预涂覆钢坯件和相关联的坯件的激光切割的制作方法
1.本发明涉及用于由预涂覆钢带生产预涂覆钢坯件的方法,该预涂覆钢带包括钢基材,该钢基材在其面中的至少一个面上具有预涂覆层,该预涂覆层包括金属间合金层以及在金属间合金层之上延伸的金属层,该金属层为铝的层、铝合金的层或铝基合金的层。
背景技术:
2.用于机动车辆的钢部件可以使用以下方法来生产。首先,提供通常通过热浸涂覆而获得的预涂覆钢带,并且通过激光切割将预涂覆钢带切割成坯件。然后经由通过激光烧蚀将邻近切割边缘的除去区中的金属层除去来使各个坯件准备用于焊接,并且将由此准备的坯件激光焊接在一起以产生焊接坯件。然后,对该焊接坯件进行热冲压和压制硬化以获得最终部件。
3.这样的钢部件特别地用于汽车工业中,并且更特别地用于制造防侵入部件、结构部件或者有助于机动车辆安全的部件。
4.使用激光切割来准备各个钢坯件提供了许多工业优势,比如非常好的切割面品质、获得非常高几何精度的切割形状的可能性以及加工非常高强度钢的可能性。激光切割比机械切割提供更多的灵活性,这是因为不需要生产用于改变坯件形状的新的切割模具。
5.可以对已经从钢卷上机械切割下来的坯件执行激光切割。也可以直接对钢卷执行激光切割,在这种情况下,激光切割也被称为激光冲裁。由于用于激光切割的高功率工业激光器的出现,激光冲裁正成为工业中的可行选择,有利地免除了对钢卷执行的中间机械切割步骤。
6.然而,激光切割也存在一些限制。这些限制中的一种限制是在对镀铝的压制硬化钢进行激光切割的情况下在切割边缘上存在铝。
7.这种未通过后续的激光烧蚀过程除去的铝在激光焊接期间被引入到焊接金属区中,并导致焊接金属区中的铝含量增加。铝是基体中的固溶体中的铁素体形成元素,并且因此防止在热成型之前的步骤期间发生转变为奥氏体。因此,不再可能在热成型之后的冷却期间在焊接接合部中获得完全马氏体或贝氏体组织,并且焊接接合部将包含铁素体。
8.因此,在压制硬化之后,钢部件的焊接接合部表现出比两个相邻坯件的硬度和机械强度低的硬度和机械强度。
9.可以机械地清洁边缘,以便除去铝污染物。然而,本发明人已经发现,当使用现有技术中已知的激光切割参数时,难以机械地去除切割边缘上的铝污染物,这是因为铝颗粒对切割边缘表现出高的粘附性。因此,有必要实施代价大的措施,比如对边缘进行擦磨或研磨,以确保有效地除去铝污染物。这意味着制造商需要投资于特定的工具,并需要将其部分生产时间和车间空间专用于这个特定任务。
10.术语“刷磨”指的是使用配备有硬刷毛的刷子对边缘进行清洁的过程。通常使用沿着边缘移动的旋转刷子。术语“擦磨”指的是使用磨料带对边缘进行清洁的过程,该磨料带在边缘上使用一定量的正常力擦磨边缘,以获得期望的结果。术语“研磨”指的是通过以例
如0.1mm至0.3mm的深度铣削边缘来对边缘进行清洁的过程。就加工成本和维护成本而言,刷磨比擦磨和研磨更容易实施和维护,并且实施和维护成本更低。
11.出版物pct/ep2016/082267公开了一种通过调节激光切割参数来使沉积在激光切割边缘上的铝的量最小化的方法。这种方法的缺点是使得降低切割生产率,从而增加了生产成本。
技术实现要素:
12.本发明的目的中的一个目的是提供一种生产预涂覆钢坯件的方法,该预涂覆钢坯件具有切割边缘表面,该切割边缘表面能够容易进行清洁,以将铝污染物除去至后续的焊接操作可接受的水平。本发明的另一目的是提供一种生产预涂覆钢坯件的方法,该预涂覆钢坯件具有切割边缘表面,该切割边缘表面可以直接用于激光焊接,而不需要额外的清洁。
13.为此目的,本发明涉及一种用于生产预涂覆钢坯件的方法,该方法包括以下连续步骤:
[0014]-提供预涂覆钢带,该预涂覆钢带包括钢基材,该钢基材在其主面中的至少一个主面上具有预涂覆层,该预涂覆层包括金属间合金层以及在所述金属间合金层之上延伸的金属层,该金属层是铝的层、铝合金的层或铝基合金的层,
[0015]-对所述预涂覆钢带进行激光切割,以便获得至少一个预涂覆钢坯件,所述预涂覆钢坯件包括由激光切割操作产生的激光切割边缘表面,所述激光切割边缘表面包括基材部分和预涂覆层部分,
[0016]
其中,激光切割实施成使得由切割操作直接产生的激光切割边缘的基材部分具有以重量计大于或等于15%的氧含量。
[0017]
本发明人已经发现,上面所描述的方法允许生产经激光切割的预涂覆钢坯件,对于所述经激光切割的预涂覆钢坯件,由切割工艺产生的边缘上的铝污染物易于在随后的刷磨操作中除去。本发明人还发现,这种预涂覆钢坯件可以直接用于激光焊接,而无需在焊接之前对边缘进行刷磨。
[0018]
根据本发明的其他可选特征,单独考虑或根据任何可能的技术组合来考虑:
[0019]-使用包含以重量计至少10%的氧气、并且最优选地包含以重量计至少18%的氧气的辅助气体来执行激光切割。
[0020]-使用纯氧气作为辅助气体来执行激光切割。
[0021]-用于激光切割操作的激光的线性能量与辅助气体的以体积%计的氧含量的乘积大于或等于0.09kj/cm。
[0022]-在激光切割之后,对激光切割边缘的至少一部分执行刷磨操作,以形成经刷磨的切割边缘,所述经刷磨的切割边缘包括经刷磨的基材部分以及至少一个经刷磨的预涂覆层部分。
[0023]-经刷磨的基材部分的以重量计的铝含量小于6.0%。
[0024]-经刷磨的切割边缘在激光切割边缘的整个长度上延伸。
[0025]-经刷磨的切割边缘仅在激光切割边缘的一部分上延伸。
[0026]-用于激光切割操作的激光的线性能量与辅助气体的以体积%计的氧含量的乘积大于或等于0.03kj/cm。
[0027]
本发明还涉及一种用于制造焊接坯件的方法,该方法包括以下步骤:
[0028]-生产第一预涂覆钢坯件和第二预涂覆钢坯件,使用上面所描述的方法生产第一预涂覆钢坯件和第二预涂覆钢坯件中的至少一个预涂覆钢坯件,以在预涂覆钢坯件中的至少一个预涂覆钢坯件上形成激光切割边缘或经刷磨的切割边缘;
[0029]-将第一预涂覆钢坯件的焊接边缘对接焊接至第二预涂覆钢坯件的焊接边缘,以便在所述预涂覆钢坯件之间产生焊接接合部,从而获得焊接坯件,由此对接焊接步骤包括将第一预涂覆钢坯件和第二预涂覆钢坯件布置成使得预涂覆钢坯件中的至少一个预涂覆钢坯件的激光切割边缘是焊接边缘的步骤。
[0030]
