印刷包装设备的智能监控方法、装置、设备及存储介质与流程
1.本发明涉及设备维护技术领域,尤其涉及一种印刷包装设备的智能监控方法、装置、设备及存储介质。
背景技术:
2.在传统的制造业生产过程中,负责制造产品的设备的性能往往会随着生产运行总时长的积累而逐渐劣化,例如设备器件产生污损、磨损和耗损。最终,这些设备问题不可避免地会引发设备故障,使设备的性能、精度下降,从而导致产品质量下降、减产以及生产废品,严重的还可能会造成人员伤亡。尤其是印刷包装设备,转速快,经常有油墨等需要清洗,更是容易发生故障。因此,企业设备管理必须从掌握设备状态开始,即要对印刷包装设备的运行状况进行及时地监测预警,从而能够在发生故障时快速响应解决。
3.目前,企业对于印刷包装设备的运行状况进行监测预警的常规手段通常为:通过数采平台来采集印刷包装设备的设备数据,且采集到的设备数据未经过任何处理,直接经由设备质量管理工程师的工作经验进行主观判断,根据主观判断的结果使用不同颜色来表示设备的状态,以及将所有报警信息滚动展示。然而采用这种检测预警方式,即便检测到设备存在异常,但并不确定异常的具体位置,因此还需进一步对设备进行人工检测,无法实现快速、直观地检测到印刷包装设备的异常状态。因此,目前行业内亟需一种能够快速、直观地检测到印刷包装设备的异常状态的方法。
4.上述内容仅用于辅助理解本发明的技术方案,并不代表承认上述内容是现有技术。
技术实现要素:
5.本发明的主要目的在于提供了一种印刷包装设备的智能监控方法、装置、设备及存储介质,旨在解决现有技术无法快速、直观地检测到印刷包装设备的异常状态的技术问题。
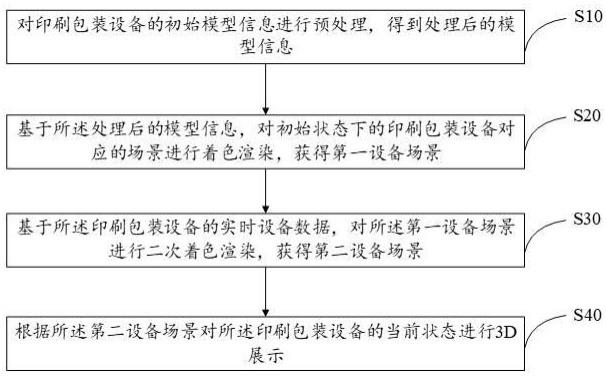
6.为实现上述目的,本发明提供了一种印刷包装设备的智能监控方法,所述方法包括以下步骤:对印刷包装设备的初始模型信息进行预处理,得到处理后的模型信息;基于所述处理后的模型信息,对初始状态下的印刷包装设备对应的场景进行着色渲染,获得第一设备场景;基于所述印刷包装设备的实时设备数据,对所述第一设备场景进行二次着色渲染,获得第二设备场景;根据所述第二设备场景对所述印刷包装设备的当前状态进行3d展示。
7.可选地,所述基于所述印刷包装设备的实时设备数据,对所述第一设备场景进行二次着色渲染,获得第二设备场景,包括:根据所述印刷包装设备的实时设备数据,判断所述印刷包装设备中发生异常的设
备异常区域;基于所述设备异常区域确定所述第一设备场景中对应的异常场景,并对所述异常场景进行二次着色渲染,获得第二设备场景。
8.可选地,所述对印刷包装设备的初始模型信息进行预处理,得到处理后的模型信息之前,还包括:按照预设绘图比例绘制所述印刷包装设备对应的原始设备模型部件块;对所述原始设备模型部件块进行解析和轻量化处理,获得三维仿真模型;通过预设三维引擎从印刷包装设备的三维仿真模型中提取初始模型信息。
9.可选地,所述对所述原始设备模型部件块进行解析和轻量化处理,获得三维仿真模型,包括:对所述原始设备模型部件块进行解析,并从解析结果中提取出所述原始设备模型部件块对应的属性信息和部件连接信息;基于所述属性信息和所述部件连接信息,将所述原始设备模型部件块进行拼接,得到完整的原始设备模型;通过gzip压缩对所述完整的原始设备模型进行轻量化处理,获得三维仿真模型。
10.可选地,所述通过预设三维引擎从印刷包装设备的三维仿真模型中提取初始模型信息,包括:通过预设三维引擎对所述印刷包装设备的三维仿真模型进行正则表达式提取操作,获得初始模型信息。
