一种光学VR镜片的制备方法与流程
一种光学vr镜片的制备方法
技术领域
1.本发明涉及光学vr镜片技术领域,尤其涉及一种光学vr镜片的制备方法。
背景技术:
2.目前市面上的vr面壳皆为普通注塑,因工艺限制,其表面硬度底、耐磨性能较差、因紫外线老化导致材质黄化限制,而采用的都是有色料,且不具备光学等级,而且颜色单一,没有色泽质感,无法满足设计师新颖创意、无法满足市场需要。
技术实现要素:
3.本发明的目的在于提供一种光学vr镜片的制备方法,可以实现摄像头穿透光学成像不扭曲,内表面局部色泽变化、增加光栅光泽,产品满足光学穿透要求,并实现不同色泽与光栅幻影。
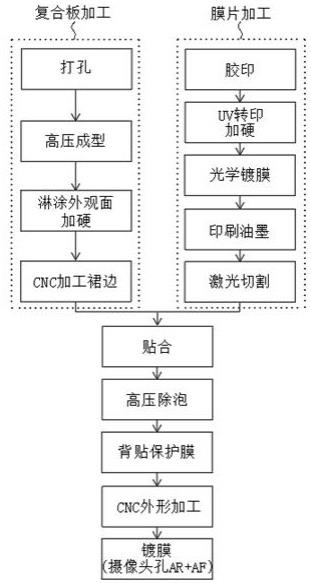
4.为达到上述目的,本发明采用的技术方案是:一种光学vr镜片的制备方法,包括如下步骤:s1)复合板材打孔、成型;s2)复合板材硬化处理;s3)膜片印刷;s4)膜片uv转印加硬;s5)膜片纳米镀膜、并印刷油墨;s6)膜片激光切割透明摄像头孔;s7)复合板材与膜片贴合、成型;s8)摄像头孔光学纳米镀膜。
5.作为进一步的优化,s1中所述复合板材内表面为pc材质,外表面为pmma材质。
6.作为进一步的优化,s2中硬化处理为通过硬化液对复合板材的外表面进行处理,所述硬化液包括聚氨酯丙烯酸酯和引发剂,所述聚氨酯丙烯酸酯和引发剂的质量比为100:(3-8);硬化后涂层的厚度为6-12μm。
7.作为进一步的优化,s3对膜片进行logo印刷和胶印。
8.作为进一步的优化,s4中uv转印的胶水包括丙烯酸酯、活性稀释剂和光引发剂,所述丙烯酸酯、活性稀释剂和光引发剂的质量比为(70-90):(10-30):(0.2-10),uv转印固化厚度为7-11μm。
9.作为进一步的优化,s5中镀膜层的厚度叠层:元素锆打底8-10nm、元素铟18-22nm、元素锡18-22nm、元素铌15-18nm、元素硅12-13nm。
10.作为进一步的优化,s5中印刷油墨包括印刷调色油墨和ir油墨。
11.作为进一步的优化,s5中印刷油墨包括印刷三道油墨,第一道油墨包括:黑油、pbd-1018助剂、固化剂和稀释剂,四者的质量比为100:3:10:(10-15);第二道油墨包括:黑油、pbd-1018助剂、固化剂和稀释剂,四者的质量比为100:3:10:(10-15);第三道油墨包括:
哑黑、9425助剂、固化剂和稀释剂=100:3:10:(10-15)。
12.作为进一步的优化,s7采用加热式硅胶仿形胶头贴合机,膜片烘烤条件为:温度210
°
c、时间20s、贴合压力125kg、保压时间20s。
13.作为进一步的优化,s8中镀膜层的厚度叠层:元素锆打底8-10nm、元素钛35-40nm。
14.与已有技术相比,本发明的有益效果体现在:本发明采用pc+pmma挤压成型板材通过热弯高压成型、外表面二次硬化,将硬度等级提升到4h以上,耐磨等级提升至2500次;本发明兼具光学等级功能,可以实现摄像头穿透光学成像不扭曲,且内表面局部色泽变化、增加光栅光泽,使产品既满足光学穿透要求又可满足设计师创意不同色泽与光栅幻影,增加外观创意,极大的提高了市场对高端产品需求。
附图说明
15.图1为本发明的光学vr镜片的制备流程图。
16.图2为本发明的光学vr镜片的示意图。
具体实施方式
17.以下是本发明的具体实施例,结合附图对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
18.如图1所示,一种光学vr镜片的制备方法,包括如下步骤,复合板加工:热弯成型:将开料后的材料进行热弯成型工艺处理,成型压力32kg,加压时间4-6s,加热温度340-370℃,加热时间30-33s;硬化处理:将热弯成型后的材料硬化处理,硬化液包括聚氨酯丙烯酸酯和引发剂,聚氨酯丙烯酸酯和引发剂的质量比为100:5;硬化涂层厚度为5-15μm;ir烘烤条件为烘烤温度60-70℃,烘烤时间5-10min,uv光固化条件为固化能量400-600mj,固化时间10-20s;cnc加工裙边:将硬化处理后的材料进行数控机床外形加工;膜片加工:印刷logo:油墨ipx-hf(lv)610油墨颜色白:106固化剂:f-003溶剂=100:14:10,烘烤温度85℃,烘烤时间30min;胶印:采用uv性质油墨、按照色序印刷渐变色;uv转印加硬:使用纹理模具和uv胶水转印图案,uv胶水包括丙烯酸酯、活性稀释剂和光引发剂,涂层光固化能量1200-1500mj,固化时间5-10s,涂层厚度为7-11μm;纳米镀膜:采用元素硅、铟、锡、铌为靶材镀膜,为纹理提升亮度,及实现半反射半透光效果,镀膜层的厚度叠层:元素锆打底8-10nm、元素铟18-22nm、元素锡18-22nm、元素铌15-18nm、元素硅12-13nm,离子源时间75
