拼贴型柔性印模的制作方法
拼贴型柔性印模
1.本发明涉及一种用于压印(imprinting)微米结构和纳米结构的规模化母版(scaled-up master),所述母版由拼块形(tile-shaped)母版单元组成。本发明进一步涉及用于制造所述规模化母版的印模拼块(stamp tiles)组装件和由所述规模化母版复制的柔性印模(flexible stamp)。
2.微米结构和纳米结构用于增强产品的性能。这可以是使用减反射结构(anti-reflective structure)改进太阳能电池板(solar panel)的效率,或使用微透镜或纳米光栅创建显示器的光学3d效果。
3.可通过使用压印技术将结构添加到产品中。存在不同的压印技术,例如晶片级uv-nil(wafer-scale uv-nil)、辊对辊压印(roll-to-roll imprinting)或辊对板压印(roll-to-plate imprinting)。在每种情况下,将具有产品上所需结构的相反结构的母版结构压在产品上,在它们之间存在紫外线固化型树脂或热固化型树脂。在固化后,树脂凝固,并将母版从产品上移除。
4.对于压印技术,需要走向大面积压印。这有两点原因:
5.1)为了有机会在大型产品(即太阳能电池板或大显示屏)上压印纹理。
6.2)为了在一个复制周期中复制多个产品。由此极大提高吞吐量。
7.大面积复制需要大面积母版。母版价格取决于制造时间,并因此取决于母版的尺寸。大面积母版是昂贵的。在辊对辊压印技术中,如例如wo 2017/032758 a1中所公开,已通过使用无缝鼓(seamless drum)解决这一问题。在这种情况下,仔细选择鼓的直径以确保存在无缝合线的连续区域。但是,并非所有纹理都可用这种方式以可承受的价格制成。
8.一个不同的解决方案是由小的基础母版制造大的规模化母版。通过使用分步和重复方式,在矩阵结构中多次复制母版结构。在复制区域之间存在缝合线或拼接线(stitch or splice lines)。通过优化工艺,试图使缝合或拼接宽度尽可能小。分步重复方法的实例描述在例如us2004/0124566 a1、us 7 077 992 b2(使用晶片步进机(wafer stepper))和kr 1017807289 b1(使用辊)中。kr 1017807289 b1甚至旨在避免显示器产品中的可能是可视边界的任何缝合线。根据该文献,采用拼贴技术(tiling technique)以将复制区域布置为使复制区域在它们的相邻边缘处重叠(也参见非专利文献jong g.ok等人,"a step toward next-generation nanoimprint lithography:extending productivity and applicability";appl.phys.a(2015)121:343
–
356)。
9.一种更便宜的扩大母版的方法是将多个母版单元物理拼贴在一起。这例如在专利us 8 027 086 b2中实施。由此将柔性塑料母版拼块(tiles)包裹和固定在不锈钢辊的直径上。在这种情况下,与分步重复方法相比,缝合面积更大。通过将不同的母版单元拼块压在一起,使母版单元之间的缝合区或接缝(seam)保持尽可能小。对于某些纹理,获得的较大缝合或拼接宽度或接缝宽度是可接受的。此外,其实现了第二种可能性;将多个产品一起拼贴在一个规模化母版上。cn 105911815 a公开了将多个母版拼块或模板单元拼接在一起以形成拼块图案。模板单元沿对准标记布置在基底上。
10.通过拼贴多个母版制成的或由多个纳米压印模板单元制成的规模化母版在压印