11.可选地,所述基于所述印刷包装设备的实时设备数据,对所述第一设备场景进行二次着色渲染,获得第二设备场景之前,还包括:基于tcp协议建立与plc控制器的连接,所述plc控制器的数据传输接口与所述印刷包装设备的传感器的数据传输接口连接;通过所述plc控制器从所述传感器中采集所述印刷包装设备的实时设备数据。
12.可选地,所述根据所述第二设备场景对所述印刷包装设备的当前状态进行3d展示之后,还包括:对所述印刷包装设备的当前状态进行检测,基于检测结果判断所述印刷包装设备是否存在异常;若存在,则向用户发送警示信息以提示用户所述印刷包装设备存在异常。
13.此外,为实现上述目的,本发明还提出一种印刷包装设备的智能监控装置,所述印刷包装设备的智能监控装置包括:信息处理模块,用于对印刷包装设备的初始模型信息进行预处理,得到处理后的模型信息;第一渲染模块,用于基于所述处理后的模型信息,对初始状态下的印刷包装设备对应的场景进行着色渲染,获得第一设备场景;第二渲染模块,用于基于所述印刷包装设备的实时设备数据,对所述第一设备场景进行二次着色渲染,获得第二设备场景;场景展示模块,用于根据所述第二设备场景对所述印刷包装设备的当前状态进行3d展示。
14.此外,为实现上述目的,本发明还提出一种印刷包装设备的智能监控设备,所述设备包括:存储器、处理器及存储在所述存储器上并可在所述处理器上运行的印刷包装设备的智能监控程序,所述印刷包装设备的智能监控程序配置为实现如上文所述的印刷包装设备的智能监控方法的步骤。
15.此外,为实现上述目的,本发明还提出一种存储介质,所述存储介质上存储有印刷包装设备的智能监控程序,所述印刷包装设备的智能监控程序被处理器执行时实现如上文所述的印刷包装设备的智能监控方法的步骤。
16.本发明通过对印刷包装设备的初始模型信息进行预处理,得到处理后的模型信息;基于处理后的模型信息,对初始状态下的印刷包装设备对应的场景进行着色渲染,获得第一设备场景;基于印刷包装设备的实时设备数据,对第一设备场景进行二次着色渲染,获得第二设备场景;根据第二设备场景对印刷包装设备的当前状态进行3d展示。相比于现有技术通过设备质量管理工程师的工作经验对未处理过的设备数据进行主观判断来确定印刷包装设备是否出现异常,由于本发明上述方法通过预先建立直观可视的印刷包装设备3d模型,然后基于实时设备数据以及印刷包装设备3d模型的模型信息进行场景渲染,从而避免了现有技术无法检测到印刷包装设备异常的具体位置,因此还需进一步对设备进行人工检测而导致的设备产能资源浪费,进而能够快速、直观地检测到印刷包装设备的异常状态。
附图说明
17.图1为本发明实施例方案涉及的硬件运行环境的印刷包装设备的智能监控设备的结构示意图;图2为本发明印刷包装设备的智能监控方法第一实施例的流程示意图;图3为本发明印刷包装设备的智能监控方法的渲染流程示意图;图4为本发明印刷包装设备的智能监控方法第二实施例的流程示意图;图5为本发明印刷包装设备的智能监控方法第三实施例的流程示意图;图6为本发明印刷包装设备的智能监控装置第一实施例的结构框图。
18.本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
19.应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
20.参照图1,图1为本发明实施例方案涉及的硬件运行环境的印刷包装设备的智能监控设备结构示意图。
