自动移印机的制作方法
1.本实用新型涉及印刷设备技术领域,特别是涉及一种自动移印机。
背景技术:
2.自动移印机是一种印刷设备,适用于塑胶、玩具、玻璃、金属、陶瓷、电子、ic封等。移印是一种间接的可凹胶头印刷技术,目前已成为各种物体表面印刷和装饰的一种主要方法。
3.移印法是利用显影的方法把图案准确地晒蚀在研磨过的钢板上,然后涂上油墨,刮净表面余墨,用软性胶头把留在钢板上蚀刻处的图案油墨沾上,转移到物件上,该印刷技术效果精美、细致,并且极适合小面积印刷。
4.目前,公开号为cn104118199a的中国专利公开了一种移印机机构,包括胶头印刷装置、供墨刮墨装置及控制系统,该移印机机构还包括:工作架,所述胶头印刷装置及供墨刮墨装置设于该工作架上,该工作架上固定有连接块,且该工作架底部开设有通孔;
5.调试轴,以该调试轴轴向方向为竖直方向,该调试轴从上述连接块中竖直穿过,且该调试轴与所述通孔于竖直方向上相对应;定位平台,该定位平台设于所述调试轴一端上,该定位平台上放置需印刷的产品。
6.该移印机构解决了调试轴调试空间不够,导致无法印刷产品的问题,但是这种移印机构需要人工上料和出料,整体自动化程度低,生产效率较低。
技术实现要素:
7.本实用新型针对上述技术问题,克服现有技术的缺点,提供一种自动移印机。
8.为了解决以上技术问题,本实用新型提供一种自动移印机。
9.技术效果:生产时通过上料组件能够实现物料的自动上料,物料推送至印制组件位置完成湿印后,通过烘干机烘干定型,最后完成自动下料,机械化程度和自动化程度较高,能够达到较高的生产效率,同时在上料时能够检测物料的加料情况调整物料进给量,印制过程中也能够自动检测物料的正反面并将其翻转,保证了印制的质量并提升了印制过程的顺畅程度。
10.本实用新型进一步限定的技术方案是:一种自动移印机,包括印制组件,印制组件一侧设有自动上料组件,自动上料组件包括机体和设于延伸至印制组件内的推送轨道,推送轨道包括错位设置的进料段和印制段,进料段与印制段之间设有用于转移物料并将物料推送至印制组件位置的转移件,印制组件包括柔性材料制成的胶印,胶印底部位置的推送轨道底部设有旋转气缸,用于带动物料旋转,印制段外侧设有油墨盒。
11.进一步的,机体一侧设有进料箱,进料箱顶部设置漏斗,进料箱内设有第一振动盘,机体内设有第二振动盘,第二振动盘的出料口与推送轨道连接,第一振动盘的出料口朝向第二振动盘设置,第一振动盘上还设有用于检测第二振动盘内物料量的物料监测仪。
12.前所述的自动移印机,转移件包括横向定位部,横向定位部上设有用于将物料准
确定位转移至胶印下方的转移块,转移件还包括纵向推动气缸,纵向推动气缸的输出轴上设有纵向推动块,用于将进料段上的物料推送至转移块内。
13.前所述的自动移印机,转移块包括基板,基板靠近进料段的一侧设有左侧定位板,另一侧设有右侧定位板,左侧定位板和右侧定位板中间均开口设置形成推动口。
14.前所述的自动移印机,横向定位部包括属于推送轨道外侧并与之平行的丝杠步进电机,丝杠步进电机上设有活动块,活动块上固定有垂直于水平面设置的定位气缸,定位气缸的输出轴竖直设置,其末端与转移块相互固定。
15.前所述的自动移印机,印制组件包括垂直方向设置的纵向移印气缸,以及水平设置的横向移印气缸,横向移印气缸的输出轴上固定纵向移印气缸的本体,纵向移印气缸的输出轴与胶印连接。
16.前所述的自动移印机,印制段末端位置固定有用于烘干物料的烘干箱。
17.本实用新型的有益效果是:
18.(1)本实用新型中,操作人员将物料倾倒至料斗内,物料通过料斗进入自动上料组件中,通过第一振动盘能够将物料定量送入第二振动盘内,第二振动盘即可均匀将物料输送至推送轨道上,进入推送轨道上的物料通过转移件能够定位放置在移印组件底部,设于移印组件上的胶印沾染油墨盒内的油墨后印制在物料上,完成物料的湿印,再通过推送轨道将湿印后的物料送至烘干箱底部烘干,烘干完成后实现出料,整体自动化程度高,设备可以自动调节物料的进量,实现物料的自动上料,极大程度上提升了物料的印制效率;
19.(2)本实用新型中,物料进入推送轨道后,位于进料段内,通过转移件能够将物料推送至印制段中,推动气缸的输出轴带动纵向推动块活动,即可推送物料,使其推送至转移块的左侧定位板内,此时推送轨道外的丝杠步进电机活动,带动横向定位部以及位于其中的物料一起朝向胶印底部一侧滑移;