工艺中的应用只有在缝线质量良好受控的情况下才能很好地发挥作用。大的接缝会干扰压印工艺,并会损害压印的外观。当拼贴在一起时,位置精度应该良好受控。只有在良好受控的位置精度下,用规模化母版制成的压印样品上的多个有效区域才能直线切割。拼贴母版单元之间的接缝外观和拼贴母版单元之间的接缝宽度通常质量不够好,因为宽度太大和/或拼贴母版单元偏位和/或旋转。
11.因此本发明的一个目的是提供用于压印微米结构和纳米结构的规模化母版,所述规模化母版可容易由多个母版单元规模化而得,其中母版单元具有高位置精度和随之改进的接缝外观,并且所述规模化母版可以成本有效的方式制成。
12.通过一种用于压印微米结构和纳米结构的规模化母版解决该问题,所述母版由多个拼块形母版单元组成,其中形成母版的所述多个拼块形母版单元包含具有非六边形的拼块形母版单元,其中相邻母版单元的毗邻边缘互相平行并且其中布置形成母版的母版单元以使母版单元之间的拼接线只有由相邻母版单元的最多三个角会聚在一起而得的母版单元之间的接点(junction)。
13.在制造本发明的大面积规模化母版的方法中,布置多个充当母版单元的模板的印模拼块,其中所述多个充当母版单元的模板的印模拼块包含具有非六边形的印模拼块。由这些印模拼块,通过压印技术形成构成规模化母版的母版单元。同时,由所述多个印模拼块通过压印技术形成规模化母版。本发明的大面积规模化母版随后用作通过压印技术(如晶片级uv-nil、辊对辊压印或辊对板压印)多次复制母版结构的母版。
14.根据本发明,要求所述多个母版单元包含具有非六边形的母版单元。在规模化母版的一个实施方案中,所述多个母版单元除具有非六边形的母版单元外还可包含具有六边形的母版单元。如稍后进一步论述,在任何情况下,母版单元的形状和母版单元的布置必须使得相邻母版单元的毗邻边缘互相平行并且其中布置形成母版的母版单元以使母版单元之间的拼接线只有由相邻母版单元的最多三个角会聚在一起而得的母版单元之间的接点。
15.在规模化母版的一个有利的实施方案中,母版由具有非六边形的拼块形母版单元形成,即规模化母版不包含具有六边形的母版单元。
16.具有非六边形的母版单元可具有各种形状,且具有不同形状的母版单元可组合以构建规模化母版,只要母版单元的布置满足根据本发明的要求。优选地,具有非六边形的母版单元具有正方形、矩形或三角形,或梯形的形状、包含直角底角的轴对称五边形的形状或内角不等于90
°
的平行四边形的形状,或具有振荡曲线形式的弯曲边缘。
17.关于母版单元作出的这些陈述以类似方式适用于充当母版单元的模板的印模拼块。在一个进一步优选的实施方案中,印模拼块具有平面平坦形式,即它们没有弯曲,例如弯曲成圆柱形式。在一个同样优选的实施方案中,规模化母版的母版单元和规模化母版具有平面平坦形式,即它们没有弯曲,例如弯曲成圆柱形式。
18.尽管由印模拼块形成母版的方法一般是现有技术方法中已知的-但如上文提到-现有技术的规模化母版的拼贴母版单元之间的接缝外观和拼贴母版单元之间的接缝宽度通常质量不够好。据发现,对于现有技术的印模拼块的拼贴,其中由其用四个具有正方形或矩形形状并将它们的角会合在中点处由此形成十字接头(cross joint)的母版单元或拼块制造规模化母版,难以实现位置精度的控制。当根据现有技术的印模拼块在传送到压印站以转移,即压印所述多个印模拼块的图案以制造规模化母版时一起被推动或移动时,观察
到最后的印模拼块可能将其它印模拼块推向旁边,造成偏位和旋转的拼贴。此外,由于在薄弱的角上施加对准力(alignment forces),角可能容易受损。这是一个挑战,尤其是如果使用脆性易碎拼块,因为不应该有任何碎片或边角裂开。无需说,偏位和旋转的拼贴也分别转移到规模化母版和规模化母版的拼贴母版单元。
