一种吊牌标签堆叠穿绳系统的制作方法
一种吊牌标签堆叠穿绳系统
【技术领域】
1.本实用新型涉及标签技术领域,尤其是指一种吊牌标签堆叠穿绳系统。
背景技术:
2.标签,是对事物所额外加上的识别用资讯纸卡或牌子。对于服装用吊牌、水洗标签和办公用标签,生产中大多需要对标签上进行打孔,再穿上吊绳以满足使用需求。
3.在专利号为201910177004x、专利名称为一种标签打孔穿绳装置的在先专利中,提供了一种技术方案,该技术方案可实现对标签打孔的同时将吊绳穿进标签孔内,但是该方案只能用于单个标签打孔穿绳的情况;对于多个大小不一、上下相叠的标签来说,各个标签的大小比例不同,孔位不同,需要先将各个标签的打孔位对准在同一位置上,方能实现穿绳作业,尤其是在一个长标签内,叠放多个短标签,且长标签需要折叠后再进行穿绳工作时(如图1所示),现有的设备均无法实现。
4.针对上述问题,申请人提出了一种解决方案。
技术实现要素:
5.本实用新型的目的是在于克服现有技术的不足,提供了一种吊牌标签堆叠穿绳系统。
6.为了解决上述存在的技术问题,本实用新型采用下述技术方案:
7.一种吊牌标签堆叠穿绳系统,包括有机架,在所述机架上设有第一工作台和第二工作台;在所述第一工作台上设有用于堆叠标签以穿绳的操作台;在操作台后方的第一工作台上设有多个可供标签放置的标签放置区域,且多个标签放置区域内分别放置了一类可折叠长标签和多类短标签;在操作台上方的机架上设有标签堆叠设备,该标签堆叠设备先后将一张可折叠长标签和多张不同类短标签取放于操作台上以使各个标签依次相层叠,并使层叠的每一张标签的穿绳孔位于同一中心线上,且可折叠长标签的前半片外露于操作台的前方;在第一工作台上设有压片设备,所述压片设备可施压于位于操作台上的标签上,在第一工作台和第二工作台之间设有翻片设备和穿绳设备,所述翻片设备在压片设备压住最上层的标签后将可折叠长标签中外露的前半片翻起,使其沿折叠线折叠合拢;所述穿绳设备可将标签绳由下至上穿入至标签穿绳孔内。
8.在进一步的改进方案中,所述标签放置区域为多个安装于第一工作台上的限位板限位形成于第一工作台上的空间区域。
9.在进一步的改进方案中,所述标签堆叠设备包括有固定于第一工作台上方机架上的板架,以及悬置于板架上的多个标签堆叠移动架,所述标签堆叠移动架的数量与标签放置区域的数量一致,每一个标签堆叠移动架均可于板架上作水平横向运动和水平竖向运动,且在每一个标签堆叠移动架上分别设有用于吸附取放标签的真空吸附装置。
10.在进一步的改进方案中,在所述机架上还设有微调定位设备,所述定位设备在每一张标签落于操作台上后均依次对标签上的穿绳孔微调定位,其包括有固定于第一工作台
上方机架上的定位架,在所述定位架上设有定位针,以及推动定位针上下运动的定位针推动装置,所述定位针朝下设置正对操作台,且与层叠在操作台上的标签的穿绳孔位于同一中心线上。
11.在进一步的改进方案中,所述压片设备包括有设置于第一工作台上的压片移动架,所述压片移动架可于第一工作台上作横向移动以靠近或远离操作台,在压片移动架上设有压片驱动气缸及压片板,所述压片板连接于压片驱动气缸的下端并在压片驱动气缸的控制下下压于标签上,且压片板的边缘压于长标签的折叠线上。
12.在进一步的改进方案中,所述翻片设备包括有推送气缸,所述推送气缸竖直设立,在推送气缸的顶部固定连接有推送板,该推送板在常态下位于外露于操作台前方的长标签前半片的下方,其可在推送气缸的作用下向上升起将长标签的前半片向上顶起;所述推送气缸的侧部通过气缸架固定于第二工作台上。
