一种大尺寸板材高速高精度四色数码打印花色饰面的方法与流程
本发明涉及板材饰面加工,具体为一种大尺寸板材高速高精度四色数码打印花色饰面的方法。
背景技术:
1、板材花色饰面加工的传统方法,主要有平压贴面法、辊压贴面法。但此两种方法,均需配套的贴面装饰材料(比如:浸渍胶膜装饰纸、塑料装饰膜等),其饰面加工工艺比较复杂,物耗、能耗等加工成本比较高;更重要的是,上述该两种传统方法的生产效率比较低,平压贴面法只能达到1—2张/分钟(线速度约3—6m/min),辊压贴面法只能达到2—3张(线速度约6—9m/min);更重要的是,上述该两种传统方法难以实现超长(长度≥3050mm)、超宽(宽度≥1200mm)、超厚(厚度≥25mm)、超重(面密度≥10公斤/m2)等超大尺寸板材的花色饰面加工。
2、因此,在当前追求节能环保低碳的时代背景下,研究开发一种可解决上述技术瓶颈问题的花色饰面方法,具有较重大的研发意义及有益效果。
技术实现思路
1、针对现有技术的不足之处,本发明的目的在于提供一种大尺寸板材高速高精度四色数码打印花色饰面的方法,本发明提供的大尺寸板材高速高精度四色数码打印花色饰面的方法,简化了板材花色饰面在施工过程中繁琐的施工操作,在大量降低人工成本、节约施工时间的基础上,实现了实现大尺寸板材的高速高精度的花色饰面加工。
2、为实现上述目的,本发明提供如下技术方案:
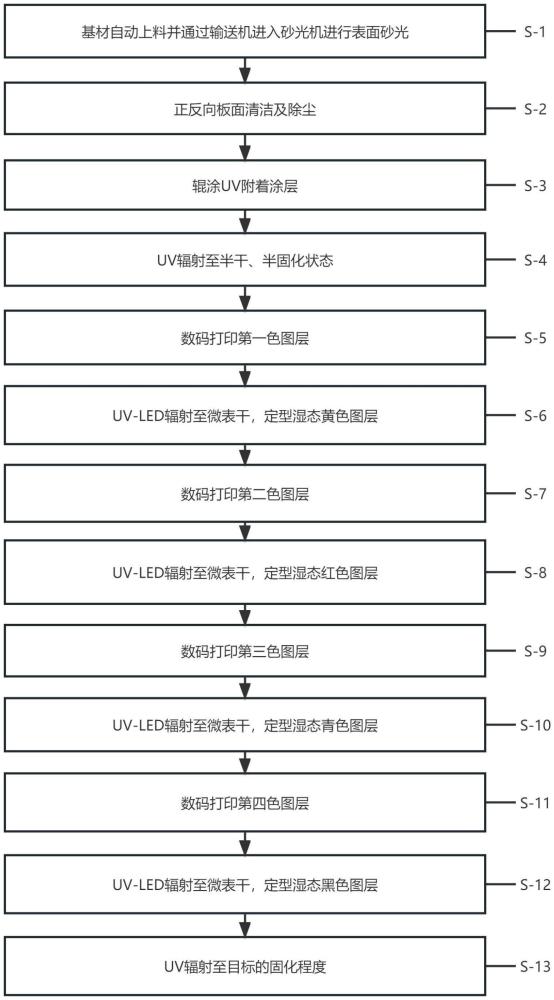
3、一种大尺寸板材高速高精度四色数码打印花色饰面的方法,包括以下步骤:
4、s-1:基材自动上料并通过输送机进入砂光机进行表面砂光;
5、s-2:正反向板面清洁及除尘;
6、s-3:辊涂uv附着涂层;
7、s-4:uv辐射至半干、半固化状态;
8、s-5:数码打印第一色图层;
9、s-6:uv-led辐射至微表干,定型湿态黄色图层;
10、s-7:数码打印第二色图层;
11、s-8:uv-led辐射至微表干,定型湿态红色图层;
12、s-9:数码打印第三色图层;
13、s-10:uv-led辐射至微表干,定型湿态青色图层;
14、s-11:数码打印第四色图层;
15、s-12:uv-led辐射至微表干,定型湿态黑色图层;
16、s-13:uv辐射至目标的固化程度。
17、优选的,各步骤工序的设备生产线速度为25—40m/min;
18、设备设计加工宽度为1300型、设备设计加工厚度为2—40mm、加工工件的进给方式为加工工件长度不受限制且生产效率较高的通过式。
19、优选的,步骤s-5、s-7、s-9、s-11的数码打印设备及uv-led液态uv油墨微表干预定型辐射固化设备为1300型的黄红青黑四色分别喷印、分别微表干预定型辐射固化的一体化智能联动式的uv-led智能数码喷墨打印机。
20、优选的,智能数码喷墨打印机的喷头的组合方式为单色双排多喷头错位并联,喷头的喷嘴与工件表面的高度距离可调节,正常距离为2—3mm。
21、优选的,智能数码喷墨打印机使用的油墨为uv辐射固化时间在2—3秒范围内的可快速干燥固化的uv专色油墨,油墨的工作温度范围控制在35-40℃,油墨的色彩品种依次分别为黄色、品红色、青色、黑色。
22、优选的,步骤s-3中,uv附着涂层为uv辐射固化时间在2—3秒范围内的可快速干燥固化的uv透明高附着力油墨喷印专配底漆;
