一种基于激光稳定熔池尺寸的电弧增材制造方法及系统
1.本发明属于金属增材制造领域,更具体地,涉及一种基于激光稳定熔池尺寸的电弧增材制造方法及系统。
背景技术:
2.电弧增材制造技术又称3d打印技术,是利用逐层堆积的原理,通过电弧熔化丝材,自下而上一层层不断堆积金属成形构件的制造方法。它具有材料利用率高、制造效率高和易于制造成形复杂零件的特点。然而,现有的电弧增材制造技术存在成形构件尺寸可控性与成形精度低的问题,制约了电弧增材制造技术的广泛应用。
3.为了提高电弧增材制造金属构件的质量,人们开始考虑利用激光复合电弧工艺,优化增材制造过程。南京理工大学提出了一种双激光束电弧多热源复合增材方法(cn111571017a),其采用双激光束作用在基板及增材件上,两束激光复合热源其作用主要是对基板进行预热,或通过分光作用使激光束分光,使光斑直径变大,分散激光的能量密度,减小材料烧损率。苏州柘电智能科技有限公司(cn108500491a)提出了一种激光
‑
冷金属过渡电弧同轴复合增材制造装置及方法,其采用分光镜将入射光光束分成两束以上反射激光光束,通过反射聚焦镜使两束激光成聚焦激光光束,并将cmt电弧光斑与激光聚焦光斑同轴复合成对称热源,其作用是使增材制造过程不受焊接方向的影响。华中科技大学提出了一种基于激光稳定和调控机理的电弧增材制造成形方法及系统(cn107030385a),其采用单束激光直接作用在弧柱上,利用激光压缩和稳定电弧的机理,用于提高金属构件表面成形精度和质量。
4.但现有技术仅仅是通过激光与电弧的复合作用,分散激光的能量密度、减小材料烧损率、改善热源、或压缩电弧提高电弧的稳定性,难以有效提高增材制造构件的成形精度,没有关注到电弧增材制造过程中金属构件的成形精度,其取决于每层堆积金属的高度与宽度的尺寸稳定性,而每一层堆积金属的尺寸稳定性取决于熔池尺寸稳定性。
技术实现要素:
5.针对现有技术的以上缺陷或改进需求,本发明提供了一种基于激光稳定熔池尺寸的电弧增材制造方法及系统,其目的在于,通过两束激光的协同作用,其中一束环形激光用于稳定熔池尺寸,另一束激光用于诱导电弧进入环形激光中心形成电弧熔池,激光熔池和电弧熔池形成一个尺寸稳定的整体熔池,解决电弧增材制造过程中成形精度低的问题,实现电弧增材制造金属构件高精度成形。
6.为实现上述目的,按照本发明的一方面,提出了一种基于激光稳定熔池尺寸的电弧增材制造方法,包括如下步骤:
7.s1、一束环形激光作用于金属基板,在金属基板上形成环形熔池;同时另一束诱导激光作用在环形熔池中心区域,环形熔池中心区域受热产生金属蒸汽,该金属蒸汽电离形成带电粒子,使环形熔池中心区域电导率提高,进而将电弧诱导至环形熔池中心区域并形
成电弧熔池;该电弧熔池与环形熔池形成一个尺寸稳定的整体熔池,该整体熔池金属凝固后成为堆积成形的第一层金属;
8.s2、一束环形激光作用于成形金属,在成形金属上形成环形熔池;同时另一束诱导激光作用在环形熔池中心区域,环形熔池中心区域受热产生金属蒸汽,该金属蒸汽电离形成带电粒子,使环形熔池中心区域电导率提高,进而将电弧诱导至环形熔池中心区域并形成电弧熔池;该电弧熔池与环形熔池形成一个尺寸稳定的整体熔池,该整体熔池金属凝固后成为堆积成形的下一层金属;
9.s3、重复步骤s2,直至完成金属构件的电弧增材制造成形。
10.作为进一步优选的,所述环形激光功率为800w~1500w,所述诱导激光功率为300w~800w。
11.作为进一步优选的,弧焊枪产生电弧时,弧焊枪干伸长为10mm~20mm,成形电流为10a~300a。
12.作为进一步优选的,弧焊枪移动速度为0.24m/min~0.84m/min。
13.作为进一步优选的,整个电弧增材制造成形过程中,采用氩气或二氧化碳作为保护气体,保护气体流量为5l/min~20l/min。
14.按照本发明的另一方面,提供了一种用于实现上述基于激光稳定熔池尺寸的电弧增材制造方法的系统,包括电弧发生装置和激光装置,其中:所述电弧发生装置包括弧焊枪和用于带动该弧焊枪移动的机器人;所述激光装置包括激光枪夹持装置、环形激光枪和诱导激光枪,所述激光枪夹持装置固定安装在所述弧焊枪上,所述环形激光枪、诱导激光枪均安装在所述激光枪夹持装置上,所述环形激光枪用于产生环形激光,所述诱导激光枪用于产生诱导激光。
15.作为进一步优选的,所述环形激光枪、诱导激光枪活动安装在激光枪夹持装置上,使环形激光枪与弧焊枪间的角度和距离,及诱导激光枪与弧焊枪间的角度和距离均可调。
16.作为进一步优选的,所述激光装置还包括激光发射器和分光器,所述激光发射器发出的激光通过分光器分别提供给所述环形激光枪和诱导激光枪。