13.在进一步的改进方案中,所述穿绳设备包括有设于机架上的用于卷绕标签绳的卷绳装置,和设置于第一工作台前端面上的固定板,所述固定板在靠近卷绳装置的一侧上设有引绳架,在所述引绳架上设有引绳孔,在引绳架内设有防止标签绳退出引绳孔的弹性限位器,所述固定板在另一侧上设有夹绳器,在固定板上设有滑轨,所述夹绳器可于滑轨上滑动以靠向引绳架并夹住绳头后复位;在固定板上设有针架,在所述针架上设有穿绳针和穿绳驱动装置,所述穿绳针位于引绳架和夹绳器的中部,且位于多张标签的下方正对标签穿绳孔,其可在穿绳驱动装置的作用下向上顶起,将被夹绳器拉开的标签绳向上叉起由下至上穿入至标签穿绳孔内;在引绳架的内侧设有剪绳器。
14.在进一步的改进方案中,在所述针架的顶部设有绳槽,所述穿绳针贯穿绳槽的中部,在针架的两侧分别设有y字型绳架,所述y字型绳架的底部与绳槽的底部持平,在针架的底部设有驱动针架上下运动的针架驱动装置;在针架的一侧设有自针架的侧面向绳槽的上方延伸的弧形架,在弧形架的外端面上设有限位槽,所述穿绳针在向上运动时穿过该限位槽。
15.与现有技术相比,本实用新型的有益效果是:本实用新型通过标签放置区域对长标签和短标签分类分区域放置,通过标签堆叠设备依次将长标签和各类短标签放置于操作台上,再通过压片设备和翻片设备的配合将完成长标签的折叠作业,接着通过穿绳设备完成穿绳作业,实现从单张拿取、叠放、压片、翻片折叠至穿绳的全自动工作流程,速度块、效率高。
16.下面结合附图与具体实施方式对本实用新型作进一步的详细描述:
【附图说明】
17.图1为长标签和多张短标签的叠放示意图;
18.图2为本实用新型实施例的立体示意图;
19.图3为本实用新型实施例的结构示意图一(局部);
20.图4为本实用新型实施例的结构示意图二(局部);
21.图5为本实用新型实施例的结构示意图三(局部);
22.图6为本实用新型实施例的结构示意图四(局部);
23.图7为本实用新型实施例的结构示意图五(局部)。
【具体实施方式】
24.下面详细描述本实用新型的实施例,所述的实施例示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。
25.附图所显示的方位不能理解为限制本实用新型的具体保护范围,仅供较佳实施例的参考理解,可以图中所示的产品部件进行位置的变化或数量增加或结构简化。
26.说明书中所述的“连接”及附图中所示出的部件相互“连接”关系,可以理解为固定地连接或可拆卸连接或形成一体的连接;可以是直接直接相连或通过中间媒介相连,本领域普通技术人员可以根据具体情况理解连接关系而可以得出螺接或铆接或焊接或卡接或嵌接等方式以适宜的方式进行不同实施方式替用。
27.说明书中所述的上、下、左、右、顶、底等方位词及附图中所示出方位,各部件可直接接触或通过它们之间的另外特征接触;如在上方可以为正上方和斜上方,或它仅表示高于其他物;其他方位也可作类推理解。
28.说明书及附图中所表示出的具有实体形状部件的制作材料,可以采用金属材料或非金属材料或其他合成材料;凡涉及具有实体形状的部件所采用的机械加工工艺可以是冲压、锻压、铸造、线切割、激光切割、铸造、注塑、数铣、三维打印、机加工等等;本领域普通技术人员可以根据不同的加工条件、成本、精度进行适应性地选用或组合选用,但不限于上述材料和制作工艺。
