显示模组及其制作方法、电子装置与流程
1.本发明涉及显示领域,特别是涉及一种显示模组及其制作方法、电子装置。
背景技术:
2.随着显示技术的不断发展,滑动显示技术也逐渐进入到重要的阶段。目前,滑动显示技术的代表为能够卷曲的柔性屏,其收折部分被卷绕在转轴上,在需要大屏幕使用时,被向外拉出。经过实验的测试,在高温高湿环境下测试,卷曲的柔性屏出现了背部堆胶现象,导致位于转轴部分的钢片断裂,影响使用。
技术实现要素:
3.本技术实施方式一方面提供了一种显示模组,以使得显示模组的支撑组件可提供应力释放空间,该显示模组包括柔性显示面板和支撑组件,所述支撑组件连接在所述柔性显示面板的背光侧,用于支撑所述柔性显示面板;其中,所述支撑组件包括粘接件和多个支撑件,所述粘接件与所述柔性显示面板连接,所述支撑件设置于所述粘接件背离所述柔性显示面板的一侧;其中,所述粘接件包括多个弧形部,所述支撑件与所述弧形部连接。
4.在一些实施例中,所述弧形部向所述柔性显示面板的背光侧凸起;所述支撑件设置于所述弧形部的弧顶;优选地,所述多个支撑件以均匀间隔设置;和/或,多个所述弧形部的弧度相同。
5.在一些实施例中,所述粘接件包括第一区域和第二区域,所述第一区域包括多个依次连接的所述弧形部;优选地,多个所述弧形部的弧度相同;和/或,所述第一区域的一边与所述柔性显示面板的一端对齐。
6.在一些实施例中,所述支撑件为弧形,且所述支撑件的弧度和与之贴合的所述弧形部的弧度相同;优选地,所述支撑件的弧长小于与之贴合的所述弧形部的弧长;和/或,所述支撑件为钢片。
7.在一些实施例中,所述粘接件和所述支撑件的翘曲度均小于1%。
8.本技术实施方式另一方面提供了一种显示模组的制作方法,包括:提供柔性显示面板、粘接件、多个支撑件和具有弧形凸面的模具;通过所述模具对所述粘接件进行压印,以形成多个弧形部;将所述粘接件设置于所述柔性显示面板的背光侧,所述弧形部的凹面与所述柔性显示面板接触连接;通过所述模具将各所述支撑件压印形成弧形;将多个所述支撑件间隔设置于所述粘接件背离所述柔性显示面板的一侧,所述支撑件的凹面与所述弧形部的凸面接触连接。
9.在一些实施例中,所述模具的弧形凸面的弧长大于所述支撑件的径宽;优选地,所述模具的翘曲度小于1%;进一步优选地,所述模具具有多个依次连接且相同的弧形凸面;进一步优选地,所述粘接件分为第一区域和第二区域,所述多个弧形部位于所述第一区域。
10.在一些实施例中,所述模具相邻弧形凸面的中线之间的距离等于相邻两个所述支撑件的中线之间的距离。
11.本技术实施方式另一方面提供了一种电子装置,该电子装置包括任一上述的显示模组。
12.在一些实施例中,所述电子装置还包括机体和转轴,所述转轴转动设置于所述机体上,所述显示模组设置成能够至少部分卷绕在所述转轴上,且多个所述支撑件的凸面与所述转轴接触。
13.本技术包括柔性显示面板和支撑组件,所述支撑组件连接在所述柔性显示面板的背光侧,用于支撑所述柔性显示面板;其中,所述支撑组件包括粘接件和多个支撑件,所述粘接件包括多个弧形部。通过在支撑组件上设置粘接件和多个支撑件,可使得支撑组件有足够的缓冲空间,提供应力释放空间,进而防止堆胶;此外,通过在支撑组件上设置多个弧形部可在将显示模组应用于滑动显示时增大滑移距离。
附图说明
14.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图,其中:
15.图1为本技术一实施例中显示模组的支撑组件的结构示意图;
16.图2为本技术一实施例中显示模组的支撑组件的另一视角的结构示意图;
17.图3为本技术一实施例中电子装置的剖面示意图;
18.图4为本技术一实施例中显示模组的制作方法的流程图;
19.图5为本技术一实施例中模具的结构示意图。
具体实施方式
20.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅是本技术的一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
21.需要指出的是,下文中的术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个所述特征。
