利用自动机器人的金属板冲压工艺自动化系统的制作方法
1.本发明涉及将冲压加工金属板以成型成各种产品、零部件的过程自动化的金属板冲压工艺自动化系统。
背景技术:
2.在通过冲压工艺生产产品、零部件的情况下,根据种类会有所不同,但是大致都要经过多道工艺。在此,在工艺的各个步骤之间需要运送过程。另一方面,这种工艺包括将具有预定厚度的预定形状、尺寸的金属板反复供应于模具的过程。
3.以往的冲压工艺使用了投入多名工作人员来运送金属板等的方法。然而,这种工作方式存在引起安全事故的问题。另外,以往加工流程包括工作人员的手动工作、肉眼检查等,据此存在因为工作人员的失误等导致不合格率高、降低生产力的问题。
4.从而,处于在用于生产各种产品、零部件的冲压工艺中迫切需要缩短工艺时间、节省成本、提高生产力与产品竞争力的针对设备的技术需求和针对自动化工艺的系统开发的实情。
5.现有技术文献
6.(专利文献)
7.韩国公开专利第10-2019-0014325号(2019.02.07.公开)
8.韩国公开专利第10-2018-0170949号(2018.12.27.公开)
9.韩国公开专利第10-2020-0019655号(2020.02.18.公开)
技术实现要素:
10.(一)要解决的技术问题
11.本发明的实施例是为了解决如上所述的问题而提出的,在通过冲压加工成型的产品、零部件中引入对自动化最优化的各种元素技术,建立一种金属板冲压工艺自动化系统。
12.另外,将工作人员的投入最少化,降低因为工作人员的失误等而发生的安全事故及产品的不合格率。据此,针对冲压工艺确保运营可靠性,并提高总生产力。另外,节约产品成本,提高经营上的利润。
13.另外,将本系统的各个构成元素之间的结合关系简单化,以便于维护各个构成元素。
14.(二)技术方案
15.为解决如上所述的课题,本发明的实施例提供一种利用自动机器人的金属板冲压工艺自动化系统,包括:装载单元,提供以高度方向装载多个金属板的叠堆(stack);第一机器人,与配置在所述装载单元的金属板结合,以向提前设定的第一目标位置移动金属板之后从所述第一目标位置下降;工作台单元,配置在所述第一目标位置的下侧,通过以某一方向倾斜的上板部向提前设定的第二目标位置移动金属板,检测金属板是否为单张;第二机器人,真空吸附位于所述工作台单元的金属板上面,以向提前设定的第三目标位置移动金
属板之后从所述第三目标位置下降;及冲压模具部,由下部模具及上部模具构成,所述下部模具配置在所述第三目标位置的垂直下侧并安装金属板,所述上部模具在所述下部模具的上侧进行升降。
16.所述装载单元可包括:基座部;条型磁性部,在所述基座部的上面向垂直上方延伸形成;及条型喷射部,并列地配置在所述条型磁性部的一侧,并且形成有多个第一喷射孔来喷射空气。
17.所述装载单元还可包括传送带部,所述传送带部配置在所述基座部的前方,并且以前后方向配置多个滚筒来滚动金属板。
18.所述第一机器人为连接多个连接部进行多轴转动;所述第一机器人还可包括真空吸附单元,所述真空吸附单元为若发生按压的同时加压所述金属板的上面一部分的吸附动作则真空吸附所述金属板。
19.所述真空吸附单元可包括:手指框架部,具有管形状,并且结合于所述第一机器人的臂(arm)端部;多个固定支架,间隔配置在所述手指框架部的下侧;吸附垫部,上部被贯通并结合于所述固定支架,并且配置在所述手指框架部的垂直下侧,若发生吸附动作则开放配置在内部的气阀;及喷嘴,一端与气头部连接,而另一端连通于所述吸附垫部的上端来移动吸入空气。
20.工作台单元可包括:四边形上板部;腿框架部,下端固定在地面,并且在上部包括4个具有不同长度的上部腿;及角度调整部,分别配置在所述上板部的下面和所述上部腿之间,以调整所述上板部的倾斜角度。
21.所述上板部倾斜成使4个角落之一的第一角落位于最低高度,在与所述第一角落相邻的x轴边框及y轴边框可分别结合侧壁板。
22.在所述上板部的下侧空间形成有分别与所述x轴边框及所述y轴边框并列的光传感器部,所述光传感器部可暴露在上板部和侧壁板之间的空隙。