21.如图1所示,该印刷包装设备的智能监控设备可以包括:处理器1001,例如中央处理器(central processing unit,cpu),通信总线1002、用户接口1003,网络接口1004,存储器1005。其中,通信总线1002用于实现这些组件之间的连接通信。用户接口1003可以包括显示屏(display)、输入单元比如键盘(keyboard),可选用户接口1003还可以包括标准的有线接口、无线接口。网络接口1004可选的可以包括标准的有线接口、无线接口(如无线保真(wireless-fidelity,wi-fi)接口)。存储器1005可以是高速的随机存取存储器(random access memory,ram),也可以是稳定的非易失性存储器(non-volatile memory,nvm),例如磁盘存储器。存储器1005可选的还可以是独立于前述处理器1001的存储装置。
22.本领域技术人员可以理解,图1中示出的结构并不构成对印刷包装设备的智能监控设备的限定,可以包括比图示更多或更少的部件,或者组合某些部件,或者不同的部件布置。
23.如图1所示,作为一种存储介质的存储器1005中可以包括操作系统、网络通信模块、用户接口模块以及印刷包装设备的智能监控程序。
24.在图1所示的印刷包装设备的智能监控设备中,网络接口1004主要用于与网络服务器进行数据通信;用户接口1003主要用于与用户进行数据交互;本发明印刷包装设备的智能监控设备中的处理器1001、存储器1005可以设置在印刷包装设备的智能监控设备中,所述印刷包装设备的智能监控设备通过处理器1001调用存储器1005中存储的印刷包装设备的智能监控程序,并执行本发明实施例提供的印刷包装设备的智能监控方法。
25.本发明实施例提供了一种印刷包装设备的智能监控方法,参照图2,图2为本发明印刷包装设备的智能监控方法第一实施例的流程示意图。
26.本实施例中,所述印刷包装设备的智能监控方法包括以下步骤:步骤s10:对印刷包装设备的初始模型信息进行预处理,得到处理后的模型信息。
27.需要说明的是,本实施例方法的执行主体可以是具有数据处理、网络通讯以及程序运行功能的计算服务设备,例如手机、平板电脑、个人电脑等,还可以是能够实现相同或相似功能的其他电子设备,本实施例对此不加以限制。此处将以印刷包装设备的智能监控设备(以下简称智能监控设备)为例对本发明印刷包装设备的智能监控方法的各项实施例进行说明。
28.可理解的是,上述印刷包装设备的初始模型信息可以包括印刷包装设备对应的顶点信息、顶点索引信息、面信息、uv信息等其他信息中的一种或多种,本实施例对此不加以限制。
29.应理解的是,上述预处理可以包含信息解析处理和信息转换处理。其中,上述信息解析处理即为对上述印刷包装设备的初始模型信息中的所有信息进行解析,从而提取出目标信息(即本实施例中需要的信息);上述信息转换处理即为将上述目标信息进行轻量化,得到处理后的模型信息,然后将处理后的模型信息存储到云服务器上统一的、尽可能小的中间格式文件中,从而减少印刷包装设备3d模型所占的服务器空间。轻量化的模型存储结构,是印刷包装设备仿真模型在浏览器上展示的基础。
30.步骤s20:基于所述处理后的模型信息,对初始状态下的印刷包装设备对应的场景进行着色渲染,获得第一设备场景。
31.需要说明的是,上述第一设备场景为在印刷包装设备在初始状态下(即没有任何设备异常的情况下)对应的印刷包装设备的3d场景。
32.应理解的是,智能监控设备在加载完上述处理后的模型信息后,可以通过引入着色器并激活着色程序来对初始状态下的印刷包装设备对应的场景进行着色。
33.参考图3,图3为本发明印刷包装设备的智能监控方法的渲染流程示意图。
34.在具体实现中,如图3所示,可以通过虚拟场景-虚拟相机-渲染器的组合来对上述初始状态下的印刷包装设备对应的场景进行渲染。具体步骤可以是:基于设备网格模型和光照组成虚拟场景,虚拟相机对象就像我们生活中使用的相机一样可以拍摄,只不过是拍摄的虚拟的景物,拍摄一个物体的时候虚拟相机的位置和角度需要设置,虚拟相机还需要