22.本说明书上的词汇是为了说明本发明的实施例而使用的,但不是试图要限制本发明。还需要说明的是,除非另有明确的规定和限定,若出现术语“设置”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,可以是直接相连,也可以通过中间媒介间接连接,可以是两个元件内部的连通。对于本领域的技术人员而言,可以具体理解上述属于在本发明中的具体含义。
23.需要说明的是,本发明中所述的“在
……
上”、“在
……
上形成”和“设置在
……
上”可以表示一层直接形成或设置在另一层上,也可以表示一层间接形成或设置在另一层上,即两层之间还存在其它的层。在本文中,除非另有说明,所采用的术语“位于同一层”指的是两个层、部件、构件、元件或部分可以通过同一构图工艺形成,并且,这两个层、部件、构件、
元件或部分一般由相同的材料形成。在本文中,除非另有说明,表述“构图工艺”一般包括光刻胶的涂布、曝光、显影、刻蚀、光刻胶的剥离等步骤。表述“一次构图工艺”意指使用一块掩模板形成图案化的层、部件、构件等的工艺。
24.目前,现有的柔性显示模组中,在高温高湿环境下,显示模组会出现背部堆胶现象,导致位于转轴部分的钢片断裂,影响使用。
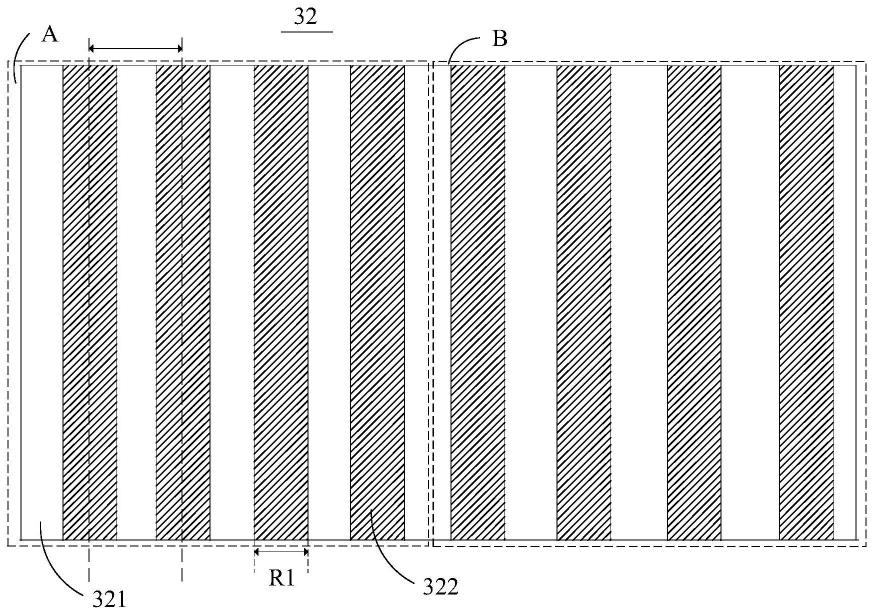
25.请参阅图1、图2和图3,图1为本技术一实施例中显示模组的支撑组件的结构示意图;图2为本技术一实施例中显示模组的支撑组件的另一视角的结构示意图;图3为本技术一实施例中电子装置的剖面示意图。本发明实施例提供了一种显示模组30,该显示模组30可以包括柔性显示面板31和支撑组件32。支撑组件32连接在柔性显示面板31的背光侧,用于支撑柔性显示面板31。其中,支撑组件32包括粘接件321和多个支撑件322,粘接件321与柔性显示面板31连接;支撑件322设置于粘接件321背离柔性显示面板31的一侧。具体的,粘接件321包括多个弧形部3211,支撑件322与弧形部3211连接。
26.在一些实施例中,单个弧形部3211和一个支撑件322构成弧形结构33,多个弧形结构33沿柔性显示面板31的长度方向布置。
27.在一实施例中,柔性显示面板31可以为柔性有机发光二极管(organic light emitting diode,简称为oled)显示面板。柔性显示面板31也可以为其他能够显示图像的柔性显示面板,此处不做具体限定。柔性显示面板31可以是长方形,也可以是正方形。
28.可以理解地是,显示模组30一般是贴合设置在电子装置的表面,以用于显示图像。由于本技术中的显示模组30为柔性的,若直接将显示模组30设置在电子装置表面,则会导致显示模组30不够稳定,故显示模组30中包含具有刚性结构的支撑组件32,以对显示模组30起到支撑的作用。相关技术中,支撑组件一般为平坦型结构,由于显示模组需要进行卷绕设置,故在显示模组进行滑移的过程中,支撑组件会产生堆胶的现象。柔性显示面板31的长度方向指的就是显示面板在滑移打开时的拉伸方向c1(参见图3);也就是说,在显示模组30处于平坦状态时,弧形结构33沿着显示面板在滑移打开时的拉伸方向c1依次设置。
29.可选地,多个支撑件322可以间隔贴合于粘接件321远离柔性显示面板31的一侧。
30.本技术在支撑组件32中设置有弧形结构33,使得粘接件321和支撑件322紧密结合且能够释放应力,弧形结构33增大了滑移距离,提供应力释放空间防止堆胶。
31.具体地,粘接件321为与显示面板大小相同的胶材。粘接件321可以是有机硅胶、丙烯酸型树脂及不饱和聚酯、聚氨酯、环氧树脂等不同材质的光学胶。
32.粘接件321可以分为第一区域a和第二区域b。在第一区域a包括多个依次连接的弧形部3211,弧形部3211的凹面与柔性显示面板31接触连接。第二区域b可不包括弧形部3211;也就是说,在第二区域b内,粘接件321和支撑件322均可为平坦型结构。
33.具体地,弧形部3211是通过弧形的模具对粘接件321的第一区域a进行压印而得到的。被压印后的粘接件321便会产生凹陷,其中,凹陷的一侧为凹面,凸起的一侧为凸面。弧形部3211的凹面与柔性显示面板31紧密地粘接在一起。
34.在另外一实施例中,弧形部3211也可以不是依次连接。弧形部3211之间也可以具有一定的距离。