29.本实用新型为一种吊牌标签堆叠穿绳系统,如图1至图7所示,包括有机架10,在所述机架10上设有第一工作台11和第二工作台12;在所述第一工作台10上设有用于堆叠标签以穿绳的操作台20;在操作台20后方的第一工作台11上设有多个可供标签放置的标签放置区域30,且多个标签放置区域30内分别放置了一类可折叠长标签和多类短标签;在操作台20 上方的机架10上设有标签堆叠设备,该标签堆叠设备先后将一张可折叠长标签和多张不同类短标签取放于操作台20上以使各个标签依次相层叠,并使层叠的每一张标签的穿绳孔位于同一中心线上,且可折叠长标签的前半片外露于操作台20的前方;在第一工作台11上设有压片设备,所述压片设备可施压于位于操作台20上的标签上,在第一工作台11和第二工作台 12之间设有翻片设备和穿绳设备,所述翻片设备在压片设备压住最上层的标签后将可折叠长标签中外露的前半片翻起,使其沿折叠线折叠合拢;所述穿绳设备可将标签绳由下至上穿入至标签穿绳孔内。
30.在使用前,先将长标签和各类短标签一摞摞地放置于标签放置区域30 内;在使用时,标签堆叠设备先拿取长标签放置于操作台20上,再依据顺序分次拿取各类短标签层叠在长标签的后半片上,使每一张短标签上的穿绳孔均与长标签的后半片(即底片)上的穿绳孔对位;接着,压片设备压在最上层的短标签上,且刚好压在长标签的折叠线上,然后翻片设备启动,将长标签中伸出操作台20的前半片(即面片)翻起,沿折叠线为轴心内翻,在压片设备退出后,长标签的前半片折叠覆盖于后半片上,将短标签内藏于其中,同时,长标签前半片上的穿绳孔也与后半片上的穿绳孔对位;接着,穿绳设备启动,将标签绳自下至上穿入所有标签的穿绳孔,完成标签的穿绳动作,取签设备启动将操作台上已穿绳的标签移动至标签架上。
31.由上述可以看出,本实用新型通过标签放置区域30对长标签和短标签分类分区域放置,通过标签堆叠设备依次将长标签和各类短标签放置于操作台20上,再通过压片设备
和翻片设备的配合将完成长标签的折叠作业,接着通过穿绳设备完成穿绳作业,实现从单张拿取、叠放、压片、翻片折叠至穿绳的全自动工作流程,速度块、效率高。
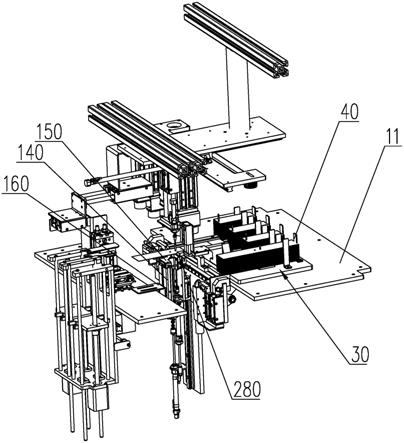
32.在如图2至图7所示的实施例中,所述标签放置区域30为多个安装于第一工作台11上的限位板40限位形成于第一工作台11上的空间区域。
33.在如图2至图7所示的实施例中,所述标签堆叠设备包括有固定于第一工作台11上方机架10上的板架50,以及悬置于板架50上的多个标签堆叠移动架60,所述标签堆叠移动架60的数量与标签放置区域30的数量一致,每一个标签堆叠移动架60均可于板架50上作水平横向运动和水平竖向运动,且在每一个标签堆叠移动架60上分别设有用于吸附取放标签的真空吸附装置70。在实施例中,标签堆叠移动架60和标签放置区域30的数量均为4个,真空吸附装置70的数量亦为4个,真空吸附装置70一次性将一个长标签和三个短标签吸附,然后再逐个逐个地移动至操作台20上方,将标签依次放置于操作台20上。
34.为了防止落于操作台20上的标签的穿绳孔发生偏移,在如图3至图7 所示的实施例中,在所述机架10上还设有微调定位设备,所述定位设备在每一张标签落于操作台20上后均依次对标签上的穿绳孔微调定位,其包括有固定于第一工作台11上方机架10上的定位架80,在所述定位架80上设有定位针90,以及推动定位针90上下运动的定位针推动装置100,所述定位针90朝下设置正对操作台20,且与层叠在操作台20上的标签的穿绳孔位于同一中心线上。真空吸附装置70在逐个逐个地将标签放置于操作台20 上后,定位针90依次逐个逐个的扎入每一张标签的穿绳孔内,使每一张标签的标签孔位于同一中心线上。