根据本发明的其他可选的特征,单独考虑或根据任何可能的技术组合来考虑:
[0031]-焊接操作是激光焊接操作。
[0032]-在对接焊接步骤之前,存在下述步骤:对于第一预涂覆钢坯件和第二预涂覆钢坯件中的至少一个预涂覆钢坯件,将与所述预涂覆钢坯件的焊接边缘相邻的除去区中的金属层除去。
[0033]-使用激光束来执行金属层的除去。
[0034]-在除去步骤期间,金属间合金层以其高度的至少一部分留在除去区中。
[0035]-使用充填焊丝或粉末添加物来执行激光焊接。
[0036]-充填焊丝或粉末包含奥氏体形成合金元素。
[0037]
本发明还涉及一种用于制造压制硬化钢部件的方法,该方法包括以下连续步骤:
[0038]-实施上面所描述的方法以便获得焊接坯件;
[0039]-对所述焊接坯件进行加热,以便在所述焊接坯件获得至少部分奥氏体组织;
[0040]-在压制机中对该焊接坯件进行热成型以获得压制成型钢部件;以及
[0041]-在该压制机中将该钢部件冷却,以便获得压制硬化钢部件。
[0042]
根据本发明的其他可选特征,单独考虑或根据任何可能的技术组合来考虑:
[0043]-冷却速率等于或大于钢坯件的临界马氏体或贝氏体冷却速率。
[0044]
本发明还涉及一种预涂覆钢坯件,该预涂覆钢坯件包括:
[0045]-钢基材部分,该钢基材部分在其面中的至少一个面上具有预涂覆层部分,该预涂覆层部分包括金属间合金层部分以及在金属间合金层部分之上延伸的金属层部分,该金属层部分是铝的层、铝合金的层或铝基合金的层,预涂覆钢坯件的厚度包括在0.5mm与5mm之间,以及
[0046]-至少一个激光切割边缘表面,所述至少一个激光切割边缘表面在预涂覆钢坯件的面之间延伸并且包括基材区域以及至少一个预涂覆区域,
[0047]
其中,激光切割边缘的基材区域具有以重量计大于或等于15%的氧含量以及以重量计小于或等于6.0%的铝含量。
[0048]
本发明还涉及一种预涂覆钢坯件,该预涂覆钢坯件包括:
[0049]-钢基材部分,该钢基材部分在其面中的至少一个面上具有预涂覆层部分,该预涂覆层部分包括金属间合金层部分以及在金属间合金层部分之上延伸的金属层部分,该金属层部分是铝的层、铝合金的层或铝基合金的层,预涂覆钢坯件的厚度包括在0.5mm与5mm之间,以及
[0050]-至少一个经刷磨的切割边缘表面,所述至少一个经刷磨的切割边缘表面在预涂
覆钢坯件的面之间延伸并且包括经刷磨的基材区域以及至少一个经刷磨的预涂覆区域,
[0051]
其中,经刷磨的基材区域的以重量计的氧含量大于或等于0.5%,并且经刷磨的基材区域的以重量计的铝含量小于6.0%。
[0052]
本发明还涉及一种焊接坯件,该焊接坯件至少包括:
[0053]-第一预涂覆钢坯件和第二预涂覆钢坯件,每个预涂覆钢坯件包括钢基材部分,该钢基材部分在其面中的至少一个面上具有预涂覆层部分,该预涂覆层部分包括金属间合金层部分以及在金属间合金层部分之上延伸的金属层部分,该金属层部分是铝的层、铝合金的层或铝基合金的层,预涂覆钢坯件的厚度包括在0.5mm与5mm之间,以及
[0054]-焊接区,所述焊接区将所述第一预涂覆钢坯件与第二预涂覆钢坯件连结,
[0055]
其中,焊接区的以重量计的铝含量小于或等于0.3%,并且其中,焊接区包含直径小于或等于2微米的以体积计至少0.2%的氧化铝颗粒。
[0056]
根据其他可选特征:
[0057]-焊接区包含直径小于或等于2微米的以体积计至少0.4%的氧化铝颗粒。
[0058]
本发明还涉及一种通过根据上面所描述的方法对焊接坯件进行压制硬化而制成的压制硬化部件。
附图说明
[0059]
本发明的其他方面和优势将在阅读借助于示例给出并参照附图做出的以下描述时变得明显,在附图中:
[0060]-图1是沿垂直于预涂覆钢带的纵向方向截取的该带的示意性横截面图;
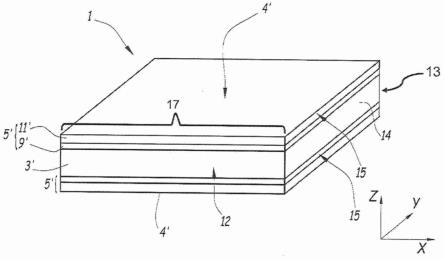
[0061]-图2是预涂覆钢坯件的示意性立体图;
[0062]-图3是图2的预涂覆钢坯件的示意性侧视图;
[0063]-图4是在激光切割步骤之后被执行刷磨操作的预涂覆钢坯件的示意性侧视图;
[0064]-图5是包括有除去区的预涂覆钢坯件的示意性立体图;
[0065]-图6a和图6b是在激光切割操作之后并且在对钢坯件进行任何进一步处理之前的根据本发明的预涂覆钢坯件的激光切割边缘的横截面观测结果。图6a示出了激光切割边缘表面上的铝图谱,图6b示出了激光切割边缘表面上的氧图谱;
[0066]-图7a和图7b是根据本发明的预涂覆钢坯件在已经被刷磨之后的经刷磨的切割边缘的横截面观测结果。图7a示出了激光切割边缘表面上的铝图谱,图7b示出了激光切割边缘表面上的氧图谱;
[0067]-图8是包括焊接接合部和两个预涂覆钢坯件的根据本发明的焊接坯件的横截面观测结果,其示出了焊接接合部上的硬度演化;
[0068]-图9是具有焊接坯件的焊接接合部的铝图谱的横截面观测结果,其中,在激光切割步骤与焊接步骤之间,未对预涂覆钢坯件中的每个预涂覆钢坯件的激光切割边缘表面进行刷磨;
[0069]-图10是具有根据本发明的焊接坯件的焊接接合部的铝图谱的横截面观测结果,其中,在激光切割步骤与焊接步骤之间,对预涂覆钢坯件中的每个预涂覆钢坯件的激光切割边缘表面进行刷磨;
[0070]-图11是在激光切割之后不执行刷磨的情况下的激光切割边缘的铝重量含量的曲
线图;
[0071]-图12是在激光切割之后执行刷磨的情况下的经刷磨的切割边缘的铝重量含量的曲线图。
具体实施方式
[0072]
本发明涉及用于生产预涂覆钢坯件1的方法。
[0073]
该方法包括提供如以图1中的横截面所示出的预涂覆钢带2的第一步骤。
[0074]
如图1中所示出的,预涂覆钢带2包括金属基材3,金属基材3在其面中的至少一个面上具有预涂覆层5。预涂覆层5叠覆在基材3上并与基材3接触。
[0075]
金属基材3更特别地是钢基材。
[0076]
基材3的钢更特别地是具有铁素体-珠光体显微组织的钢。
[0077]
基材3有利地由预期用于热处理的钢、更特别地可压制硬化钢制成,并且例如由锰-硼钢、比如22mnb5型钢制成。
[0078]
根据一个实施方式,基材3的钢按重量计包含:
[0079]
0.10%≤c≤0.5%
[0080]
0.5%≤mn≤3%
[0081]
0.1%≤si≤1%
[0082]
0.01%≤cr≤1%
[0083]
ti≤0.2%
[0084]
al≤0.1%
[0085]
s≤0.05%
[0086]
p≤0.1%
[0087]
b≤0.010%
[0088]
其余是铁和制造时产生的杂质。
[0089]
更特别地,基材3的钢按重量计包含:
[0090]
0.15%≤c≤0.25%
[0091]
0.8%≤mn≤1.8%
[0092]
0.1%≤si≤0.35%
[0093]
0.01%≤cr≤0.5%
[0094]
ti≤0.1%
[0095]
al≤0.1%
[0096]
s≤0.05%
[0097]
p≤0.1%
[0098]
b≤0.005%
[0099]
其余是铁和制造时产生的杂质。
[0100]
根据替代性方案,基材3的钢按重量计包含:
[0101]
0.040%≤c≤0.100%
[0102]
0.80%≤mn≤2.00%
[0103]
si≤0.30%
[0104]
s≤0.005%
[0105]
p≤0.030%
[0106]
0.010%≤al≤0.070%
[0107]
0.015%≤nb≤0.100%
[0108]
ti≤0.080%
[0109]
n≤0.009%
[0110]
cu≤0.100%
[0111]
ni≤0.100%
[0112]
cr≤0.100%
[0113]
mo≤0.100%
[0114]
ca≤0.006%,
[0115]
其余是铁和制造时产生的杂质。
[0116]
根据替代性方案,基材3的钢按重量计包含:
[0117]
0.24%≤c≤0.38%
[0118]
0.40%≤mn≤3%
[0119]
0.10%≤si≤0.70%
[0120]
0.015%≤al≤0.070%
[0121]
0%≤cr≤2%
[0122]
0.25%≤ni≤2%
[0123]
0.015%≤ti≤0.10%
[0124]
0%≤nb≤0.060%
[0125]
0.0005%≤b≤0.0040%
[0126]
0.003%≤n≤0.010%
[0127]
0.0001%≤s≤0.005%
[0128]
0.0001%≤p≤0.025%
[0129]
其中,钛含量和氮含量满足以下关系:
[0130]
ti/n》3.42,
[0131]
并且碳含量、锰含量、铬含量和硅含量满足以下关系:
[0132][0133]
该钢可选地包括以下元素中的一种或更多种元素:
[0134]
0.05%≤mo≤0.65%
[0135]
0.001%≤w≤0.30%%
[0136]
0.0005%≤ca≤0.005%
[0137]
其余是铁以及制造时不可避免地产生的杂质。
[0138]
根据基材3的期望厚度,可以通过热轧以及/或者通过冷轧随后退火,或者通过任何其他适当的方法来获得基材3。
[0139]
基材3通常具有包括在0.5mm与5mm之间的厚度。
[0140]
预涂覆层5通过热浸涂覆、即通过将基材3浸入到熔融金属熔池中来获得。预涂覆层5包括与基材3接触的金属间合金层9以及在金属间合金层9之上延伸的金属层11。
[0141]
金属间合金层9通过基材3与熔池的熔融金属之间的反应形成。金属间合金层9包括金属间化合物,该金属间化合物包括来自金属层11的至少一种元素以及来自基材3的至少一种元素。
[0142]
金属间合金层9的厚度一般为几微米的量级。特别地,金属间合金层9的平均厚度通常包括在2微米与7微米之间。
[0143]
金属层11的成分与熔池中的熔融金属的成分接近。金属层11通过在热浸涂覆期间当带行进通过熔融金属熔池时由所述带携带走的熔融金属形成。
[0144]
金属层11的厚度例如包括在19μm与33μm之间或在10μm与20μm之间。
[0145]
金属层11为铝的层、或铝合金的层或者铝基合金的层。
[0146]
在该上下文中,铝合金是指包括按重量计大于50%的铝的合金。铝基合金是按重量计铝是主要元素的合金。
[0147]
金属间合金层9包括fex-aly型的金属间化合物,并且更特别地包括fe2al5的金属间化合物。
[0148]
专利ep 2 007 545中特别地公开了一种通过热浸涂覆获得的预涂覆层5的特定组织。
[0149]
根据一个实施方式,金属层11为还包含硅的铝合金的层。
[0150]
根据一个示例,金属层11按重量计包含:
[0151]-8%≤si≤11%,
[0152]-2%≤fe≤4%,
[0153]
其余是铝和可能的杂质。
[0154]
有利地,如图1中所图示的,基材3在其面的两个面上均设置有如上面所描述的预涂覆层5。
[0155]
用于生产预涂覆钢坯件1的方法还包括通过激光切割来切割所述预涂覆钢带2以便获得至少一个预涂覆钢坯件1的步骤。
[0156]
图2是这样的预涂覆钢坯件1的立体示意图。
[0157]
预涂覆钢坯件1包括基材部分3’以及至少一个预涂覆层部分5’,预涂覆层部分5’包括金属间合金层部分9’和金属层部分11’。
[0158]
预涂覆钢坯件1还包括两个相反主面4’以及围绕坯件1的外围在面4’之间延伸的外围边缘12。外围边缘12的长度等于坯件1的周长。外围边缘12的高度h等于坯件1的厚度。
[0159]
在本专利申请的上下文中,元件的高度是该元件沿着预涂覆坯件1的厚度的方向(附图中的z方向)获得的尺寸。
[0160]
外围边缘12基本上垂直于面4’延伸。在该上下文中,“基本上”是指外围边缘12相对于面4’中的一个面4’以包括在50
°
与90
°
之间的角度延伸。外围边缘12相对于面4’的角度可以沿着坯件1的外围变化。
[0161]
在图2中所示出的示例中,外围边缘12具有包括四个直边的基本上矩形的轮廓。然而,根据应用,可以使用任何其他轮廓。
[0162]
外围边缘12包括由激光切割操作产生的激光切割边缘表面13。
[0163]
激光切割边缘表面13在预涂覆钢坯件1的面4’之间从一个面4’延伸至另一面4’。激光切割边缘表面13在外围边缘12的整个高度h上延伸。
[0164]