35.在一实施例中,多个弧形部3211的弧度可以相同;和/或,第一区域a的一边可以与柔性显示面板31的一端对齐。
36.可以理解地是,粘接件321的第一区域a是需要进行卷绕的,为了能够最大程度利用到柔性显示面板31,故卷绕的部分可以从柔性显示面板31的一端开始,且第一区域a内的粘接件321是需要进行压印形成弧形部3211的。
37.在另外一个实施例中,第一区域a的一边可以不与柔性显示面板31的一端对齐。也就是说,第一区域a的一边与柔性显示面板31的一端对齐之间具有一定的距离,而在这个距离之间的柔性显示面板31不需要设置弧形部3211。
38.在一实施例中,多个支撑件322可以均匀间隔设置在粘接件321远离柔性显示面板31的一侧;和/或,多个弧形部的弧度相同。也就是说,相邻两个支撑件322之间的距离可以是相等的。弧形结构33被定义为粘接件321的一部分(即单个弧形部3211)和与该部分贴合在一起的支撑件322。支撑件322的材料可以是钢,也可以是铝、铁或其他合适的金属材料或合金。
39.在另外一个实施例中,多个支撑件322也可以以不同的距离间隔设置在粘接件321远离柔性显示面板31的一侧,也就是说,相邻的支撑件322之间的距离也可以是不相同的。
40.在另外一个实施例中,多个弧形部3211或是弧形结构33的弧度也可以不相同。
41.支撑件322可以为弧形,且支撑件322的弧度和与之贴合的弧形部3211的弧度相同。支撑件322凹面的一侧与粘接件321凸面的一侧贴合连接。支撑件322也可以是通过相同的模具进行压印,以形成弧度相同的弧形结构。被压印后的支撑件322便会产生凹陷,其中,凹陷的一侧为凹面,凸起的一侧为凸面。支撑件322的凹面与粘接件321的凸面紧密地粘接在一起。在一实施例中,粘接件321和支撑件322是依次进行压印处理的。也就是说,对粘接件321压印后,再对支撑件322进行压印。
42.在另外一个实施例中,粘接件321和支撑件322可以是一起进行压印的。也就是说,先将支撑件322依次设置在粘接件321上以后,对粘接件321和支撑件322一起压印即可。
43.在一个实施例中,支撑件322的弧长可以小于与之贴合的弧形部3211的弧长。
44.粘接件321和支撑件322的翘曲度均小于1%。具体地,翘曲度(warpage or warp),用于表述平面在空间中的弯曲程度,在数值上被定义为翘曲平面在高度方向上距离最远的两点间的距离。绝对平面的翘曲度为0。翘曲变形是评定产品质量的重要指标之一。在现有评价体系中,对于翘曲变形评价都是用翘曲量来进行的,一般用最大翘曲变形量或特定部分的翘曲变形量来评价。采用注塑cae进行设计质量预测时,对翘曲变形模拟结果的评价一般直接用最大翘曲变形量来进行,有时也将总平均翘曲变形量、10%最大翘曲变形节点的平均翘曲量等统计量作为评价翘曲变形的指标。
45.请参阅图3,图3为本技术一实施例中电子装置的剖面图。本发明实施例提供了一种电子装置100,该电子装置100包括机体10、转动设置于机体10上的转轴20和上述的显示模组30。其中显示模组30设置成能够至少部分卷绕在转轴20上,且多个支撑件322的凸面与转轴20接触。
46.转轴20也可以为扇形柱体,以减轻转轴20的重量,便于转轴20的旋转,从而降低电子装置100的能耗。
47.在一个实施例中,支撑组件32包括粘接件321和支撑件322,粘接件321设置于柔性显示面板31的背光侧。支撑件322均匀间隔设置于粘接件321背离柔性显示面板31的一侧。粘接件321分为第一区域a和第二区域b。第一区域a上具有连续且弧度相同的弧形部3211,
粘接件321的第一区域a绕设于转轴20外表面,位于粘接件321的第二区域b的支撑件322与机体10固定连接。
48.可以理解地是,显示模组30通过支撑组件32贴合设置在机体10的表面。具体地,支撑件322通过粘接件321粘接与柔性显示面板31的一侧,位于粘接件321的第二区域b的支撑件322可以与机体10通过点胶的方式连接。在第二区域b内,粘接件321和支撑件322均为平坦型结构,无需通过模具进行压印形成弧形结构。
49.在另外一个实施例中,在第二区域b内,粘接件321和支撑件322也可以通过模具进行压印形成弧形结构。