23、按质量份其组成成分分别为:双酚a型环氧丙烯酸酯25—35份、改性环氧丙烯酸酯10—15份、特性改性聚氨酯丙烯酸酯5—10份、磷酸酯丙烯酸酯0.5—1.0份、三羟甲基丙烷三丙烯酸酯3—4份、二缩三丙二醇二丙烯酸酯3—6份、丙氧化新戊二醇二丙烯酸酯6—10份、润湿分散剂0.5—1.5份、基材润湿剂0.05-0.10份、消泡剂0.10-0.20份、丙烯酸流平剂0.20-0.40份、三嗪类紫外线吸收剂0.5—1.5份、光引发剂3—6份、气相二氧化硅0.5—1.0份、填料10—20份。
24、优选的,步骤s-4、s-13中,uv固化处理通过uv固化机进行;
25、s-4中,uv固化机为一镓灯三汞灯的四灯uv固化机,s-13中,uv固化机为一镓灯二汞灯的三灯uv固化机;
26、uv固化机的工艺参数为:灯与灯之间的设计距离为40—60cm,工作时线速度为25m/min,uv灯与工件表面的距离为10cm±2mm。
27、优选的,步骤s-4中,uv固化机在半干或半固化的工作状态时对应的开灯数量为第一个镓灯和第一个汞灯全开,第二个汞灯半开、第三个汞灯不开。
28、优选的,步骤s-13中,uv固化机在半干或半固化的工作状态时对应的开灯数量为第一个镓灯和第一个汞灯全开,第二个汞灯半开、第三个汞灯不开,在全干或全固化工作状态时对应的开灯数量为第一个镓灯和三个汞灯全开。
29、优选的,s1中,基材为已使用uv腻子底漆做好平整度处理并且使用uv修色底漆做好基材原色及纹理的遮盖处理的uv涂料打底饰面基材或已压贴有纯色浸渍胶膜纸做好基材平整度处理及颜色遮盖处理的纯色浸渍胶膜纸饰面基材。
30、与现有技术相比,本发明的有益效果是:
31、1.本发明,通过超平工艺基材,以及高附着力、高耐光色牢度、高耐黄变、节能快干型uv涂料,以及uv-led油墨等新材料的集成应用,以及,通过非接触式、通过式的uv-led高精确度高清晰度高速四色智能数码喷墨打印机、漆面琴键砂光机、高速uv辐射固化机等新技术装备的集成应用,解决了花色饰面传统工艺平压贴面法、辊压贴面法所存在的生产效率低、依赖贴面材料、不易实现大尺寸板材的饰面加工等若干瓶颈性技术难题,大幅提升了生产效率及产品品质、生产效率,由常规工艺的≤10m/min的中低速,提高到了≥25m/min的高速;板材饰面加工长度,由常规工艺的2440mm,扩大到了长度不限;板材适合的饰面加工厚度,由常规工艺的25mm厚度以内,提高到了40mm以内;
32、2.传统工艺的花色饰面,需要将花色图像先制作成印刷版辊,然后再印刷到装饰原纸及塑料装饰原膜之上,然后再将装饰纸及塑料装饰膜压贴到基材之上,而本发明,实现了以“油漆+油墨打印花色”代替“装饰纸”及“塑料装饰膜”的饰面加工方法的创新,大大简化了板材饰面的加工方法,省略了饰面材料的压贴工序、减少了压贴工序的热能消耗及工时,实现了花色饰面的数字化、智能化及柔性化生产的直接印刷,摆脱了对装饰纸、塑料装饰膜的依赖;
33、3.本发明提供的方法生产效率高、机械化程度高、智能化程度高,非常适合应用于不易进行人工生产操作(搬运、翻转、翻动、移动、修补等)、重量较大的大尺寸(长度、高度、厚度)板材的高速高效的饰面加工;
34、4.本发明提供的技术方案所生产的饰面板材,具有涂层附着力高、硬度高、耐光色牢度高、不易黄变褪色,以及打印图像清晰度高、色彩纯正精确的优点。
- 还没有人留言评论。精彩留言会获得点赞!