23.(三)有益效果
24.如上所述,通过本发明的解决课题的手段可期待包括以下事项的各种效果。但是,本发明并不是只有包括以下所有的效果才成立的。
25.本发明的一实施例的金属板冲压工艺自动化系统为在通过冲压加工成型的产品、零部件中可引入对自动化最优化的各种元素技术。
26.另外,将工作人员的投入最少化,可降低因为工作人员的失误等而发生的安全事故及产品的不合格率。据此,针对冲压工艺确保运营可靠性,并且可提高总生产力。另外,节约产品成本,可提高经营上的利润。另外,将本发明系统的各个构成元素之间的结合关系简单化,可便于维护各个构成元素。
附图说明
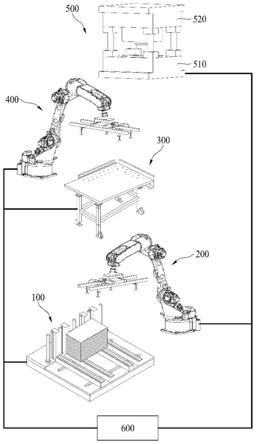
27.图1是示出一实施例的金属板冲压工艺自动化系统的概图。
28.图2是图1的装载单元的立体图。
29.图3是图2的a部分扩大图。
30.图4是示出图1的真空吸附单元的立体图。
31.图5是图1的工作台单元的立体图。
32.图6是图5的底面立体图。
33.图7是图5的平面图。
具体实施方式
34.以下,在对本发明的说明中,对于相关的公知功能作为对该领域的技术人员显而易见的事项,在判断可将本发明的重点不清楚的情况下,省略其详细说明。在本技术中使用的用语只是为了说明特定的实施例而使用的,并没有要限定本发明的意图。对于单数的表述,除非在文章中有明确定义,否则包括复数的表述。
35.在本技术中“包括”或者“具有”等的用语应该理解为是要指定在说明书上记载的特征、数字、步骤、动作、构成元素、零部件或者这些组合的存在,并不提前排出一个或者一个以上的其他特征或者数字、步骤、动作、构成元素、零部件或者这些组合的存在或者增加的可能性。
36.以下,参照附图详细说明本发明的具体实施例。
37.图1是示出一实施例的金属板冲压工艺自动化系统的概图;图2是图1的装载单元的立体图;图3是图2的a部分扩大图;图4是示出图1的真空吸附单元的立体图;图5是图1的工作台单元的立体图;图6是图5的底面立体图;图7是图5的平面图。
38.参照图1至图7,本发明的一实施例的利用自动机器人的金属板冲压工艺自动化系统可包括装载单元100、第一机器人200、工作台单元300、第二机器人400、冲压模具部500、控制部600等。本自动化系统可引入工厂等的特定区域(zone)内。本系统为密集配置各个构成元素,可缩短工作工艺之间的距离,进而可改善生产节拍时间。
39.装载单元100提供以高度方向装载多个金属板710的叠堆700(stack)。在此举例,金属板710可用作汽车车身或者底盘等的零部件。金属板710在切割加工成预定的尺寸之后以高度方向装载多个以构成叠堆700的形态。此时,在金属板710的上面及下面中的至少任意一面涂敷油(oil)。结果,在构成叠堆700形态的金属板710和金属板710之间可形成油膜。
40.一实施例的装载单元100可包括基座部110、条型磁性部120、条型喷射部130、传送带部140等。基座部110为固定在地面的板。条型磁性部120为在基座部110的上面向垂直上方延伸而成。条型磁性部120为在周边形成磁场,对金属的叠堆700提供拉力。但是,叠堆700因本身的重量而无法只以条型磁性部120的磁力移动。叠堆700为在通过装载单元100提供于本系统时通过传送带部140移动,并且进行移动直到与条型磁性部120接触。另一方面,条型磁性部120为对叠堆700施加磁力,进而在构成叠堆700的金属板710和金属板710之间产生微小的空隙。
41.条型磁性部120向垂直上方延长。这种条型磁性部120可安装在外壳内等。优选为,条型磁性部120形成为比配置在装载单元100的叠堆700的高度更高的高度。结果,条型磁性部120可对叠堆700的侧面全区域提供磁力。
42.条型喷射部130为并列地配置在条型磁性部120的一侧,并且形成有多个第一喷射孔132,由此喷射空气。条型喷射部130与条型磁性部120结合并保持预定间隔,并且与条型磁性部120平行地延伸形成。条型喷射部130形成有第一喷射孔132,以朝向配置有叠堆700的方向喷射空气。优选为,第一喷射孔132沿着条型喷射部130的长度方向对齐地配置成一列。