50.位于粘接件321的第一区域a的支撑件322可以与转轴20接触。也就是说,柔性显示面板31的一部分通过支撑件322固定在机体10上。柔性显示面板31的另外一部分卷绕在转轴20上,以防止产生堆胶,导致支撑件322的损坏。
51.请参阅图4和图5,图4为本技术一实施例中显示模组的制作方法的流程图;图5为本技术一实施例中模具的结构示意图。本发明实施例提供了一种显示模组的制作方法,该制作方法可包括以下步骤:
52.步骤s101:提供柔性显示面板31、粘接件321、多个支撑件322和具有弧形凸面的模具323。
53.具体地,柔性显示面板31、粘接件321和多个支撑件322依次连接,粘接件321是为了固定支撑件322。其中,多个支撑件322以均匀间隔设置在粘接件321背离柔性显示面板31的一侧。弧形凸面的模具323为具有多个连续且弧度相同的模具323。
54.步骤s102:通过模具323对粘接件321进行压印,以形成多个弧形部3211。
55.压印是将板料放在上、下模之间,在压力作用下使其材料厚度发生变化,并将挤压外的材料,充塞在有起伏细纹的模具323形腔凸、凹处,而在工件表面得到形成起伏鼓凸及字样或花纹的一种成形方法。
56.在本实施例中,模具323上并没有特殊的字样或花纹,与正常压印不同之处在于,本技术中的目的是使粘接件321具有连续的弧形部3211,而不是在粘接件321上印制字样或花纹。
57.具体地,粘接件321的形状可以是长方形,也可以是正方形,此处不做具体限定。粘接件321可以是有机硅胶、丙烯酸型树脂及不饱和聚酯、聚氨酯、环氧树脂等不同材质的光学胶。在本实施例中,显示模组30是部分绕设在转轴20上的,粘接件321的长度方向指的是,当转轴20转动使得显示模组30逐渐张开时转轴20移动的方向。
58.步骤s103:将粘接件321设置于柔性显示面板31的背光侧,弧形部3211的凹面与柔性显示面板31接触连接。
59.具体地,在模具323将粘接件321进行压印形成弧形部3211后,粘接件321的弧形部3211会具有凹面和凸面,其中粘接件321凹面的一侧会与柔性显示面板31的一侧贴合。
60.步骤s104:通过模具323将各支撑件322压印形成弧形。
61.步骤s105:将多个支撑件322间隔设置于粘接件321背离显示面板的一侧,支撑件322的凹面与粘接件321的凸面接触连接。
62.具体地,在模具323将支撑件322进行压印形成弧形结构后,支撑件322的弧形结构会具有凹面和凸面,其中支撑件322的凹面与粘接件321的凸面接触连接,支撑件322的凸面
则和转轴20的表面接触连接。
63.在一实施例中,模具323的弧形凸面的弧长πr2大于支撑件322的径宽r1。模具323的翘曲度小于1%。进一步地,模具323具有多个依次连接且相同的弧形凸面。粘接件321分为第一区域a和第二区域b,多个弧形部3211位于第一区域a。相邻两个支撑件322的中线之间的距离l1等于模具323相邻弧形凸面的中线之间的距离l2。相邻两个支撑件322的中线之间的距离l1可按照滑移量进行调整,保证胶材有足够的缓冲空间。
64.本技术包括柔性显示面板31和支撑组件32,支撑组件32连接在柔性显示面板31的背光侧,用于支撑柔性显示面板31;其中,支撑组件32包括粘接件321和多个支撑件322,所述粘接件321包括多个弧形部3211。通过在支撑组件上设置粘接件321和多个支撑件322,可使得支撑组件32有足够的缓冲空间,提供应力释放空间,进而防止堆胶;此外,通过在支撑组件32上设置多个弧形部3211可在将显示模组30应用于滑动显示时增大滑移距离。
65.在本说明书的描述中,术语“一个实施例”、“另一个实施例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或特点包含于本技术的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
66.以上仅为本技术的实施方式,并非因此限制本技术的专利范围,凡是利用本技术说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本技术的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1