有利地,预涂覆钢坯件1通过沿着其整个轮廓的激光切割来获得。在这种情况下,外围边缘12包含激光切割边缘表面13。激光切割边缘表面13因此围绕坯件1的整个外围延伸。根据替代性方案,切割边缘表面13仅在外围边缘12的长度的一部分上延伸。在这种情况下,外围边缘12的其余部分可以与带2的原始侧面边缘一致。
[0165]
在本专利申请的上下文中,元件的长度是该元件在预涂覆钢带2的给定面4’的平面中的尺寸。激光切割边缘表面13的长度因此特别地对应于激光切割边缘表面13沿着激光切割期间激光束的路径的尺寸。
[0166]
如在图2和图3中可以看出,激光切割边缘表面13包括基材部分14以及至少一个预涂覆层部分15。基材部分14与基材3’的位于激光切割边缘表面13处的表面相对应。预涂覆层部分15与预涂覆层5’的位于激光切割边缘表面13处的表面相对应。预涂覆层部分15基本上由预涂覆层5’的材料构成。
[0167]
预涂覆钢坯件1的厚度与预涂覆钢带2的厚度相同。预涂覆钢坯件1的厚度包括在1.0mm与5mm之间、更特别地在1.0mm与3.0mm之间、更特别地在1.0mm与2.5mm之间、并且甚至更特别地在1.2mm与2.5mm之间。
[0168]
在激光切割步骤期间,将激光切割装置的激光束沿着预定路径施加至钢带2以便获得激光切割边缘表面13。该预定路径在坯件1的面4’的平面中延伸。
[0169]
在特定的实施方式中,用于激光切割的激光有利地是连续激光。
[0170]
根据本发明,激光切割边缘13的基材部分14示出了大于15%的氧重量含量。
[0171]
应当注意的是,边缘上的氧重量含量被定义为通过使用集成在扫描电子显微镜(scanning electron microscope)上的能量色散光谱检测器(energy dispersive spectroscopy detector)的常规测量所测量的重量含量。这种测量技术通常测量表面下方达到大约1微米深度的元素浓度。在随后的描述中,相同的定义用于边缘上的铝含量。
[0172]
在上下文中,“直接产生”特别地意指在激光切割装置的激光束已经从预涂覆钢带2切割预涂覆钢坯件1之后、并且特别地在对预涂覆钢坯件1的切割边缘表面13进行任何进一步的步骤之前、例如在切割边缘表面13的诸如刷磨、机加工、铣削、喷砂或剥离之类的可能精加工步骤之前立即测量铝的分数或比率。
[0173]
在特定的实施方式中,激光切割边缘13的基材部分14的以重量%计的铝含量小于或等于6.0%。
[0174]
有利的是,激光切割边缘表面13延伸的长度等于至少3mm,并且更特别地为至少10mm。
[0175]
例如,在图2中所示出的示例中,其中,预涂覆钢坯件1具有矩形轮廓,激光切割边缘表面13在矩形的一条或更多条边上延伸。
[0176]
使用包含以绝对体积计至少10%的氧气的辅助气体实施激光切割。例如,使用空气作为辅助气体执行激光切割,空气包含按重量计19%与21%之间的氧气,余量主要为氮气。例如,使用纯氧气作为辅助气体执行激光切割。有利的是,与使用惰性气体、比如纯氮气或氩气作为辅助气体的激光切割工艺相比较,通过使用包含氧气的辅助气体,可以提高激光切割操作的生产率。这是由于在氧气与铁之间以及可能在氧气与铝之间发生的放热反
应。
[0177]
应当注意的是,在当前的上下文中,纯氧气被定义为具有以绝对体积计高于99%的氧含量的气体。
[0178]
在切割操作期间,包含在带2的预涂覆层5中的铝被激光所产生的热量加热并熔化。因此,熔融金属铝具有流动到激光切割边缘13上的趋势,从而使用铝污染了激光切割边缘13,如先前所解释的,在激光切割边缘13被结合到焊接接合部中的情况下,这对焊接部的后续强度是潜在有害的。
[0179]
根据实施方式,如图4中所描绘的,在激光切割操作之后,对激光切割边缘13的至少一部分执行刷磨操作,以形成经刷磨的切割边缘17。例如,刷磨操作可以使用以下参数来执行:
[0180]-刷子旋转速度:1180rpm
[0181]-刷子参照:nh-s 80
[0182]
所述经刷磨的切割边缘17包括经刷磨的基材部分18以及至少一个经刷磨的预涂覆层部分19。例如,在当预涂覆钢坯件1具有矩形轮廓的情况下,经刷磨的切割边缘17可以仅在矩形的边中的一些边上延伸,并且例如仅在矩形的一条边上延伸。
[0183]
根据实施方式,经刷磨的切割边缘17在激光切割边缘13的整个长度上延伸,在这种情况下,经刷磨的切割边缘17的长度等于激光切割边缘13的长度。
[0184]
刷磨操作的目的是除去沉积在激光切割边缘13上并由激光切割操作直接产生的污染物。特别地,刷磨操作的目的是除去激光切割边缘13上的由激光切割操作产生的铝污染物。
[0185]
根据实施方式,经刷磨的基材部分18的以重量计的铝含量小于6.0%。由于刷磨操作,存在于边缘上并由激光切割操作产生的铝污染物可以至少部分被除去。令人惊讶的是,本发明人已经发现,与当使用惰性气体作为辅助气体执行激光切割操作相比较,当使用包含以体积计的至少10%的氧气的辅助气体时,通过刷磨从激光切割边缘13除去铝污染物更容易。
[0186]
虽然不希望被任何理论所束缚,但是在辅助气体中使用显著量的氧气可能导致在激光切割边缘13上形成氧化铝,所述氧化铝与金属铝相比对边缘具有较低的粘附性,所述金属铝将由于在惰性气体下进行切割而存在于边缘上,在惰性气体下进行切割的过程中,由切割操作所产生的热量产生的熔融铝不暴露于氧气,并且因此保持金属未氧化或仅轻微氧化的形式。由于激光切割边缘13上的氧化铝的较低的粘附性,在根据本发明通过激光切割获得预涂覆钢坯件1的情况下,刷磨操作更有效。
[0187]
本发明人还已观察到,由根据本发明的激光切割操作产生的激光切割边缘13呈现出明显的视觉外观,这不同于使用惰性气体作为辅助气体的经激光切割的预涂覆钢坯件的视觉外观。特别地,激光切割边缘13具有偏蓝色或者甚至黑色的色调,这是由于氧化金属颗粒的存在,氧化金属颗粒比如为来自钢带2的预涂覆层5的氧化铝以及来自钢带2的基材3的氧化铁以及其他氧化金属元素、比方说例如锰。这种特定的视觉外观可能被不经意的观察者理解为差品质的标志,这将阻止应用本发明的所描述的工艺来获得良好品质的预涂覆钢坯件1。然而,如先前所解释的,使用包含以体积计超过10%的氧气的辅助气体进行激光切割以产生具有基材区域14——该基材区域14包含以重量计至少15%的氧气——的激光切