19.本发明的规模化母版的发明人发现,如果组装包含非六边形印模拼块的多个印模拼块以使组装的印模拼块之间的拼接线只有由相邻印模拼块的最多三个角会聚在一起而得的印模拼块之间的接点,即只有由最多三个印模拼块的顶点会合而得的接点,可减少或甚至避免印模拼块的偏位和旋转拼贴。当传送如此拼贴的印模拼块时,在接点处,在印模拼块的角或顶点上生成较低应变,没有发生印模拼块被推向旁边并获得高配位精度。同时,这些优点转移至规模化母版,其根据本发明由拼块形母版单元组成,其中相邻母版单元的毗邻边缘互相平行并且其中布置形成母版的母版单元以使母版单元之间的拼接线只有由相邻母版单元的最多三个角会聚在一起而得的母版单元之间的接点,即只有由最多三个版单元的顶点会合而得的接点。因此,在规模化母版单元中,母版单元具有高位置精度,以带来改进的接缝外观。
20.因此,根据本发明,对规模化母版和用于形成规模化母版的印模拼块组装件必不可少的是,组装的母版单元或组装的印模拼块之间的拼接线只有由相邻母版单元或组装的印模拼块的最多三个角会聚在一起,即彼此相遇而得的接点。此外,对母版单元和印模拼块必要的是,相邻母版单元和印模拼块各自的毗邻边缘互相平行。
21.母版单元的边缘可以是直的,可具有凸起、凹口等或可以是弯曲的。在任一情况下,重要的是,各相邻母版单元或印模拼块的毗邻边缘互相平行。具有非六边形并且没有振荡曲线形式的弯曲边缘的母版单元优选具有无任何凸起、凹口等的直边。
22.在弯曲边缘的情况下,边缘在一个优选实施方案中可具有振荡曲线的形式,在一个更优选的实施方案中具有正弦形式。在这种情况下,母版单元可具有四条边,且彼此相对的边可具有振荡形状,作为一个优选实例是正弦形状。也有可能只有一对彼此相对的边具有正弦形状,而另外两条边是直的。具有弯曲边缘的母版单元可在规模化母版的长度延伸方向上成列(in columns)布置或在垂直于长度方向的方向上成排(in rows)布置,其中一列或一排的母版单元分别表现出与相邻列和相邻排的母版单元的错位。由此实现了避免十字接点并且只获得根据本发明要求的由相邻母版单元的最多三个角会聚在一起而得的母版单元之间的接点。
23.在一个优选实施方案中,母版单元和用于形成它们的印模拼块可具有正方形或矩形形状和直边。在这种情况下,相邻母版单元或组装的印模拼块的最多三个角会合之处的接点具有t形。在该优选情况下,母版单元具有正方形或矩形形状,规模化母版可具有长度延伸且母版单元优选可在长度延伸方向上成排(in rows)布置,在一排内优选具有等尺寸母版单元,其中一排的母版单元表现出与邻排的母版单元的错位。
24.在一个同样优选的实施方案中,规模化母版具有长度延伸且母版单元可成排布置,在一排内优选具有等尺寸母版单元,这些排垂直于长度延伸方向延伸,其中一排的母版单元表现出与邻排的母版单元的错位。
25.在母版单元在规模化母版的长度延伸方向上成列布置或在垂直于长度延伸方向的方向上成排布置且其中一排的母版单元表现出与邻排的母版单元的错位的优选实施方
案中,进一步优选的是,该错位使得沿拼接线,接点与彼此具有至少10mm的距离。
26.母版单元优选可包含具有浮雕结构(relief structure)的有效区域。在一个优选实施方案中,有效区域可在各母版单元的整个表面上延伸,并因此可覆盖规模化母版单元的整个面积,由此形成规模化或大尺寸有效区域。结果,对于柔性印模,在一个优选实施方案中,柔性印模的整个面积也被具有浮雕结构的有效区域覆盖。在这种情况下,可通过从整个有效区域上切割出大尺寸片段而使柔性印模达到所需尺寸。替代性地,当使用完整的柔性印模生产具有微米结构和/或纳米结构的压印产品时,可从压印产品上切割出被大尺寸有效区域的大尺寸片段。