43.另一方面,在条型喷射部130的下端连接有注入高压空气的软管等。一实施例的条型喷射部130优选被控制成从所有的第一喷射孔132同时喷射空气。另外,一实施例的条型喷射部130优选被控制成在通过本发明系统进行冲压工艺的期间喷射空气。
44.高压空气已注入到通过条型磁性部120形成的微小的空隙之间。因此,能够更加扩张金属板710和金属板710之间的空隙,并且可持续保持该状态。结果,在装载有多个金属板710的叠堆700中能够以单张单位分离金属板710。
45.传送带部140配置在基座部110的前方,并且起到通过多个滚筒以前后方向滚动叠堆700的作用。传送带部140以基座部110方向滚动在一侧卸载(unloading)的叠堆700来运送叠堆700,以使叠堆700的侧面能够与条型磁性部120接触。优选为,这种传送带部140至少设置有2个。
46.另一方面,传送带部140可配置成能够以左右方向移动。为此,装载单元100还可包括支座部150,所述支座部150配置在传送带部140下侧并且以左右方向形成导孔152。此时,在传送带部140的下面还可形成有插入并结合于导孔152的导杆(未示出)。结果,传送带部140可在支座部150的上面移动。与此相反,条型磁性部120和条型喷射部130固定设置在基座部110。
47.另一方面,装载单元100还可包括条型止动部160,所述条型止动部160固定设置在基座部110的上面。若叠堆700移动至与条型磁性部120接触的位置,则条型止动部160阻止叠堆700不再滚动,限制叠堆700的最终配置位置。另外,条型止动部160可防止因为叠堆700导致条型磁性部120等被破坏。
48.装载单元100使使用于冲压工艺的叠堆700顺利装载,并且可使金属板710以单张单位分离,进而提高本系统的总生产力,并且大幅度提高工作的便利性。
49.第一机器人200与配置在装载单元100的金属板710结合,执行向提前设定的第一目标位置移动金属板710之后从第一目标位置下降的功能。第一机器人200连接多个连接部进行多轴转动。第一机器人200为每个旋转轴使用驱动马达,进而通过多轴转动可提高工作自由度。第一机器人200通过关节部的弯曲能力、旋转轴的方向转换能力等可从某一位置向另一位置移动金属板710。
50.第一机器人200为反复执行将配置在装载单元100的金属板710移动至第一目标位置之后从该位置下降的工作。为此,第一机器人200还可包括真空吸附单元210,所述真空吸附单元210为若发生按压的同时加压金属板710的上面一部分的吸附动作则真空吸附金属板710。这种真空吸附单元210可结合于第一机器人200的臂(arm)端部。另一方面,构成叠堆700的金属板710为从位于最上边的开始依次通过第一机器人200移动。据此,叠堆700的高度逐渐降低。
51.将第一机器人200通过真空吸附单元210与金属板710结合的点称为原点位置,原点位置每次可以不同。结果,第一机器人200识别叠堆700的高度执行吸附动作。为此,第一机器人200可被控制成根据配置在装载单元100的叠堆700改变工作次数。另外,叠堆700为能够以金属板710的重量、厚度、个数(数量)、形状等为基准进行区分。
52.另一方面,第一机器人200为将金属板710移动至提前设定的第一目标位置之后从该位置下降。此时,第一目标位置为工作空间中的某一空间坐标,第一目标位置根据叠堆700的种类可发生变化。第一机器人200通过提前设定的工作机制可精确地反复执行将金属
板710从原点位置移动至第一目标位置的过程。
53.真空吸附单元210可包括真空泵部、手指框架部211、固定支架212、吸附垫部213、喷嘴214等。真空泵部可设置在第一机器人200的外部。手指框架部211具有结合于第一机器人200的臂端部的管形状。例如,手指框架部211可构成为彼此相对配置的一对。手指框架部211为剖面可形成四边形、圆形等的各种形状。