割边缘13实际上允许有效地刷磨激光切割边缘13,以便形成具有低含量的铝的经刷磨的切割边缘17。
[0188]
本发明人还已观察到,与通过使用惰性的辅助气体的激光切割工艺获得的激光切割边缘相比,通过应用本发明获得的激光切割边缘13令人惊讶地具有更好的耐腐蚀性。将根据本发明生产的预涂覆钢坯件放置在湿度为100%并保持在70℃的温度下的糊剂中。将使用纯氮气作为辅助气体进行激光切割的预涂覆钢坯件放置在与参照的预涂覆钢坯件相同的糊剂中。在96小时之后,将第一组预涂覆钢坯件从糊剂中取出,并观察激光切割边缘的外观。在根据本发明已经生产的预涂覆钢坯件的激光切割边缘上没有发现红锈,而在参照的预涂覆钢坯件的激光切割边缘上观察到红锈。在1周之后,将第二组预涂覆钢坯件从糊剂中取出,并观察激光切割边缘的外观。在根据本发明已经生产的预涂覆钢坯件的激光切割边缘上没有发现红锈,而在参照的预涂覆钢坯件的激光切割边缘上观察到红锈。
[0189]
虽然不希望被任何理论所束缚,但是上述的金属氧化物在激光切割边缘13上的存在可能形成对大气腐蚀的屏障。所观察到的改善的耐腐蚀性呈现出显著的工业优势,这是因为预涂覆钢坯件1因此可以被储存,而不需要采取代价大的措施来防止在预涂覆钢坯件1用于形成激光焊接坯件之前在边缘上形成锈。
[0190]
根据实施方式,经刷磨的切割边缘17上的以重量计的氧气量高于0.5%。实际上,刷磨操作能够除去存在于激光切割边缘13的表面处的铝污染物的一部分以及氧化物的一部分。然而,本发明人已经发现,在已经执行刷磨操作之后,通过根据本发明的激光切割工艺得到的氧的显著部分在表面处仍然可见。应当注意的是,优选地在刷磨步骤之后并在储存预涂覆钢坯件之前立刻执行边缘上的氧含量测量。实际上,在储存期间,空气中存在的氧气将氧化边缘,并且从而增加边缘的所测量的氧含量。
[0191]
本发明人还已经观察到,除了上述降低铝边缘污染物的效果之外,在激光切割边缘13的至少一部分上应用的刷磨操作还具有除去由激光切割操作产生的毛刺中的部分或全部毛刺的有益的效果。实际上,如与使用惰性辅助气体进行的激光切割相比较,使用氧气富集的辅助气体进行的切割操作将更频繁地导致在激光切割边缘13的底部处形成毛刺。这种毛刺能够容易从激光切割边缘13分离,并且这种毛刺可以大部分通过刷磨操作除去。
[0192]
根据实施方式,激光切割边缘13至少形成预涂覆钢坯件1的意在被焊接至另一预涂覆钢坯件1的边缘。在这种情况下,激光切割边缘13的至少一部分意在结合到焊接接合部中。在该实施方式中,激光切割边缘13按原样用作焊接边缘,而没有后续的刷磨操作。
[0193]
根据实施方式,经刷磨的切割边缘17至少形成预涂覆钢坯件1的意在被焊接至另一预涂覆钢坯件1的边缘。在这种情况下,经刷磨的切割边缘17的至少一部分意在结合到焊接接合部中。
[0194]
根据实施方式,经刷磨的切割边缘17仅在预涂覆钢坯件1的意在被焊接至另一预涂覆钢坯件1的边缘上延伸。有利地,这允许优化预涂覆钢坯件1的生产工艺的生产率。实际上,刷磨操作具有与待刷磨的激光切割边缘13的长度相关的成本。通过将该长度限制至激光切割边缘13的意在被焊接的部分,通过减少铝污染物以及整体改善边缘品质,刷磨操作将仅在实际上有益于焊接坯件的最终品质的地方执行。
[0195]
转至激光切割参数,本发明人已经发现线性能量和辅助气体的氧含量的特定组合可以产生有利的结果。激光切割线性能量与在激光切割单位长度期间由激光束发出的能量
的量相对应。可以通过将激光束的功率除以切割速度来计算激光切割线性能量。本发明人已经发现,通过使用线性能量和辅助气体中的氧气量的复合参数,可以对激光切割之后在边缘上获得令人满意的铝量的工艺窗口进行限定。该参数是线性能量与辅助气体的氧含量的乘积。由于铁和可能的铝的放热氧化,辅助气体的氧气在切割操作的能量平衡中起作用,因此可以理解,包含在辅助气体中的氧气的量乘以激光的线性能量测量切割能量的一种形式,并且因此可以用于限定工艺窗口。
[0196]
可以有利地使用线性能量和辅助气体来执行激光切割,所述辅助气体选择成使得用于激光切割操作的激光的线性能量与辅助气体的以体积%计的氧含量的乘积大于或等于0.09kj/cm。如下面所描述的示例的表1中所图示的,该最小值能够始终获得具有基材部分14的激光切割边缘13,该基材部分14具有以重量%计大于或等于15%的氧含量以及以重量%计小于或等于6.0%的铝含量。
[0197]
可以有利地使用线性能量和辅助气体来执行激光切割,所述辅助气体选择成使得用于激光切割操作的激光的线性能量与辅助气体的以体积%计的氧含量的乘积大于或等于0.03kj/cm。如下面所描述的示例的表1中所图示的,该最小值能够始终获得具有基材部分的经刷磨的切割边缘17,该基材部分具有以重量%计大于或等于0.5%的氧含量以及以重量%计小于或等于6.0%的铝含量。
[0198]
换句话说,通过将上面定义的复合参数的最小值从0.09kj/cm降低至0.03kj/cm,同时保持边缘上的铝的可接受水平(以重量计低于6.0%),刷磨操作可以用于使激光切割操作的工艺窗口变宽。
[0199]
根据一个实施方式,使用co2激光器实施激光切割步骤。co2激光器有利地为连续激光器。
[0200]
co2激光器例如具有包括在2kw与10kw之间的功率。
[0201]
根据另一实施方式,使用固态激光器实施激光切割步骤。固态激光器例如为nd:yag(掺钕钇铝石榴石)激光器、光纤激光器、二极管激光器或盘形激光器。
[0202]
固态激光器例如具有包括在2kw与20kw之间的功率。
[0203]
本发明还涉及可以使用上面所公开的方法获得的预涂覆钢坯件1。上面已经参照图2、图3和图4描述了这种预涂覆钢坯件1。
[0204]
预涂覆钢坯件1在基材区域14中具有高于15%的氧重量含量。
[0205]
在特定的实施方式中,预涂覆钢坯件1在经刷磨的基材区域中具有低于6.0%的铝重量含量,并且在经刷磨的基材区域中具有高于0.5%的氧表面分数。
[0206]
此外,预涂覆钢坯件1在切割边缘表面13处包括热影响区。该热影响区由在激光切割期间对切割边缘表面13的加热而产生。可以通过用于对热影响区的存在进行检测的常规手段来观察,例如通过微米硬度或纳米硬度测量或者通过在适当蚀刻之后的金相观察来观察。