设置投影方式,当创建好一个设备三维场景,相机也设置完毕时,则可以通过渲染器就来执行渲染操作,从而获得投影图,即上述第一设备场景。
35.步骤s30:基于所述印刷包装设备的实时设备数据,对所述第一设备场景进行二次着色渲染,获得第二设备场景。
36.需要说明的是,上述印刷包装设备的实时设备数据为印刷包装设备在当前时刻对应的各项设备数据,如设备磨损情况、设备输出电压、设备输出功率等设备数据,本实施例对实时设备数据的种类和数量不加以限制。
37.应理解的是,上述第二设备场景为在印刷包装设备在当前状态下对应的印刷包装设备的3d场景。
38.在具体实现中,基于和上述步骤s20相同的方式,可以通过引入着色器并激活着色程序来对第一设备场景进行着色,然后通过虚拟场景-虚拟相机-渲染器的组合来对第一设备场景进行渲染,从而获得上述第二设备场景。
39.步骤s40:根据所述第二设备场景对所述印刷包装设备的当前状态进行3d展示。
40.在具体实现中,可以通过led显示屏(电子显示屏)来对上述印刷包装设备的当前状态进行3d展示,也可以通过lcd显示屏(液晶显示屏)外接外置电源来对上述刷包装设备的当前状态进行3d展示,本实施例对此不加以限制。
41.进一步地,在本实施例中,为了准确判断上述印刷包装设备,所述步骤s30,可包括:步骤s31:根据所述印刷包装设备的实时设备数据,判断所述印刷包装设备中发生异常的设备异常区域。
42.应理解的是,上述印刷包装设备中包含若干个设备部件,可以通过定位上述实时设备数据中异常数据对应的设备部件的方式,来确定印刷包装设备中发生异常的设备异常区域。其中,可以通过设定预设阈值,并将上述实时设备数据与预设阈值进行逐一对比,从而判断实时设备数据中哪些数据为异常数据。
43.步骤s32:基于所述设备异常区域确定所述第一设备场景中对应的异常场景,并对所述异常场景进行二次着色渲染,获得第二设备场景。
44.在具体实现中,基于和上述步骤s20相同的方式,可以通过引入着色器并激活着色程序来对第一设备场景中对应的异常场景进行着色,然后通过虚拟场景-虚拟相机-渲染器的组合来对第一设备场景中对应的异常场景进行渲染,从而获得上述第二设备场景。
45.本实施例通过对印刷包装设备的初始模型信息进行预处理,得到处理后的模型信息;基于处理后的模型信息,对初始状态下的印刷包装设备对应的场景进行着色渲染,获得第一设备场景;基于印刷包装设备的实时设备数据,对第一设备场景进行二次着色渲染,获得第二设备场景;根据第二设备场景对印刷包装设备的当前状态进行3d展示。相比于现有技术通过设备质量管理工程师的工作经验对未处理过的设备数据进行主观判断来确定印刷包装设备是否出现异常,由于本实施例上述方法通过预先建立直观可视的印刷包装设备3d模型,然后基于实时设备数据以及印刷包装设备3d模型的模型信息进行场景渲染,从而避免了现有技术无法检测到印刷包装设备异常的具体位置,因此还需进一步对设备进行人工检测而导致的设备产能资源浪费,进而能够快速、直观地检测到印刷包装设备的异常状态。
46.参考图4,图4为本发明印刷包装设备的智能监控方法第二实施例的流程示意图。
47.基于上述第一实施例,在本实施例中,为了准确获得印刷包装设备对应的初始模型信息,所述步骤s10之前,还可包括:步骤s01:按照预设绘图比例绘制所述印刷包装设备对应的原始设备模型部件块。
48.需要说明的是,上述原始设备模型部件块即为印刷包装设备各个零部件对应的三维模型块,将所有的三维模型块进行拼接即可获得完整的印刷包装设备对应的三维模型。
49.在具体实现中,可以通过三维建模软件按照预设绘图比例绘制上述印刷包装设备对应的原始设备模型部件块。