27.在一个进一步优选的实施方案中,有效区域可仅在各母版单元的一部分表面上延伸。在这种情况下,有效区域可具有各种形状。其可具有例如正方形或矩形或可以是圆形或椭圆形的。在母版单元在规模化母版的长度延伸方向上成列布置或在垂直于长度延伸方向的方向上成排布置且各母版单元包含仅在各母版单元的一部分表面上延伸的具有浮雕结构的有效区域的优选实施方案中,为了确保从最终大尺寸压印产品容易切割出多个拼贴产品,有效区域应该以直排(straight rows)和/或直列(straight columns)安置在规模化母版内。在这种情况下,有效区域优选布置在相应的母版单元内,并且相邻排和或列的母版单元之间的错位使得相邻母版单元的有效区域以小于+/-1mm的配位精度在直排和/或直列中对齐。更优选地,有效区域布置在相应的母版单元内并且相邻排的母版单元之间的错位使得相邻母版单元的有效区域以小于+/-100μm的配位精度,最优选以小于+/-20μm的配位精度对齐。
28.在一个进一步优选的实施方案中,母版单元可具有三角形状或梯形形状,且规模化母版具有在母版单元之间的y形接点。同样地,在一个进一步优选的实施方案中,印模拼块可具有三角形状或梯形形状,且印模拼块组装件具有在拼贴印模之间的y形接点。
29.本发明的规模化母版可包含具有不同的非六边形的母版单元,只要母版单元之间的拼接线只有由相邻母版单元的最多三个角会聚在一起而得的母版单元之间的接点。此外,本发明的规模化母版可优选由具有三角形状的母版单元和具有梯形形状的母版单元一起组成。在这种情况下,在一个优选实施方案中,规模化母版可包含具有等腰三角形的形状的母版单元和具有等腰梯形的形状的母版单元,其中等腰三角形和等腰梯形具有相同的底角并且其中母版单元在规模化母版的长度延伸方向上或在垂直于这种长度延伸的方向上成排布置,且等腰三角形和等腰梯形以交替顺序布置在该排内。
30.在一个进一步优选的实施方案中,规模化母版可由具有三角形状的母版单元和具有梯形形状的母版单元组成,且印模拼块组装件可由具有三角形状的印模拼块和具有梯形形状的印模拼块组成。在这种情况下,优选地,规模化母版和印模拼块组装件可分别优选由至少一个由两个等尺寸直角梯形和一个等腰三角形形成的正方形或矩形元件组成,其中等腰三角形的底角和与等腰三角形的底角相邻的直角梯形的底角一起形成直角。
31.在进一步的实施方案中,规模化母版由具有正六边形或沿一个对称方向拉伸的六边形的形状的母版单元与具有包含直角底角的轴对称五边形的形状的母版单元和直角梯形的母版单元的组合组成。六边形、五边形和直角梯形优选在它们的尺寸和它们的轮廓上匹配并布置得到具有矩形形式的规模化母版。
32.本发明的规模化母版特别适用于制造要用于压印微米结构和纳米结构的柔性印
joint)或十字接点(cross junction)6。印模拼块2、3、4、5可包含具有浮雕结构的有效区域7,其在本情况中覆盖印模拼块2、3、4、5的表面的一部分并具有与印模拼块2、3、4、5的边缘8a平行的边缘。最初,四个印模拼块2、3、4、5布置为相邻印模拼块的毗邻边缘8a互相平行并且在印模拼块的毗邻边缘8a之间形成的拼接线8b(也称为缝合线或接缝)均匀并且良好受控。
48.当图1的现有技术印模拼块组装件1的印模拼块2、3、4、5在传送到压印站以转移(即压印所述多个印模拼块的图案以制造规模化母版)时一起被推动或移动时,最后的印模拼块4和5可能将其它印模拼块2、3推向旁边,以造成偏位和旋转的拼贴。应该提到,对于如图1中所示的这种印模拼块组装件,可能在拼贴工艺本身的过程中,即在将印模拼块彼此相邻布置时已产生偏位和旋转的拼贴。如图2中所示,这导致印模拼块2、3、4、5之间的不均匀间隙9、10和在十字接点6的角处的高应变水平。当由具有偏位和旋转的拼贴和不均匀间隙的这种印模拼块组装件1制造大面积规模化母版时,规模化母版也将表现出相同的缺陷。
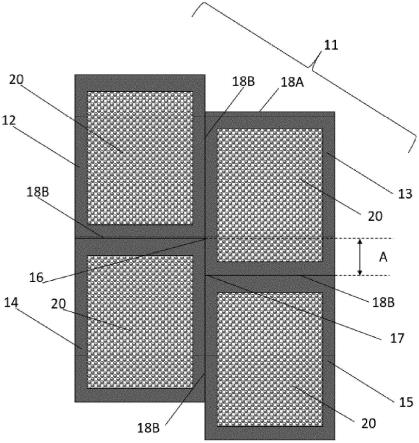