[0207]
本发明还涉及一种用于制造焊接坯件的方法,该方法包括以下步骤:
[0208]-生产第一预涂覆钢坯件和第二预涂覆钢坯件1,使用如上面所描述的方法来生产第一预涂覆钢坯件和第二预涂覆钢坯件1中的至少一个预涂覆钢坯件,并且优选地生产第一预涂覆钢坯件和第二预涂覆钢坯件1;
[0209]-将第一预涂覆钢坯件和第二预涂覆钢坯件1对接焊接,以便在所述钢坯件1之间
产生焊接接合部,并获得焊接坯件。
[0210]
对接焊接步骤包括将第一预涂覆钢坯件和第二预涂覆钢坯件1布置成使得预涂覆钢坯件1中的至少一个预涂覆钢坯件1的激光切割边缘13面对另一预涂覆钢坯件1的边缘的步骤。
[0211]
在特定的实施方式中,对接焊接步骤包括将第一预涂覆钢坯件和第二预涂覆钢坯件1布置成使得预涂覆钢坯件1中的至少一个预涂覆钢坯件1的经刷磨的切割边缘17面对另一预涂覆钢坯件1的边缘的步骤。
[0212]
所述第一预涂覆钢坯件与所述第二预涂覆钢坯件1之间的焊接接合部通过对第一预涂覆钢坯件和第二预涂覆钢坯件的面对边缘进行熔融、特别地通过对激光切割边缘13中的至少一个激光切割边缘进行熔融而获得。在特定的实施方式中,焊接接合部是通过对预涂覆钢坯件1中的至少一个预涂覆钢坯件的经刷磨的切割边缘17中的至少一个经刷磨的切割边缘进行熔融而获得的。
[0213]
焊接有利地是激光焊接。
[0214]
焊接可以是自熔焊接,即,不添加充填材料、例如呈焊丝或粉末形式的充填材料。
[0215]
根据替代性方案,使用适当的充填材料、例如充填焊丝或粉末来实施焊接。充填焊丝或粉末可以特别地包含奥氏体形成元素,以便使来自预涂覆层的铝污染物的铁素体形成效应和/或金属间化合物形成效应平衡。
[0216]
有利地,如图5中所示出的,在对接焊接之前,对于预涂覆钢坯件1中的至少一个预涂覆钢坯件,在与所考虑的预涂覆钢坯件1的激光切割边缘13相邻的除去区25上将预涂覆钢坯件1的至少一个面4’上的金属层11’除去,并且在对接焊步骤期间,将预涂覆钢坯件1至少沿着已经除去金属层11’的一个边缘进行焊接。优选地,在对接焊接之前,从第一预涂覆钢坯件和第二预涂覆钢坯件1中的每个预涂覆钢坯件除去金属层11’。
[0217]
如在先申请wo 2007/118939中所公开的,金属层11’的除去有利地通过激光烧蚀来实施。
[0218]
钢坯件1中的每个钢坯件上的除去区25的宽度例如包括在0.2mm与2.2mm之间。
[0219]
优选地,如图5中所示出的,实施除去步骤,以便仅除去金属层11’,而同时留下金属间合金层9’。因此,金属间合金层9’在其高度的至少一部分上留在除去区中。在这种情况下,残余的金属间合金层9’保护焊接坯件的紧邻焊接接合部的区域免于在随后的热成型步骤期间被氧化和脱碳,并且免于在热成型钢部件的使用期间被腐蚀。
[0220]
可选地,用于制造焊接坯件的方法在实施焊接步骤之前包括下述步骤:对于第一预涂覆钢坯件和第二预涂覆钢坯件1中的至少一个预涂覆钢坯件、优选地第一预涂覆钢坯件和第二预涂覆钢坯件1两者的待焊接的预涂覆钢坯件1的边缘进行刷磨。
[0221]
如果该方法包括在焊接之前除去金属层11’,则优选地在该除去步骤之后实施刷磨。在这种情况下,刷磨可以除去在除去操作期间已经飞溅到待焊接坯件1的边缘上的铝痕迹。当通过激光烧蚀来执行除去时,这种飞溅特别可能发生。这种飞溅物具有对边缘相对低的粘附性,并且因此可以通过刷磨相对容易地除去。因此,刷磨可以进一步减少焊接接合部中的铝含量。
[0222]
本发明人已经发现,通过应用本发明,使用预涂覆钢坯件1——对于该预涂覆钢坯件1,待焊接的两个边缘是激光切割边缘13,在焊接之前没有在激光切割边缘13上执行刷磨
操作——形成激光焊接坯件,焊接接合部具有按重量计低于0.3%的铝含量,并呈现直径低于4微米并且对按体积计至少0.4%的焊接接合部进行覆盖的氧化铝的特征夹杂物群体。
[0223]
在当前的上下文中,颗粒的直径被定义为所述颗粒可以被包封在其中的最小可能的球体的直径。
[0224]
本发明人已经发现,通过应用本发明,使用预涂覆钢坯件1——对于该预涂覆钢坯件1,待焊接的两个边缘是经刷磨的激光切割边缘17——形成激光焊接坯件,焊接接合部具有按重量计低于0.3%的铝含量,并呈现直径低于2微米并且对按体积计至少0.2%的焊接接合部进行覆盖的氧化铝的特征夹杂物群体。
[0225]
令人惊讶的是,本发明人已经发现,尽管由于在辅助气体中存在氧气,焊接之前在边缘上存在氧,并且尽管在焊接接合部中存在氧化铝,所述焊接接合部显示出良好的机械强度和韧性,这将随后在示例中进行描述。文献中已知,焊接接合部中氧的存在,并且特别是氧化铝的存在,可能对所述焊接接合部的塑性和韧性产生负面影响。
[0226]
本发明还涉及用于制造压制硬化钢部件的方法,该方法包括以下步骤:
[0227]-使用如上面所公开的方法来生产焊接坯件;
[0228]-加热该焊接坯件,以便在形成焊接坯件的钢坯件1中获得至少部分奥氏体组织;
[0229]-在压制机中对该焊接坯件进行热成型以便获得压制成型钢部件;以及
[0230]-在该压制机中将该钢部件冷却,以便获得压制硬化钢部件。
[0231]
更特别地,将焊接坯件加热至高于钢坯件1的上奥氏体转变温度ac3的温度。
[0232]
在冷却步骤期间,冷却速率有利地等于或大于钢坯件的临界马氏体或贝氏体冷却速率。
[0233]
由于焊接接合部中的上述氧化铝夹杂物在热成型之前用于加热激光焊接坯件的温度下是稳定的,因此所得到的压制硬化钢部件将在压制成形操作之前在原始激光焊接坯件上存在焊接接合部的位置处保留相同的氧化铝夹杂物。压制硬化钢部件内的焊接接合部的所述位置是下述体积部:该体积部包括所述压制硬化钢部件的每个面的表面的至少一部分并且该体积部在所述压制硬化钢部件的至少两个边缘之间延伸。
[0234]
更特别地,在由使用预涂覆钢坯件1——对于该预涂覆钢坯件1,待焊接的两个边缘是激光切割边缘13,在焊接之前没有在激光切割边缘13上执行刷磨操作——的激光焊接坯件形成压制硬化钢部件的情况下,激光焊接坯件的焊接接合部最初存在的位置具有直径低于4微米并且对按体积计至少0.4%的焊接接合部进行覆盖的氧化铝的特征夹杂物群体。