50.步骤s02:对所述原始设备模型部件块进行解析和轻量化处理,获得三维仿真模型。
51.在具体实现中,可以通过彩印相关的sdk(software development kit,软件开发工具包)与api(application program interface,应用程序界面)实现对上述原始设备模型部件块的数据解析,然后将原始设备模型部件块的几何、属性信息、构件之间的关系进行提取后再进行轻量化处理,并将其保存在用户自定义的多文档结构中,用于前端模型渲染,同时将原始设备模型部件块中可能会在其他地方用到的数据进行提取,存储到数据库中。
52.步骤s03:通过预设三维引擎从印刷包装设备的三维仿真模型中提取初始模型信息。
53.需要说明的是,上述预设三维引擎可以是three.js,当然也可以是其他能够对模型信息进行提取的任意三维引擎。
54.在具体实现中,以预设三维引擎three.js为例,three.js是基于原生webgl封装运行的三维引擎。其中,webgl(web graphics library)是一种3d绘图协议,这种绘图技术标准允许把javascript和opengl es 2.0结合在一起,通过增加opengl es 2.0的一个javascript绑定,webgl可以为html5 canvas提供硬件3d加速渲染,这样web开发人员就可以借助系统显卡来在浏览器里更流畅地展示3d场景和模型了,还能创建复杂数据视觉化以及用户交互操作。
55.进一步地,在本实施例中,为了获取到更为完整和内存容量更小的三维仿真模型,所述步骤s02,可包括:步骤s021:对所述原始设备模型部件块进行解析,并从解析结果中提取出所述原始设备模型部件块对应的属性信息和部件连接信息。
56.需要说明的是,上述属性信息即为原始设备模型部件块对应的设备参数,如输出电压、输出功率等,上述部件连接信息即为原始设备模型部件块各自的连接关系说明,例如原始设备模型部件a的第一端口与原始设备模型部件b的第二端口连接,这就是一个连接关系说明。
57.在具体实现中,可以通过软件开发工具包与应用程序界面实现对上述原始设备模型部件块的数据解析,从而获得原始设备模型部件块对应的属性信息和部件连接信息。
58.步骤s022:基于所述属性信息和所述部件连接信息,将所述原始设备模型部件块进行拼接,得到完整的原始设备模型。
59.步骤s023:通过gzip压缩对所述完整的原始设备模型进行轻量化处理,获得三维仿真模型。
60.需要说明的是,上述gzip压缩指的是若干种文件压缩程序的简称,通常指gnu计划的实现,此处的gzip代表gnu zip。
61.在具体实现中,通过上述轻量化处理,可以减少上述完整的原始设备模型所占的服务器空间,从而避免了由于原始设备模型占用服务器空间资源过大而导致的数据拥塞问题,进而影响后续的监控结果。
62.进一步地,在本实施例中,为了更准确地获得初始模型信息,所述步骤s03可包括:步骤s031:通过预设三维引擎对所述印刷包装设备的三维仿真模型进行正则表达式提取操作,获得初始模型信息。
63.需要说明的是,初始模型信息可以包括印刷包装设备对应的顶点信息、顶点索引信息、面信息、uv信息等其他信息中的一种或多种,本实施例对此不加以限制。
64.应理解的是,上述正则表达式提取操作描述了一种字符串匹配的模式(pattern),可以用来检查一个串是否含有某种子串、将匹配的子串替换或者从某个串中取出符合某个条件的子串等。