49.图3显示根据本发明的规模化母版11,其由四个具有矩形和直边的母版单元12、13、14、15组成。母版单元12、13、14、15成列布置以使相邻母版单元12、13、14、15的毗邻边缘互相平行。布置形成规模化母版11的母版单元12、13、14、15以使母版单元12、13、14、15之间的拼接线18b只有在母版单元12、13、14、15之间的接点16、17,在此相邻母版单元的三个角会聚在一起,以使接点16和17具有t形。这对于图3的规模化母版11通过布置母版单元12、13、14、15以使一排的母版单元12、14表现出与邻排的母版单元13、15的错位而实现。通过这种错位,还实现了沿拼接线18b,接点16和17与彼此具有距离a。
50.在制造图3的规模化母版的方法中,使用印模拼块组装件,其由具有规模化母版11的母版单元的纹理的负像的、具有相同配置或反向配置的印模拼块组成。这意味着用于制造图3的规模化母版11的印模拼块组装件也具有矩形、在长度延伸方向上成排布置,其中一排的组装印模拼块表现出与邻排的组装印模拼块的错位,以产生接点,在此相邻印模拼块的仅三个角会合,以使接点具有t形。如果这样的组装件的印模拼块在传送到压印站以转移(即压印所述多个印模拼块的图案以制造规模化母版时一起被推动或移动),则在接点处,在印模拼块的角或顶点上生成较低应变,没有发生印模拼块被推向旁边并获得高配位精度。
51.同时,这些优点转移至规模化母版11。图3的规模化母版的四个母版单元12、13、14、15因此布置为相邻印模拼块的毗邻边缘18a互相平行并且在母版单元12、13、14、15之间形成的拼接线18b(也称为缝合线或接缝)因此均匀并且良好受控。
52.如已经对图1和2的印模拼块2、3、4、5显示,图3的规模化母版11的母版单元12、13、14、15也可包含具有浮雕结构的有效区域20,其在本情况中覆盖母版单元12、13、14、15的表面的一部分并具有与母版单元12、13、14、15的边缘8a平行的边缘。
53.图4显示本发明的另一规模化母版11'。如同图3的规模化母版11,图4的规模化母版11'由四个具有矩形和直边的母版单元12'、13'、14'、15'组成。母版单元12'、13'、14'、15'也包含具有浮雕结构的有效区域20'、20”、20”'、20"",其覆盖母版单元12'、13'、14'、15'的表面的一部分并具有与母版单元12'、13'、14'、15'的边缘平行的边缘。母版单元12'、13'、14'、15'成列布置以使相邻母版单元12'、13'、14'、15'的毗邻边缘18a'互相平行。布置形成规模化母版11'的母版单元12'、13'、14'、15'以使母版单元12'、13'、14'、15'之间的拼
接线18b'只有接点16'、17',在此相邻母版单元的三个角会聚在一起,以使接点16'、17'具有t形。
54.不同于形成图11的规模化母版的母版单元,图4的规模化母版11'的母版单元12'、13'、14'、15'具有不同尺寸,同时母版单元12'、13'、14'、15'中的有效区域的尺寸对于所有母版单元是相同的。为了确保从最终大尺寸压印产品容易切割出多个拼贴产品,有效区域20'、20”、20”'、20""以直排(straight rows)和/或直列(straight columns)安置在规模化母版11'内,且有效区域20'、20”、20”'、20""布置在相应的母版单元内,并且相邻排和或列的母版单元之间的错位使得相邻母版单元的有效区域以所需配位精度在直排和/或直列中对齐,配位精度在图4中显示为距离b和c。根据本发明,配位精度优选小于+/-1mm。
55.图5显示根据本发明的规模化母版100的一个实施方案,其由三个具有等腰三角形形式的等尺寸母版单元101,102,103组成,且规模化母版100具有在母版单元101,102,103之间的y形接点104。规模化母版100的母版单元101,102,103布置形成规模化母版100以使等腰三角形的腰互相贴合。