[0235]
在由使用预涂覆钢坯件1——对于该预涂覆钢坯件1,待焊接的两个边缘是经刷磨的激光切割边缘17——的激光焊接坯件形成压制硬化钢部件的情况下,激光焊接坯件的焊接接合部最初存在的位置具有直径低于4微米并且对按体积计至少0.2%的焊接接合部进行覆盖的氧化铝的特征夹杂物群体。
[0236]
本发明的本发明人实施了以下实验。第一组实验集中于分析根据本发明的预涂覆钢坯件的激光切割边缘13和经刷磨的切割边缘17。第二组实验集中于分析根据本发明的压制硬化钢部件。
[0237]
在第一组实验中,通过使用co2激光器以纯氧气和空气作为辅助气体并使用不同的激光切割速度和能量的激光切割,从预涂覆钢带2切割预涂覆钢坯件1。预涂覆钢坯件1具有矩形形状。使用不同厚度的钢带2。然后利用激光切割边缘13照原样观察这样生产的预涂
覆钢带1的一部分,该激光切割边缘13没有随后通过刷磨进行处理。这样生产的预涂覆钢带1的另一部分在被观察之前经受刷磨操作以形成经刷磨的切割边缘17。
[0238]
预涂覆钢带2是具有如上面所公开的成分和预涂覆层的钢带。
[0239]
更特别地,带2的钢以重量%计包含:
[0240]
c:0.22%
[0241]
mn:1.16%
[0242]
al:0.03%
[0243]
si:0.26%
[0244]
cr:0.17%
[0245]
b:0.003%
[0246]
ti:0.035%
[0247]
s:0.001%
[0248]
n:0.005%
[0249]
其余为铁以及由加工产生的可能的杂质。
[0250]
这种钢以商品名1500已知。
[0251]
预涂覆层5已经通过将钢带2在熔融金属熔池中热浸涂覆而获得。
[0252]
预涂覆层5的金属层按重量计包含:
[0253]
si:9%,
[0254]
fe:3%,
[0255]
其余包含铝以及由加工产生的可能的杂质。
[0256]
金属层的平均总厚度为20μm。
[0257]
金属间合金层包括fex-aly类型并且主要为fe2al3、fe2al5和fexalysiz的金属间化合物。金属间合金层的平均厚度为5μm。
[0258]
对于每个这样生产的预涂覆钢坯件1,本发明人测量了未被刷磨的样品的激光切割边缘13的基材区域14上的铝和氧的重量含量以及被刷磨的基材区域19上的铝和氧的重量含量。
[0259]
基于使用扫描电子显微镜拍摄的所考虑的边缘表面的图像,使用以下参数执行测量:
[0260]-放大倍数:x60;
[0261]-分析长度:3mm;
[0262]-电子束能量:在15kev与25kev之间。
[0263]
使用标称功率为4kw的co2激光器实施实验,在实验中使用在1.9kw与3.8kw之间的不同功率水平。辅助气体压力包括在3巴与15巴之间。切割速度包括在每分钟3米与20米之间。在纯氧气的情况下,用于吹入辅助气体的喷嘴直径为0.8mm,并且在空气的情况下该喷嘴直径为1.4mm。喷嘴与激光束冲击点隔开的间隔距离为0.7mm。所使用的钢带2的厚度包括在0.8mm与1.6mm之间。
[0264]
使用7把刷子执行刷磨操作,刷子由施加0.3牛顿-米的扭矩并以1180rpm的速度转动的马达提供动力而以每分钟10米的速度行进。所使用的刷子具有商业参照nh-s 80。
[0265]
测试结果在表1中报告。结果用激光切割边缘13的基材区域14上或者经刷磨的切割边缘17的经刷磨的基材部分19上的氧和铝的重量含量以及边缘品质来表示。图11和图12是表1的结果的显示,图11和图12分别绘制了激光切割边缘13的基材部分14上以及经刷磨的切割边缘18的经刷磨的基材区域19上的%al,%al作为线性能量与辅助气体中的氧气量的乘积的函数。
[0266]
此处应当注意的是,在当前上下文中,边缘品质被分类为以下三种类别中的一者:非常好、小毛刺、大毛刺。所谓非常好,是指在激光切割边缘13或经刷磨的切割边缘17的底部上没有观察到毛刺。所谓小毛刺,是指由激光切割工艺产生的毛刺高度严格小于0.1mm。所谓大毛刺,是指由激光切割工艺产生的毛刺高度为0.1mm或更大。预涂覆钢坯件的意在焊接的边缘上的毛刺的存在可能导致焊接接合部上的缺陷,这些缺陷对焊接接合部的机械强度是有害的。
[0267]
模式1至14是在刷磨之前,而模式1b至14b是在刷磨之后。
[0268]
如在表1和图11中可以看出,当线性能量与辅助气体中的氧气量的乘积大于或等于0.09kj/cm时,基材区域14上的铝的量小于6.0%。
[0269]
如在表1和图12中可以看出,当线性能量与辅助气体中的氧气量的乘积大于或等于0.03kj/cm时,经刷磨的基材区域19上的铝的量小于6.0%。
[0270]
如在表1中可以看出,除了模式7——模式7示出边缘的氧含量为9%——之外,基材部分14上的直接由激光切割操作产生的氧气量高于15%。使用非常低的线性能量乘以辅助气体中的氧百分比的结果为0.02kj/cm来执行模式7。
[0271]
如在表1中可以看出,当使用纯氧气作为辅助气体时,激光切割边缘13的基材部分14上的氧的重量含量总是高于15%。
[0272]
表1还报告了激光切割边缘13或经刷磨的切割边缘17的边缘品质。如可以看出,激光切割边缘13的品质从非常好变化至大毛刺。根据本发明生产的激光切割边缘13自身非常适于刷磨,以便改善边缘品质。实际上,如表1上可以看出,刷磨后的边缘品质在刷磨操作之后总是被认为非常好。
[0273]
图6a和图6b是对应于表1的模式1——即,预涂覆钢坯件厚度为0.8mm,用于切割操作的激光功率为1.9kw,切割速度为每分钟3米,并且作为辅助气体的纯氧气压力为18巴——的预涂覆钢坯件的激光切割边缘13的横截面观察。图6a示出了激光切割边缘13表面上的铝图谱,铝像素在灰色背景上以白色显现。图6b示出了激光切割边缘13表面上的氧图谱,氧像素对应于整个灰色背景,而灰色背景上的黑点是非氧像素。在横截面6a和6b的底部上可以看到由激光切割工艺产生的毛刺20。
[0274]