±
5s,线速5m/min,磁控线电流0.4a;印刷油墨:先采用调色油墨,实现所需要的外观颜色,再印刷哑光油墨达到所需要的表面达因值;印刷ir油墨:采用隐匿性可穿透红外线油墨,达到所需要的波长ir波长透过率;激化切割透明摄像头孔;
贴合后加工:将膜片与一次cnc外形产品通过设备达到3d贴合;数控cnc机床加工:将贴合后的材料进行数控机床外形精加工;光学纳米镀膜:采用元素硅、钛等靶材镀膜,为摄像头孔提升透过率,由透过率91%提升至94%。
19.如图2所示,加工后的光学vr镜片,其灯光半透区的透过率为30%,ir区域的透过率为85%,摄像头区域的透过率大于91%,其性能指标如下:表面铅笔硬度:5-6h/1kg;表面耐磨:≥5000次/1000g;抗冲击能:≥0.5j;耐弯折:≥45
°
;摄像头孔550波长;镀膜层满足98℃水煮1h不脱落;镀膜层耐酸(酸性ph=3.4-4.0)、耐碱(碱性ph=11.0),浸泡24h镀层不脱落;镀层为非导电镀层,1cm间距内电阻值大于500兆欧;酸性盐雾测试(ph=3.0)24h后镀层无脱落;镀膜层满足98℃水煮1h不脱落。
20.本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
技术特征:
1.一种光学vr镜片的制备方法,其特征在于,包括如下步骤:s1)复合板材打孔、成型;s2)复合板材硬化处理;s3)膜片印刷;s4)膜片uv转印加硬;s5)膜片纳米镀膜、并印刷油墨;s6)膜片激光切割透明摄像头孔;s7)复合板材与膜片贴合、成型;s8)摄像头孔光学纳米镀膜。2.根据权利要求1所述的光学vr镜片的制备方法,其特征在于,s1中所述复合板材内表面为pc材质,外表面为pmma材质。3.根据权利要求1或2所述的光学vr镜片的制备方法,其特征在于,s2中硬化处理为通过硬化液对复合板材的外表面进行处理,所述硬化液包括聚氨酯丙烯酸酯和引发剂,所述聚氨酯丙烯酸酯和引发剂的质量比为100:(3-8);硬化后涂层的厚度为6-12μm。4.根据权利要求1所述的光学vr镜片的制备方法,其特征在于,s3对膜片进行logo印刷和胶印。5.根据权利要求1所述的光学vr镜片的制备方法,其特征在于,s4中uv转印的胶水包括丙烯酸酯、活性稀释剂和光引发剂,所述丙烯酸酯、活性稀释剂和光引发剂的质量比为(70-90):(10-30):(0.2-10),uv转印固化厚度为7-11μm。6.根据权利要求1所述的光学vr镜片的制备方法,其特征在于,s5中镀膜层的厚度叠层:元素锆打底8-10nm、元素铟18-22nm、元素锡18-22nm、元素铌15-18nm、元素硅12-13nm。7.根据权利要求1所述的光学vr镜片的制备方法,其特征在于,s5中印刷油墨包括印刷调色油墨和ir油墨。8.根据权利要求1或7所述的光学vr镜片的制备方法,其特征在于,s5中印刷油墨包括印刷三道油墨,第一道油墨包括:黑油、pbd-1018助剂、固化剂和稀释剂,四者的质量比为100:3:10:(10-15);第二道油墨包括:黑油、pbd-1018助剂、固化剂和稀释剂,四者的质量比为100:3:10:(10-15);第三道油墨包括:哑黑、9425助剂、固化剂和稀释剂=100:3:10:(10-15)。9.根据权利要求1所述的光学vr镜片的制备方法,其特征在于,s7采用加热式硅胶仿形胶头贴合机,膜片烘烤条件为:温度210
°
c、时间20s、贴合压力125kg、保压时间20s。10.根据权利要求1所述的光学vr镜片的制备方法,其特征在于,s8中镀膜层的厚度叠层:元素锆打底8-10nm、元素钛35-40nm。
技术总结
本发明公开了一种光学VR镜片的制备方法,包括复合板材打孔、成型;复合板材硬化处理;膜片印刷;膜片UV转印加硬;膜片纳米镀膜、并印刷油墨;膜片激光切割透明摄像头孔;复合板材与膜片贴合、成型;摄像头孔光学纳米镀膜。本发明的光学VR镜片外表面硬度高、耐磨,且可以实现摄像头穿透光学成像不扭曲,内表面局部色泽变化、增加光栅光泽,产品满足光学穿透要求,并实现不同色泽与光栅幻影。现不同色泽与光栅幻影。现不同色泽与光栅幻影。
技术研发人员:许一青 王鹏飞
受保护的技术使用者:昆山三景科技股份有限公司
技术研发日:2022.11.03
技术公布日:2023/3/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1