65.本实施例通过按照预设绘图比例绘制所述印刷包装设备对应的原始设备模型部件块;对所述原始设备模型部件块进行解析和轻量化处理,获得三维仿真模型;通过预设三维引擎从印刷包装设备的三维仿真模型中提取初始模型信息对所述原始设备模型部件块进行解析,并从解析结果中提取出所述原始设备模型部件块对应的属性信息和部件连接信息;基于所述属性信息和所述部件连接信息,将所述原始设备模型部件块进行拼接,得到完整的原始设备模型;通过gzip压缩对所述完整的原始设备模型进行轻量化处理,获得三维仿真模型。通过预设三维引擎对所述印刷包装设备的三维仿真模型进行正则表达式提取操作,获得初始模型信息。相较于现有技术中使用未经过任何处理的印刷包装设备相关数据来进行设备异常情况监测,本实施例上述方法通过建立原始设备模型来直观地对印刷包装设备进行展示,同时采用解析和轻量化的操作对上述原始设备模型进行优化,从而避免了由于原始设备模型占用服务器空间资源过大而导致的数据拥塞问题。
66.参考图5,图5为本发明印刷包装设备的智能监控方法第三实施例的流程示意图。
67.基于上述各实施例,在本实施例中,为了更为全面、准确地获取到印刷包装设备的实时设备数据,所述步骤s30之前,还可包括:步骤s21:基于tcp协议建立与plc控制器的连接,所述plc控制器的数据传输接口与所述印刷包装设备的传感器的数据传输接口连接。
68.需要说明的是,上述tcp协议(transmission control protocol,传输控制协议)是一种面向连接的、可靠的、基于字节流的传输层通信协议。上述plc控制器(programmable logic controller,可编程逻辑控制器)是一种具有微处理机的数字电子设备,用于自动化控制的数字逻辑控制器,可以将控制指令随时加载内存内储存与执行。可编程控制器由内部cpu,指令及资料内存、输入输出单元、电源模组、数字模拟等单元所模组化组合而成。
69.步骤s22:通过所述plc控制器从所述传感器中采集所述印刷包装设备的实时设备数据。
70.在具体实现中,可以通过将上述plc控制器的数据传输接口与上述印刷包装设备的传感器的数据传输接口进行连接,从而建立数据传输通道,以使上述plc控制器能够从上述传感器中采集所述印刷包装设备的实时设备数据。例如,可以通过设备自身传感器、水电
表及外接传感器信号接入设备plc控制器,通过智能监控设备中的物联网平台连接设备plc控制器,执行设备协议解析、数据转发、数据存储,数据再为智能监控设备中的智能监控看板调用,完成实时设备数据的采集。其中,上述实时设备数据包含但不仅包含设备状态数据、设备运行数据如设备故障代码/警告代码、设备工艺参数信息、水电能耗信息、振动位移偏差信息中的一种或多种,本实施例对此不加以限制。
71.基于上述各实施例,在本实施例中,为了在设备发生异常时能够及时提醒工作人员进行查看,在所述步骤s40之后,还可包括:步骤s41:对所述印刷包装设备的当前状态进行检测,基于检测结果判断所述印刷包装设备是否存在异常。
72.在具体实现中,可以通过对印刷包装设备的设备状态数据、设备运行数据如设备故障代码/警告代码、设备工艺参数信息、水电能耗信息、振动位移偏差信息等参数来对印刷包装设备的当前状态进行检测,以判断印刷包装设备是否存在异常。
73.步骤s42:若存在,则向用户发送警示信息以提示用户所述印刷包装设备存在异常。
74.在具体实现中,可以通过智能监控设备中的物联网平台提供通知推送功能模块,当检测到印刷包装设备的当前状态为异常时,可以将上述异常信息实时发送至预设的工作平台中。此外,针对设备异常信息,还可以配合现场的广播或者安装喇叭等功能,发出设备异常警示声音,从而实现印刷包装设备的智能监控。
