一种自驱式超声辅助珩齿装置的制作方法
1.本发明属于齿轮加工技术领域,具体涉及一种自驱式超声辅助珩齿装置。
背景技术:
2.齿轮及其产品是机械工业的关键基础件,很大部分机械设备的主要传动形式都是齿轮传动,以齿轮为代表的基础零部件不仅是我国装备制造业的基础性产业,还是国民经济各领域建设的重要基础。珩齿加工是一种齿轮精加工方法,用于齿轮热处理后的光整加工,可以有效改善齿面质量,提高齿轮精度,传统珩齿加工普遍存在珩磨轮易堵塞、齿形齿距修正误差能力低、磨粒受力大等问题。
技术实现要素:
3.本发明为了解决现有技术中的不足之处,提供一种齿轮加工精度高、珩磨轮受力均衡、承载能力强的自驱式超声辅助珩齿装置。
4.为解决上述技术问题,本发明采用如下技术方案:一种自驱式超声辅助珩齿装置,包括机座和超声波发生器,机座上设有工件夹持旋转驱动机构和前后水平移动机构,工件夹持旋转驱动机构位于前后水平移动机构的左侧,前后水平移动机构上设有安装座,安装座上设有左右往复移动机构,左右往复移动机构左端部设有超声振动珩磨组件,超声波发生器通过穿过安装座和左右往复移动机构的导电组件与超声振动珩磨组件的接线端子连接。
5.工件夹持旋转驱动机构包括支座、电机、联轴器和安装轴,支座通过第一螺钉固定连接在机座上,安装轴沿左右水平方向设置并通过至少两组第一轴承转动连接在机座上,工件安装在安装轴右端并通过第一锁紧螺母组件紧固,安装轴左端通过联轴器与电机的主轴传动连接,电机底部通过支架设置在机座上。
6.前后水平移动机构包括固定座、丝杠、滑动螺母和滑座,固定座设在机座上,丝杠和固定座的长度方向沿前后方向设置,丝杠设置在固定座内部,丝杠前端和后端均与固定座转动连接,滑动螺母螺纹连接在丝杠上,固定座顶部沿前后水平方向设有燕尾滑轨,滑座底部设有滑动连接在燕尾滑轨上的燕尾滑槽,滑座与滑动螺母固定连接,丝杠前端设有手柄。
7.左右往复移动机构包括导向轴、压缩弹簧、左垫板、右垫板、压盘、摩擦盘和偏心轮组件,安装座底部通过第二螺钉固定连接在滑座上,安装座内沿开设有左右通透的安装孔,导向轴沿左右方向水平设置,导向轴设置在安装孔内,导向轴左侧和右侧外圆均通过轴套与安装孔内壁转动连接,安装座左端和右端均设有用于限定轴套轴向位置的的端盖组件,导向轴左端伸出安装座,压盘和摩擦盘均竖向设置并安装在导向轴的左端部,压盘右侧面与摩擦盘左侧面接触并通过第三螺钉连接,导向轴外壁与压盘内孔之间通过平键连接,安装座的右侧内部设有顶部敞口的安装槽,安装槽与安装孔连通,安装槽顶部设有盖板,左垫板、压缩弹簧和右垫板均套在导向轴的右侧部并位于安装槽内,压缩弹簧位于左垫板和右
垫板之间,导向轴上在右垫板右侧螺纹连接有弹力调节螺母,在压缩弹簧的作用下,左垫板与安装槽左侧壁压接,右垫板与弹力调节螺母压接;偏心轮组件包括立柱和偏心轮,安装座顶部左侧设有内螺纹盲孔,立柱下端螺纹连接在内螺纹盲孔内,偏心轮内孔通过第二轴承转动连接在立柱上,偏心轮左侧与摩擦盘滚动且压接配合,立柱上设有位于偏心轮下方的限位环,立柱上端设有用于限位第二轴承的第二锁紧螺母组件。
8.超声振动珩磨组件包括超声换能器、安装筒、变幅杆和珩磨轮,安装筒左侧敞口,变幅杆左小右大,变幅杆上设有法兰盘,法兰盘通过第四螺钉固定连接在安装筒的左端口,变幅杆右端位于安装筒内并通过双头螺柱与超声换能器同轴连接,安装筒右端面与压盘左侧面接触并通过所述的第三螺钉与压盘、摩擦盘连接为一体,珩磨轮安装在变幅杆的左端并通过第三锁紧螺母组件紧固。