54.固定支架212可构成有多个并且间隔配置在手指框架部211的下侧。固定支架212为l形状,并且一端固定在手指框架部211。
55.吸附垫部213形成为上部被贯通并结合于固定支架212,并且配置在手指框架部211的垂直下侧,若发生吸附动作则使配置在内部的气阀(未示出)开放。具体地说,吸附垫部213可包括上部主体251、下部主体252、弹性连接部253、吸附垫254等。上部主体251为贯通结合于固定支架212的部分,并且在内部形成有空气移动的上部通道。下部主体252为固定设置吸附垫254的部分,在内部形成有空气移动的下部通道。
56.弹性连接部253连接上部主体251和下部主体252之间的同时连通上部通道和下部通道。另外,在弹性连接部253配置有弹性弹簧,能够以上下方向压缩或者拉伸其长度。
57.喷嘴214为一端与气头部215连接,而另一端连通于吸附垫部213的上端,起到移动吸入空气的通道作用。另外,气头部215与吸入空气的真空泵部(未示出)连接,起到吸入空气的作用。气头部215可结合于第一机器人200的臂端部。
58.另一方面,在下部主体252内部配置有气阀,若发生吸附动作则弹性连接部253被压缩,同时开放气阀。此时,吸附垫部213通过喷嘴214吸入空气来真空吸附金属板710。
59.工作台单元300配置在第一目标位置的下侧,并且通过以任意一个方向倾斜的上板部310向提前设定的第二目标位置移动金属板710,检测金属板710是否为单张。工作台单元300对第一机器人200和第二机器人400起到辅助性的作用,以实现冲压工艺的自动化。工作台单元300在金属板710移动至冲压模具部500之前可检查金属板710。即,为了第二机器人400执行动作,作为前提条件工作台单元300应针对金属板710进行尺寸、形状、重量及位置等的所有检查。为此,本系统为可电连接工作台单元300和第二机器人400,以在工作台单元300和第二机器人400之间交换集成数据。不仅如此,本系统的所有构成元素可相互电连接。
60.工作台单元300可包括上板部310、腿框架部320、角度调整部330、侧壁板340、光传感器部350、重量传感器部(未示出)等。例如,上板部310为四边形形状,并且在内部可形成空白空间。另一方面,在上板部310的上面配置有从第一机器人200下降的金属板710。
61.腿框架部320为下端固定设置在地面,并且在上部可包括4个长度相互不同的上部腿。上板部310的倾斜角度可通过腿框架部320进行调整。另一方面,角度调整部330分别配置在上板部310的下面和上部腿之间,进而可在更小的范围调整上板部310的倾斜角度。
62.工作台单元300可通过腿框架部320、角度调整部330以提前设定的值调整上板部310的倾斜角度。结果,四边形上板部310倾斜成使4个角落之一的第一角落312位于最低高度。结果,金属板710在下降之后向第一角落312所在的方向滑移。例如,在金属板710为四边形的情况下,金属板710利用其角落可在工作台单元300上移动至第二目标位置。
63.另外,侧壁板340分别结合于与第一角落312相邻的x轴边框及y轴边框。此时,侧壁板340可从x轴边框及y轴边框间隔预定距离(结果,形成狭缝形状的空隙)地结合。侧壁板
340阻止金属板710脱离工作台单元300。尤其是,在金属板710为四边形的情况下,侧壁板340引导金属板710可容易配置在第二目标位置。
64.在上板部310的下侧空间还可形成分别与x轴边框及y轴边框并列的光传感器部350。此时,光传感器部350可暴露在上板部310和侧壁板340之间的空隙。为此,在上板部310还可形成配置有光传感器部350的传感器支架(未示出)。
65.光传感器部350可包括多个传感器,所述多个传感器分别与x轴边框及y轴边框并列并且排成一列。例如,光传感器部350可配置有与x轴边框并列且排成一列的第x1传感器、第x2传感器、第x3传感器及第x4传感器。另外,光传感器部350可配置有与y轴边框并列并且排成一列的第y1传感器、第y2传感器及第y3传感器。若金属板710在工作台单元300移动至第二目标位置,则对应于金属板710的尺寸,例如第x1传感器、第x2传感器、第x3传感器、第y1传感器及第y2传感器可生成检测信号。
