)与定量给料辊(13)协作施加在基底(1)上。
43.图8表示过程,其中进给材料或箔材(2)不连续地从箔材堆(90)进行供应,并且通过数字喷墨打印头(7)仅将胶粘剂(4)施加到基底(1),随后用胶粘剂固化或干燥装置(70)进行后续固化。
44.作为胶粘剂固化或干燥装置(40)或数字打印装置(70,80),可以使用例如电磁辐射、uv、ir或电子灯或通过热空气干燥等方式。
45.根据本发明,该系统可以包括用于制备基底(1)和/或箔材(2)的补充装置,例如用于对基底(1)和/或箔材(2)进行底涂的装置、用于箔材(2)的保护层、用于在箔材(2)上进行浮雕的基层、用于从通过喷墨喷射的液滴混合物中去除材料以在箔材(2)上进行浮雕的装置等。图9示出了可以使用根据本发明的系统执行的可能过程的以下步骤:
46.a)在箔材上施加底涂。
47.b)固化底涂。
48.c)通过喷墨施加装饰性设计。
49.d)固化或半固化打印品。
50.e)为经打印层施加保护层。
51.f)固化或半固化保护层。
52.g)施加其中将要进行浮雕的液体材料基层。
53.h)通过喷墨喷射材料液滴以用于与液体材料层混合。
54.i)混合物和其余材料的固化过程。
55.j)通过机械装置移除混合材料。
56.k)施加饰面材料层。
57.l)固化饰面层。
58.也可以使用之前已经准备好的基底(1)和/或箔材(2)来接收装饰性设计(3)和/或胶粘剂(4),因此例如不需要施加底涂层。其还可以具有预胶合箔材(2),这将防止在该过程中向箔材(2)施加胶粘剂(4)。
59.该系统可以有利地实现为在连续过程中在箔材(2)上复制不同装饰性设计以用于覆盖基底(1),或者不需要改变卷轴(10)或片材(90)。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1