9.导电组件包括内导线、外导线、挡圈、塑料套、铜环、碳棒、导电弹簧和固定盖,内导线和外导线均设有两条,挡圈、铜环、碳棒和导电弹簧均设有两个,导向轴左端沿中心线方向开设有轴向穿线孔,导向轴上在邻近左垫板的左侧位置沿径向方向开设有两条径向穿线孔,两条径向穿线孔左右间隔布置,两条径向穿线孔的内端均与轴向穿线孔连通,安装座顶部沿竖向方向开设有两条左右间隔布置的导孔,两条径向穿线孔之间的距离与两条导孔之间的距离相等,塑料套和挡圈均套装在导向轴上,塑料套将两条径向穿线孔的外端口封堵,两个挡圈分别位于塑料套的左侧和右侧,两个铜环均套装在塑料套的外圆周且左右间隔布置,碳棒和导电弹簧自下而上安装在导孔内,固定盖通过第五螺钉固定连接在安装座顶部,在导电弹簧的弹力作用下,碳棒下端与铜环接触,导电弹簧上端与固定盖压接配合,两条内导线的一端分别与超声换能器的两个接线端子连接,两条内导线的另一端一次穿过轴向穿线孔、径向穿线孔、塑料套后与对应的铜环连接,两条外导线一端与超声波发生器连接,两条外导线另一端穿过固定盖分别与一个导电弹簧的上端连接。
10.采用上述技术方案,本发明的具体珩齿作业过程为:电机接通电源同时给超声波发生器供电,电机通过联轴器带动安装轴转动进而带动被珩工件齿轮转动,被珩工件齿轮的中心线与珩磨轮的中心线位于同一水平面上,被珩工件齿轮通过与珩磨轮啮合带动珩磨轮转动,珩磨轮通过变幅杆带动安装筒进而带动压盘、摩擦盘一起转动,压盘通过平键连接带动导向轴转动,在压缩弹簧的作用下,摩擦盘在转动过程中始终与偏心轮接触,因此摩擦盘带动偏心轮转动,由于偏心轮的中心与转动中心之间偏心距的存在,使摩擦盘、压盘、安装筒三者沿轴向往复直线运动,进而带动导向轴、珩磨轮作轴向往复直线运动,导向轴在安装孔内左右往复运动,与此同时,超声波发生器产生的超声频电信号通过外导线、导电弹簧、碳棒、铜环、内导线传递给超声换能器,超声换能器将此电信号转换成超声振动机械能经变幅杆进行振幅放大后产生所需的超声振动,即变幅杆带动珩磨轮作超声振动,此即实现了珩磨轮在转动的同时既作轴向往复直线运动又作超声振动的运动形式,也即实现了自驱式超声辅助珩齿。需要说明的是,珩磨轮作轴向往复直线运动是为了以便珩出工件齿轮的整个齿宽,珩磨轮的进给运动可以通过操控丝杠前端的手柄旋转,滑动螺母沿丝杠前后移动,进而驱动滑座和安装座沿前后方向移动,从而驱动珩磨轮实现进给。
11.机座可采用普通车床床身。偏心盘的偏心距5mm-10mm,外径122mm;压缩弹簧刚度
70n/mm,材料为碳素弹簧钢丝;弹力调节螺母的右端可进一步设置背紧螺母,确保弹力调节螺母在工作中不松动,调节弹力调节螺母在导向轴上的位置,以调节压缩弹簧的工作长度(工作弹力)。
12.超声波发生器为输出功率250w、工作频率20khz的晶体管超声波发生器;超声换能器为与变幅杆连接端开有螺纹孔的压电换能器。
13.变幅杆为工作频率20khz,输入端振幅5um,输出端振幅15um,放大系数3,谐振长度136.7mm,位移节点距大端53.5mm,形状因数1.53的圆截面指数型纵向振动变幅杆。
14.导电弹簧压紧碳棒使铜环在旋转过程中始终与碳棒内端接触,从而确保超声频电信号的可靠传输。塑料套固定在导向轴上,塑料套起到铜环与导向轴之间的绝缘作用;在导向轴内开设轴向穿线孔和径向穿线孔,这样结构更加紧凑,且不会使内导线产生扭劲。
15.为了确保导向轴在安装孔内滑动时的受力均衡,可以在安装座的底部设置与上部的偏心轮组件结构相同且关于导向轴中心线对称的偏心轮组件。