66.另外,在上板部310的上面可形成多个针孔360,所述多个针孔360形成行和列并且可与x轴边框及y轴边框平行。对于针孔360位置可在上板部310显示坐标。另外,在这种针孔360可插入固定针362,所述固定针362固定金属板710的位置。固定针362起到在金属板710不是四边形的情况下将金属板710配置在第二目标位置的作用。
67.另外,在上板部310的上面向垂直上方形成第二喷射孔,所述第二喷射孔为网格形状,并且向上侧喷射空气。为此,在上板部310的内部形成有与第二喷射孔连通的通道。另外,在上板部310的下面可形成有与通道连通的进气口370。另一方面,在工作台单元300连接有软管,将从外部供应的空气传递于进气口370。
68.另外,工作台单元300还可包括重量传感器部,所述重量传感器部测量金属板710的重量。对于通过重量传感器部测量的重量,使用人员可通过显示部在视觉上进行识别。重量传感器部为检查金属板710是否为单张的工具。从而,若重量传感器部的测量值超过已设定的范围,则本发明可暂时停止动作。
69.在金属板710具有提前设定的范围以内的重量的情况下,第二机器人400加压位于工作台单元300的金属板710的上面来进行真空吸附。然后,第二机器人400向提前设定的第三目标位置移动金属板710之后从第三目标位置下降。第二机器人400执行大部分与第一机器人200相同的功能。从而,对于与上述的内容重复的部分省略具体说明。
70.第二机器人400反复执行移动金属板710之后从该位置下降的工作。为此,第二机器人400还可包括真空吸附单元210,所述真空吸附单元210为若发生按压的同时加压金属板710的上面一部分的吸附动作则真空吸附金属板710。对于真空吸附单元210如上述进行了说明,以下省略详细说明。另一方面,真空吸附单元210可结合于第二机器人400的臂(arm)端部。第二机器人400通过提前设定的机制可精确地反复执行将金属板710从第二目标位置移动至第三目标位置的过程。若金属板710位于第三目标位置,则第二机器人400解除真空吸附单元210的真空状态以使金属板710下降。
71.另一方面,在对于在工作台单元300中金属板710是否正常地位于第二目标位置及金属板710是否为单张全部满意的情况下,第二机器人400为了将金属板710移动至第三目标位置而运行。为此,控制部600分别接收光传感器部350及重量传感器部的检测信号。然后,控制部600生成控制第二机器人400的命令。
72.冲压模具部500可包括下部模具510、上部模具520等。下部模具510配置在第三目
标位置的垂直下侧,以安装金属板710。若上部模具520位于上升位置,则第三目标位置位于在这之间形成的空间,即下部模具510和上部模具520之间的空间。上部模具520以下部模具510的垂直方向升降。在上部模具520配置有用于加压金属板710的加压面。上升位置是指上部模具520以垂直方向上升可使金属板710安装在下部模具510的位置。
73.控制部600控制装载单元100、第一机器人200、工作台单元300、第二机器人400及冲压模具部500。控制部600可个别控制本系统的各个构成元素。另一方面,本系统的各个构成元素之间电连接。另外,控制部600处理从各个构成元素传输的数据可综合控制本系统。结果,若在构成元素中的某一部分出现故障、事故及其他错误等,则本系统整体停止运行。例如,工作台单元300测量金属板710的重量超过提前设定的范围,则本系统可暂时停止。
74.以上,示例性说明了本发明的优选实施例,但是本发明的范围不只限于如上所述的特定的实施例,而是在权利要求书的记载范围内可进行适当的改变。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1