56.图5的规模化母版100具有覆盖规模化母版100的整个表面的有效区域。
57.在图6中,显示根据本发明的规模化母版200,其具有矩形并由两个等尺寸直角梯形201、202和一个等腰三角形203形成,其中等腰三角形203的底角α1、α2和与等腰三角形203的底角α1、α2相邻的直角梯形201,202的底角β1、β2一起形成直角。图6的规模化母版200也具有覆盖规模化母版200的整个表面的有效区域。
58.在图7中,显示规模化母版300,其由具有沿一个对称方向拉伸的正六边形的形状的母版单元301、具有包含直角底角的轴对称五边形的形状的母版单元302和具有直角梯形的形式的母版单元303和最后具有等腰梯形的形式的母版单元304的组合形成。六边形、五边形、直角梯形和等腰梯形在它们的尺寸和它们的轮廓上匹配并布置得到矩形形式。对于图7的规模化母版单元,母版单元301,302,303,304之间的拼接线305只有接点306,在此相邻母版单元的三个角会聚在一起,所述接点具有y形。
59.如点标记所示,图7的规模化母版300也具有覆盖规模化母版300的整个表面的有效区域。
60.在图8中示意性显示可由柔性印模获得的压印产品400,所述柔性印模又由图7中所示的规模化母版制成。压印产品400在其整个表面上具有有效区域。对于图7的规模化母版存在于母版单元之间的拼接线305在最终压印产品400上也可见为接缝、边界线(boarders)或缝合线401。
61.如图8中的虚线402所示,可沿虚线403从压印产品400上切割大尺寸压印结构402。
62.在图9中所示的进一步实施方案中,可由压印产品500获得多个较小压印结构502,压印产品500对应于图8中所示的压印产品400。仍如图9中的虚线503、504所示,可从压印产品500上切割片段502,其尺寸小于源自规模化母版的母版单元的拼块(其是压印结构的最终来源并可见为被缝合线501包围的拼块)。压印结构502可通过首先沿线503和随后沿线504切割压印产品500而获得。因此,如图9中所示,如图7中所示的规模化母版可用于在一个复制周期中可复制多个产品(即多个较小压印结构)的制造方法。
63.图10显示来源于与图7中所示类似的规模化母版的压印产品600的一个实施方案。不同于图7中所示的规模化母版,构成图10中的压印产品600的基础的规模化母版的母版单
元各自具有仅覆盖母版单元的一部分表面的矩形有效区域。因此,图10中所示的压印产品600也具有在被缝合线602包围的拼块内的矩形有效区域片段601。压印结构603可通过首先沿线604和随后沿线605切割压印产品600而获得。因此,也如图10中所示,与图7中所示类似的规模化母版可用于在一个复制周期中可复制多个产品(即多个较小压印结构)的制造方法。
64.图11显示具有弯曲的上缘和下缘701、702的规模化母版700的一个实例,所述规模化母版700由成排布置的拼贴母版单元703组成。母版单元703在两个相对侧具有振荡或正弦形式的边缘704、705。母版单元703的另外两个边缘706、707和规模化母版700的另外两个边缘708、709是直的。由一排的母版单元的正弦边缘704、705形成的正弦线与由邻排的母版单元的正弦边缘704、705形成的正弦线平行走向。一排的母版单元703的直边706、707具有相对于邻排的母版单元703的直边706、707的错位。借此,沿母版单元703之间的正弦拼接线,仅存在母版单元703之间的接点710,在此相邻母版单元703的两个角会聚在一起并与第三母版单元的连续正弦边缘704、705会合。在图11的规模化母版703中,母版单元703具有有效区域711的矩形段。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1