16.综上所述,本发明将超声振动引入传统珩齿加工,解决了普通珩齿加工存在的问题,超声辅助珩齿加工出的齿轮精度更高、承载能力更强,珩磨轮工作寿命进一步延长,超声辅助珩齿能够避免普通珩齿轴向进给时珩削面积变化导致的齿轮两端齿形齿向畸变问题,高频振动提高了实际切削速度,使得超声珩齿速度比普通珩齿速度大很多,加之珩磨轮磨粒刀刃的不规则分布,使得整个珩齿过程与磨齿非常地相似,此外,超声振动还可以提高磨粒切削速度、减小珩削力,提高加工效率。
附图说明
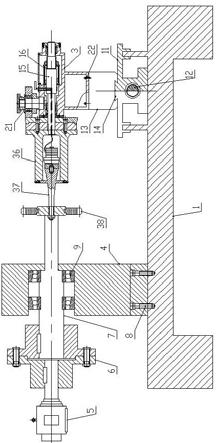
17.图1是本发明的整体结构示意图;图2是图1中安装座、右往复移动机构和超声振动珩磨组件的放大图;图3是图2中a处的放大图;图4是图1中珩磨轮和工件齿轮在工作状态下的俯视图。
具体实施方式
18.如图1-图4所示,本发明的一种自驱式超声辅助珩齿装置,包括机座1和超声波发生器2,机座1上设有工件夹持旋转驱动机构和前后水平移动机构,工件夹持旋转驱动机构位于前后水平移动机构的左侧,前后水平移动机构上设有安装座3,安装座3上设有左右往复移动机构,左右往复移动机构左端部设有超声振动珩磨组件,超声波发生器2通过穿过安装座3和左右往复移动机构的导电组件与超声振动珩磨组件的接线端子连接。
19.工件夹持旋转驱动机构包括支座4、电机5、联轴器6和安装轴7,支座4通过第一螺钉8固定连接在机座1上,安装轴7沿左右水平方向设置并通过至少两组第一轴承9转动连接在机座1上,工件安装在安装轴7右端并通过第一锁紧螺母组件10紧固,安装轴7左端通过联轴器6与电机5的主轴传动连接,电机5底部通过支架设置在机座1上。
20.前后水平移动机构包括固定座11、丝杠12、滑动螺母和滑座13,固定座11设在机座1上,丝杠12和固定座11的长度方向沿前后方向设置,丝杠12设置在固定座11内部,丝杠12前端和后端均与固定座11转动连接,滑动螺母螺纹连接在丝杠12上,固定座11顶部沿前后水平方向设有燕尾滑轨14,滑座13底部设有滑动连接在燕尾滑轨14上的燕尾滑槽,滑座13
与滑动螺母固定连接,丝杠12前端设有手柄。
21.左右往复移动机构包括导向轴15、压缩弹簧16、左垫板17、右垫板18、压盘19、摩擦盘20和偏心轮组件21,安装座3底部通过第二螺钉22固定连接在滑座13上,安装座3内沿开设有左右通透的安装孔23,导向轴15沿左右方向水平设置,导向轴15设置在安装孔23内,导向轴15左侧和右侧外圆均通过轴套24与安装孔23内壁转动连接,安装座3左端和右端均设有用于限定轴套24轴向位置的的端盖组件25,导向轴15左端伸出安装座3,压盘19和摩擦盘20均竖向设置并安装在导向轴15的左端部,压盘19右侧面与摩擦盘20左侧面接触并通过第三螺钉26连接,导向轴15外壁与压盘19内孔之间通过平键27连接,安装座3的右侧内部设有顶部敞口的安装槽53,安装槽53与安装孔23连通,安装槽53顶部设有盖板28,左垫板17、压缩弹簧16和右垫板18均套在导向轴15的右侧部并位于安装槽53内,压缩弹簧16位于左垫板17和右垫板18之间,导向轴15上在右垫板18右侧螺纹连接有弹力调节螺母29,在压缩弹簧16的作用下,左垫板17与安装槽53左侧壁压接,右垫板18与弹力调节螺母29压接;偏心轮组件21包括立柱30和偏心轮31,安装座3顶部左侧设有内螺纹盲孔,立柱30下端螺纹连接在内螺纹盲孔内,偏心轮31内孔通过第二轴承32转动连接在立柱30上,偏心轮31左侧与摩擦盘20滚动且压接配合,立柱30上设有位于偏心轮31下方的限位环33,立柱30上端设有用于限位第二轴承32的第二锁紧螺母组件34。