75.本实施例基于tcp协议建立与plc控制器的连接,所述plc控制器的数据传输接口与所述印刷包装设备的传感器的数据传输接口连接;通过所述plc控制器从所述传感器中采集所述印刷包装设备的实时设备数据。对所述印刷包装设备的当前状态进行检测,基于检测结果判断所述印刷包装设备是否存在异常;若存在,则向用户发送警示信息以提示用户所述印刷包装设备存在异常。相较于现有技术通过人工监测的方式来确定印刷包装设备是否发生异常,本实施例上述方法通过plc控制器从传感器中采集印刷包装设备的实时设备数据,并根据实时设备数据自动、即时地对印刷包装设备的异常状态进行监测,从而提升了印刷包装设备的监测效率和准确率。
76.此外,本发明实施例还提出一种存储介质,所述存储介质上存储有印刷包装设备的智能监控程序,所述印刷包装设备的智能监控程序被处理器执行时实现如上文所述的印刷包装设备的智能监控方法的步骤。
77.参照图6,图6为本发明印刷包装设备的智能监控装置第一实施例的结构框图。
78.如图6所示,本发明实施例提出的印刷包装设备的智能监控装置包括:信息处理模块601,用于对印刷包装设备的初始模型信息进行预处理,得到处理后的模型信息;第一渲染模块602,用于基于所述处理后的模型信息,对初始状态下的印刷包装设备对应的场景进行着色渲染,获得第一设备场景;第二渲染模块603,用于基于所述印刷包装设备的实时设备数据,对所述第一设备场景进行二次着色渲染,获得第二设备场景;场景展示模块604,用于根据所述第二设备场景对所述印刷包装设备的当前状态进行3d展示。
79.本实施例通过对印刷包装设备的初始模型信息进行预处理,得到处理后的模型信息;基于处理后的模型信息,对初始状态下的印刷包装设备对应的场景进行着色渲染,获得第一设备场景;基于印刷包装设备的实时设备数据,对第一设备场景进行二次着色渲染,获得第二设备场景;根据第二设备场景对印刷包装设备的当前状态进行3d展示。相比于现有技术通过设备质量管理工程师的工作经验对未处理过的设备数据进行主观判断来确定印刷包装设备是否出现异常,由于本实施例上述方法通过预先建立直观可视的印刷包装设备3d模型,然后基于实时设备数据以及印刷包装设备3d模型的模型信息进行场景渲染,从而避免了现有技术无法检测到印刷包装设备异常的具体位置,因此还需进一步对设备进行人工检测而导致的设备产能资源浪费,进而能够快速、直观地检测到印刷包装设备的异常状态。
80.本发明印刷包装设备的智能监控装置的其他实施例或具体实现方式可参照上述各方法实施例,此处不再赘述。
81.需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者系统不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者系统所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括该要素的过程、方法、物品或者系统中还存在另外的相同要素。
82.上述本发明实施例序号仅仅为了描述,不代表实施例的优劣。
83.通过以上的实施方式的描述,本领域的技术人员可以清楚地了解到上述实施例方法可借助软件加必需的通用硬件平台的方式来实现,当然也可以通过硬件,但很多情况下前者是更佳的实施方式。基于这样的理解,本发明的技术方案本质上或者说对现有技术做出贡献的部分可以以软件产品的形式体现出来,该计算机软件产品存储在一个存储介质(如只读存储器/随机存取存储器、磁碟、光盘)中,包括若干指令用以使得一台终端设备(可以是手机,计算机,服务器,或者网络设备等)执行本发明各个实施例所述的方法。
84.以上仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1