图7a和图7b是对应于表1的模式1b的预涂覆钢坯件的经刷磨的切割边缘17的横截面观察。激光切割参数与上述详细的模式1的参数相同,但是在模式1b的情况下,使用上述详细的刷磨参数对激光切割边缘13进行刷磨以获得经刷磨的切割边缘17。图7a示出了经刷磨的切割边缘17表面上的铝图谱,铝像素在灰色背景上以白色显现。图7b示出了经刷磨的切割边缘17表面上的氧图谱,氧像素对应于黑背景上的灰色像素。还可以看出,在图6a和图6b中观察到的毛刺20在图7a和图7b中不再存在,这证实了根据本发明的在预涂覆钢坯件上执行的刷磨操作能够除去由切割操作直接产生的毛刺。
[0275]
在第二组实验中,分析了根据本发明生产的压制硬化钢部件。在第一步骤中,根据
本发明生产预涂覆钢坯件1。
[0276]
预涂覆钢坯件1由厚度为0.8mm和1.6mm并具有与上面所详述的第一组实验相同的化学成分的预涂覆钢带制成。激光切割操作使用线性能量与辅助气体的氧含量的乘积来执行,在切割预涂覆钢坯件的情况下,该乘积大于0.09kj/cm,在切割经刷磨的预涂覆钢坯件的情况下,该乘积大于0.03kj/cm。
[0277]
然后预涂覆钢坯件1经受以下步骤:使用脉冲激光并应用以下参数,将与预涂覆钢坯件1的两个面4’上的焊接边缘相邻的除去区中的金属层除去:
[0278]-斑点尺寸:0.5*2mm
[0279]-行进速度:2.5m/min
[0280]-频率:6khz
[0281]-功率:450w
[0282]-激光源:罗芬dqx 45s
[0283]
对预涂覆钢坯件1的一部分执行刷磨操作。使用以下参数执行刷磨操作:用7把刷子刷磨,刷子由施加0.3牛顿-米的扭矩并具有1180rpm的速度的马达提供动力而以每分钟10米的速度行进,并且刷子使用商业参照nh-s 80的刷子。
[0284]
然后对如此制备的预涂覆钢坯件1进行激光焊接,将第一预涂覆钢坯件和第二预涂覆钢坯件1布置成使得激光切割边缘13是焊接边缘,或者在执行刷磨的情况下,经刷磨的切割边缘17是焊接边缘。使用充填焊丝执行激光焊接。以下激光焊接参数用于所有模式:
[0285]-充填焊丝直径:1mm
[0286]-准直/聚焦:200/200
[0287]-纤维直径:600mm
[0288]-保护气体:氦气(流量为每分钟15升)。
[0289]
以重量%表示,所使用的充填焊丝具有以下成分:
[0290]
0.65%≤c≤0.75%
[0291]
1.95%≤mn≤2.05%
[0292]
0.35%≤si≤0.45%
[0293]
0.95%≤cr≤1.05%
[0294]
0.15%≤ti≤0.25%
[0295]
余量为铁以及由加工产生的不可避免的杂质。
[0296]
然后,通过将所述焊接坯件加热至高于奥氏体化温度,然后在工具中以高于预涂覆钢坯件1的临界马氏体冷却速率的速度对这些焊接坯件进行淬火,然后将由此生产的焊接坯件加工成压制硬化钢部件。
[0297]
具体到每种模式的详细的激光焊接参数、以及第二组实验的结果在表2中报告。
[0298]
第一组结果涉及:相比于压制硬化钢部件的与预涂覆钢坯件的基材相对应的部分的硬度,焊接金属区内的硬度存在或不存在下降。如在表2中可以看出,在所有情况下,无论是否执行刷磨,在焊接金属区中都没有观察到硬度下降。这表明焊接金属区将在部件上具有良好的机械行为,并且将不会构成部件的薄弱区域,该薄弱区域可能导致部件的过早损坏。
[0299]
根据标准nf en iso 6507-1使用维氏硬度测试来测量硬度。使用0.5kgf(hv0.5)
的测试力横向于焊接接合部执行测试。
[0300]
图8描绘了在模式15b上执行的硬度测量,在模式15b中,根据表1和以上描述中详述的参数制备并焊接两个各自具有1.6mm厚度的预涂覆钢坯件。图8的顶部部分是焊接样品的横截面显微照片,该焊接样品包括由字母w标识的在中间的焊接部以及由字母p标识的在焊接部的两侧的两个预涂覆钢坯件1。显微照片上的三条水平黑色虚线对应于执行显微硬度测试的区域,黑点为用以测量显微硬度而执行的压痕留下的痕迹。这些线由字母t、m和b标识,分别表示顶部、中间和底部。图8的底部部分描绘了沿着线t、m和b的显微硬度测量的结果。如可以看出,与预涂覆钢坯件1相比较,焊接区内的硬度没有下降。
[0301]
第二组结果涉及:使用集成在扫描电子显微镜上的能量色散光谱检测器对溶解在焊接金属区中的铝的量进行检测。
[0302]
如在表2中可以看出,溶解在焊接区中的铝的以重量计的量始终低于0.3%。由于这种低水平的铝,焊接部可以经历冶金转变,导致完全的马氏体微观组织,如在上面所解释的硬度测量中所看出的,这并不表现出比周围基材更低的硬度。
[0303]
第三组结果——与对模式15和15b的样品的焊接金属区进行的观察相对应——涉及焊接金属区的夹杂物群体,并且更特别地涉及焊接金属区中的小氧化铝颗粒的特征。图9和图10是分别对应于模式15和15b的焊接金属区的横截面上的铝图谱。这些图片是使用放大10000倍的扫描电子显微镜并且使用设定成检测铝和氧的能量色散x射线分析探针而获取的。如在图9和图10上可以看出,检测到的氧化铝颗粒的形状通常为球形,并且氧化铝颗粒的直径不超过2微米。所述氧化铝的体积密度在表2中报告。对于模式15,所测量的体积密度平均为0.6%,并且对于模式15b,所测量的体积密度平均为0.3%。模式15与15b之间的密度减小可以用这样的事实来解释:通过刷磨操作从边缘除去了一些铝,从而较少的铝溶解在焊接部中。应当注意的是,在使用机械切割或者使用惰性辅助气体的激光切割所切割的预涂覆钢坯件上执行的焊接部上没有观察到这些小的氧化铝颗粒。
[0304]
不希望被理论所束缚,本发明人提出以下原因来解释为什么在焊接金属区中观察到的氧化铝颗粒对焊接金属区的整体的机械强度无害。第一个原因是,存在于这些氧化物中的铝不能溶解在焊接金属区的铁基体中,并且因此不影响在热冲压工艺期间发生的冶金现象。更特别地,它不影响奥氏体化温度,也不影响焊接金属区的可淬火性。第二个原因是氧化铝颗粒足够小,不会对焊接金属区的机械阻力产生任何显著的影响。由于这些颗粒的小的尺寸,这些颗粒不会代表显著应力集中的区域,并且因此不会成为将导致焊接部失效的微裂纹的起因。
[0305][0306]
表1
[0307][0308]
表2
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1