22.超声振动珩磨组件包括超声换能器35、安装筒36、变幅杆37和珩磨轮38,安装筒36左侧敞口,变幅杆37左小右大,变幅杆37上设有法兰盘39,法兰盘39通过第四螺钉40固定连接在安装筒36的左端口,变幅杆37右端位于安装筒36内并通过双头螺柱41与超声换能器35同轴连接,安装筒36右端面与压盘19左侧面接触并通过所述的第三螺钉26与压盘19、摩擦盘20连接为一体,珩磨轮38安装在变幅杆37的左端并通过第三锁紧螺母组件42紧固。
23.导电组件包括内导线43、外导线44、挡圈45、塑料套46、铜环47、碳棒48、导电弹簧49和固定盖50,内导线43和外导线44均设有两条,挡圈45、铜环47、碳棒48和导电弹簧49均设有两个,导向轴15左端沿中心线方向开设有轴向穿线孔51,导向轴15上在邻近左垫板17的左侧位置沿径向方向开设有两条径向穿线孔52,两条径向穿线孔52左右间隔布置,两条径向穿线孔52的内端均与轴向穿线孔51连通,安装座3顶部沿竖向方向开设有两条左右间隔布置的导孔,两条径向穿线孔52之间的距离与两条导孔之间的距离相等,塑料套46和挡圈45均套装在导向轴15上,塑料套46将两条径向穿线孔52的外端口封堵,两个挡圈45分别位于塑料套46的左侧和右侧,两个铜环47均套装在塑料套46的外圆周且左右间隔布置,碳棒48和导电弹簧49自下而上安装在导孔内,固定盖50通过第五螺钉53固定连接在安装座3顶部,在导电弹簧49的弹力作用下,碳棒48下端与铜环47接触,导电弹簧49上端与固定盖50压接配合,两条内导线43的一端分别与超声换能器35的两个接线端子连接,两条内导线43的另一端一次穿过轴向穿线孔51、径向穿线孔52、塑料套46后与对应的铜环47连接,两条外导线44一端与超声波发生器2连接,两条外导线44另一端穿过固定盖50分别与一个导电弹簧49的上端连接。
24.本发明的具体珩齿作业过程为:电机5接通电源同时给超声波发生器2供电,电机5通过联轴器6带动安装轴7转动进而带动被珩工件齿轮54转动,被珩工件齿轮54的中心线与珩磨轮38的中心线位于同一水平面上,被珩工件齿轮54通过与珩磨轮38啮合带动珩磨轮38转动,珩磨轮38通过变幅杆37带动安装筒36进而带动压盘19、摩擦盘20一起转动,压盘19通
过平键连接带动导向轴15转动,在压缩弹簧16的作用下,摩擦盘20在转动过程中始终与偏心轮31接触,因此摩擦盘20带动偏心轮31转动,由于偏心轮31的中心与转动中心之间偏心距的存在,使摩擦盘20、压盘19、安装筒36三者沿轴向往复直线运动,进而带动导向轴15、珩磨轮38作轴向往复直线运动,导向轴15在安装孔23内左右往复运动,与此同时,超声波发生器2产生的超声频电信号通过外导线44、导电弹簧49、碳棒48、铜环47、内导线43传递给超声换能器35,超声换能器35将此电信号转换成超声振动机械能经变幅杆37进行振幅放大后产生所需的超声振动,即变幅杆37带动珩磨轮38作超声振动,此即实现了珩磨轮38在转动的同时既作轴向往复直线运动又作超声振动的运动形式,也即实现了自驱式超声辅助珩齿。需要说明的是,珩磨轮38作轴向往复直线运动是为了以便珩出工件齿轮的整个齿宽,珩磨轮38的进给运动可以通过操控丝杠12前端的手柄旋转,滑动螺母沿丝杠12前后移动,进而驱动滑座13和安装座3沿前后方向移动,从而驱动珩磨轮38实现进给。
25.上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1