35.在如图2、3、4、5、7所示的实施例中,所述压片设备包括有设置于第一工作台11上的压片移动架110,所述压片移动架110可于第一工作台 11上作横向移动以靠近或远离操作台20,在压片移动架110上设有压片驱动气缸120及压片板130,所述压片板130连接于压片驱动气缸120的下端并在压片驱动气缸120的控制下下压于标签上,且压片板130的边缘压于长标签的折叠线上。
36.在如图4所示的实施例中,所述翻片设备包括有推送气缸140,所述推送气缸140竖直设立,在推送气缸140的顶部固定连接有推送板150,该推送板150在常态下位于外露于操作台20前方的长标签前半片的下方,其可在推送气缸150的作用下向上升起将长标签的前半片向上顶起;所述推送气缸150的侧部通过气缸架160固定于第二工作台12上,在实施例中,推送板150靠近长标签的折叠线,以实现长标签的翻折。
37.在如图4、5、6所示的实施例中,所述穿绳设备包括有设于机架10 上的用于卷绕标签绳的卷绳装置170,和设置于第一工作台11前端面上的固定板180,所述固定板180在靠近卷绳装置170的一侧上设有引绳架190,在所述引绳架190上设有引绳孔200,在引绳架190内设有防止标签绳退出引绳孔200的弹性限位器210,所述固定板180在另一侧上设有夹绳器220,在固定板180上设有滑轨230,所述夹绳器220可于滑轨230上滑动以靠向引绳架190并夹住绳头后复位;在固定板180上设有针架240,在所述针架 240上设有穿绳针250和穿绳驱动装置260,所述穿绳针250位于引绳架190 和夹绳器220的中部,且位于多张标签的下方正对标签穿绳孔,其可在穿绳驱动装置260的作用下向上顶起,将被夹绳器220拉开的标签绳向上叉起由下至上穿入至标签穿绳孔内;在引绳架190的内侧设有剪绳器270。
38.在使用前,先将绳卷置于卷绳装置170上,然后将绳头拉至引绳架190 上,再穿出引绳架190上的引绳孔200;穿绳设备启动,夹绳器220自固定板的一端开始移动,靠近引绳
架190,并在临近引绳架190后停车,夹紧绳头,复位,这样标签绳就被拉紧在引绳架190和夹绳器220之间,而后,穿绳针250在穿绳驱动装置260的驱动下将紧绷的标签绳向上叉起穿入至标签穿绳孔内,即完成一叠标签的穿绳动作,而后,剪绳器270将标签绳剪短,穿绳针250向下退出。
39.为了保证被拉紧在引绳架190和夹绳器220之间的标签绳不出现偏移,在如图4、5、6所示的实施例中,在所述针架240的顶部设有绳槽280,所述穿绳针250贯穿绳槽280的中部,在针架240的两侧分别设有y字型绳架290,所述y字型绳架290的底部与绳槽280的底部持平,在针架240 的底部设有驱动针架240上下运动的针架驱动装置300;在针架240的一侧设有自针架240的侧面向绳槽280的上方延伸的弧形架310,在弧形架310 的外端面上设有限位槽320,所述穿绳针250在向上运动时穿过该限位槽 320。标签绳在被引绳架190和夹绳器220拉紧后,针架240在针架驱动装置300的控制下上升,使标签绳落入至y字型绳架290和绳槽280内,而后穿绳针250启动,由下至上依次贯穿限位槽320和标签孔,保证了穿绳的稳定性和准确性。
40.尽管参照上面实施例详细说明了本实用新型,但是通过本公开对于本领域技术人员显而易见的是,而在不脱离所述的权利要求限定的本实用新型的原理及精神范围的情况下,可对本实用新型做出各种变化或修改。因此,本公开实施例的详细描述仅用来解释,而不是用来限制本实用新型,而是由权利要求的内容限定保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1