20.(3)本实用新型中,左侧定位板中的物料由丝杠步进电机带动朝向右侧定位板滑移,同时右侧定位板中的物料推送至胶印底部,此时定位气缸的输出轴带动整个转移块抬升,并通过丝杠步进电机复位,则左侧定位板内的物料留在右侧定位板底部位置,从而实现物料的转移,而设置丝杠步进电机能够保证转移的准确度,提升精准性;
21.(4)本实用新型中,横向移印气缸和纵向移印气缸相互配合,能够使胶印在墨盒与推送轨道之间往复活动,实现胶印的沾墨与印制;
22.(5)本实用新型中,生产时通过上料组件能够实现物料的自动上料,物料推送至印制组件位置完成湿印后,通过烘干机烘干定型,最后完成自动下料,机械化程度和自动化程度较高,能够达到较高的生产效率,同时在上料时能够检测物料的加料情况调整物料进给量,印制过程中也能够自动检测物料的正反面并将其翻转,保证了印制的质量并提升了印制过程的顺畅程度。
附图说明
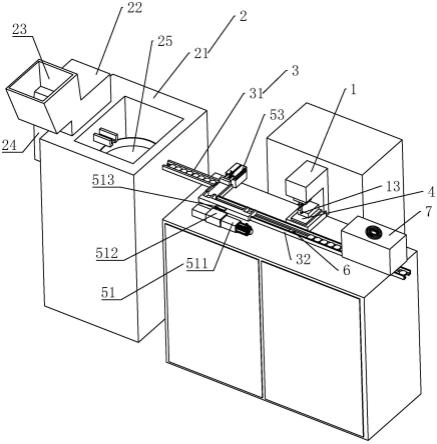
23.图1为实施例1的结构图;
24.图2为实施例1中转移件的结构图。
25.其中:1、印制组件;11、纵向移印气缸;12、横向移印气缸;13、胶印;2、自动上料组件;21、机体;22、进料箱;23、漏斗;24、第一振动盘;25、第二振动盘;3、推送轨道;31、进料
段;32、印制段;4、油墨盒;5、转移件;51、横向定位部;511、丝杠步进电机;512、活动块;513、定位气缸;52、转移块;521、基板;522、左侧定位板;523、右侧定位板;524、推动口;53、推动气缸;54、纵向推动块;6、旋转气缸;7、烘干箱。
具体实施方式
26.本实施例提供的一种自动移印机,结构如图所示,包括印制组件1,印制组件1一侧设有自动上料组件2,自动上料组件2包括机体21和设于延伸至印制组件1内的推送轨道3,推送轨道3包括错位设置的进料段31和印制段32,印制段32末端位置固定有用于烘干物料的烘干箱7。
27.机体21一侧设有进料箱22,进料箱22顶部设置漏斗23,进料箱22内设有第一振动盘24,机体21内设有第二振动盘25,第二振动盘25的出料口与推送轨道3连接,第一振动盘24的出料口朝向第二振动盘25设置,第一振动盘24上还设有用于检测第二振动盘25内物料量的物料监测仪。
28.印制组件1包括柔性材料制成的胶印13,胶印13底部位置的推送轨道3底部设有旋转气缸6,用于带动物料旋转,印制段32外侧设有油墨盒4。印制组件1包括垂直方向设置的纵向移印气缸11,以及水平设置的横向移印气缸12,横向移印气缸12的输出轴上固定纵向移印气缸11的本体,纵向移印气缸11的输出轴与胶印13连接。
29.进料段31与印制段32之间设有用于转移物料并将物料推送至印制组件1位置的转移件5,转移件5包括横向定位部51,横向定位部51上设有用于将物料准确定位转移至胶印13下方的转移块52,转移件5还包括纵向推动气缸53,纵向推动气缸53的输出轴上设有纵向推动块54,用于将进料段31上的物料推送至转移块52内。
30.转移块52包括基板521,基板521靠近进料段31的一侧设有左侧定位板522,另一侧设有右侧定位板523,左侧定位板522和右侧定位板523中间均开口设置形成推动口524。横向定位部51包括属于推送轨道3外侧并与之平行的丝杠步进电机511,丝杠步进电机511上设有活动块512,活动块512上固定有垂直于水平面设置的定位气缸513,定位气缸513的输出轴竖直设置,其末端与转移块52相互固定。
31.加工时,操作人员将物料倾倒至料斗内,物料通过料斗进入自动上料组件2中,通过第一振动盘24能够将物料定量送入第二振动盘25内,第二振动盘25即可均匀将物料输送至推送轨道3上,进入推送轨道3上的物料通过转移件5能够定位放置在移印组件底部,设于移印组件上的胶印13沾染油墨盒4内的油墨后印制在物料上,完成物料的湿印,再通过推送轨道3将湿印后的物料送至烘干箱7底部烘干,烘干完成后实现出料,整体自动化程度高,设备可以自动调节物料的进量,实现物料的自动上料。
32.本实用新型在生产时通过上料组件能够实现物料的自动上料,物料推送至印制组件1位置完成湿印后,通过烘干机烘干定型,最后完成自动下料,机械化程度和自动化程度较高,能够达到较高的生产效率,同时在上料时能够检测物料的加料情况调整物料进给量,印制过程中也能够自动检测物料的正反面并将其翻转,保证了印制的质量并提升了印制过程的顺畅程度。
33.除上述实施例外,本实用新型还可以有其他实施方式。凡采用等同替换或等效变换形成的技术方案,均落在本实用新型要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1