17.总体而言,通过本发明所构思的以上技术方案与现有技术相比,主要具备以下的技术优点:
18.1.本发明基于电弧增材制造过程中金属构件的成形精度,其取决于每层堆积金属的高度与宽度的尺寸稳定性,而每一层堆积金属的尺寸稳定性取决于熔池尺寸稳定性的原理,提出了利用两束激光,其中一束环形激光作用于前一层堆积金属,形成环形熔池,另一束激光作用在环形激光中心区域金属,将熔化丝材的电弧诱导进入环形激光熔化区域,从而保证熔池尺寸稳定性,提高电弧增材制造过程中构件的成形精度,特别适用于尺寸精度和表面平齐度要求高的金属构件增材制造应用场景。
19.2.本发明中通过调节两束激光各自的功率大小,可以精确控制增材制造过程中熔池的尺寸,从而得到需要的增材制造金属构件尺寸精度;同时确定两束激光的具体功率范围,使增材制造过程中可以得到明确的环形熔池,并能准确诱导电弧至环形熔池中心区域,并进一步确定弧焊枪的移动速度等参数,以确保激光枪的作用效果。
20.3.本发明设计了相应的电弧增材制造系统,通过激光枪夹持装置将弧焊枪与两把激光枪集成为一体,使其能够同步移动,确保电弧增材制造过程中的准确性;同时环形激光
枪与弧焊枪枪体之间的角度和距离,以及诱导电弧激光枪与弧焊枪枪体之间的角度和距离均可调,可以适应不同情况。
附图说明
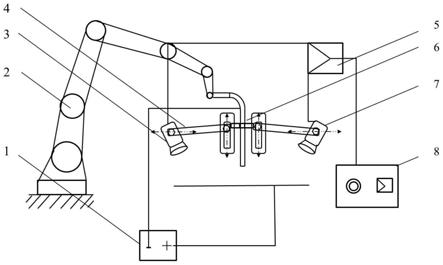
21.图1为本发明实施例电弧增材制造系统结构示意图;
22.图2a为本发明实施例电弧增材制造系统的原理示意图(立体图);
23.图2b为本发明实施例电弧增材制造系统的原理示意图(截面图);
24.图3为本发明实施例1中的直壁结构示意图;
25.图4为本发明实施例2中的三向管接头结构示意图;
26.图5为本发明实施例3中的火箭推力室结构示意图。
27.在所有附图中,相同的附图标记用来表示相同的元件或结构,其中:1
‑
焊接电源,2
‑
机器人,3
‑
环形激光枪,4
‑
激光枪夹持装置,5
‑
分光器,6
‑
弧焊枪,7
‑
诱导激光枪,8
‑
激光发射器。
具体实施方式
28.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
29.本发明实施例提供的一种基于激光稳定熔池尺寸的电弧增材制造方法,其原理为:
30.一束环形激光作用于前一层堆积金属,形成稳定的环形熔池,确保激光复合电弧增材制造过程中熔池尺寸稳定。一束环形激光稳定熔池尺寸的机理如下:通过分光器形成的环形激光作用在前一层堆积金属,在激光束高能量产生的热效应作用下,使环形区域内的金属发生熔化形成环形熔池;同时,由于激光具有能量密度高、熔化形成的熔池十分稳定的特点,从而保证了激光复合电弧增材制造过程中熔池尺寸稳定。
31.一束激光作用在环形激光中心区域金属,其主要作用是诱导电弧在环形激光中心区域起弧形成熔池。激光诱导电弧的机理如下:电弧增材制造过程中,在高能量密度激光的作用下,环形光斑中心区域金属受热产生金属蒸汽,使得环形区域内的金属蒸汽电离形成大量的带电粒子,提高了该区域电导率,电弧自动被诱导在该区域,并且电弧十分稳定,如图2a所示。电弧热熔化金属形成的熔池与环形激光熔化金属形成的熔池成为一个整体,形成增材制造过程中一个尺寸十分稳定的整体熔池,如图2b所示,该整体熔池金属凝固后,成为堆积金属,由于每层堆积金属的尺寸稳定,从而使电弧增材制造成形构件精度高。
32.基于上述原理,通过电弧增材制造在金属基板上成形金属构件时,具体包括如下步骤:
33.s1、采用两束激光,一束环形激光作用于金属基板,在金属基板上形成稳定的环形熔池;同时另一束诱导激光作用在环形熔池中心区域,环形熔池中心区域受热产生金属蒸汽,该金属蒸汽电离形成带电粒子,使环形熔池中心区域电导率提高,进而将电弧诱导至环形熔池中心区域并形成电弧熔池;该电弧熔池与环形熔池形成一个尺寸稳定的整体熔池,
该整体熔池金属凝固后成为堆积成形的第一层金属;
34.s2、采用两束激光,一束环形激光作用于最新成形的一层金属,在该层成形金属上形成稳定的环形熔池;同时另一束诱导激光作用在环形熔池中心区域,环形熔池中心区域受热产生金属蒸汽,该金属蒸汽电离形成带电粒子,使环形熔池中心区域电导率提高,进而将电弧诱导至环形熔池中心区域并形成电弧熔池;该电弧熔池与环形熔池形成一个尺寸稳定的整体熔池,该整体熔池金属凝固后成为堆积成形的下一层金属;
35.s3、重复步骤s2,进行多层金属堆积成形,直至完成金属构件的电弧增材制造成形。
36.为实现上述方法,本发明提供了一种电弧增材制造系统,如图1所示,包括电弧发生装置和激光装置,其中:
37.所述电弧发生装置包括弧焊枪6、用于带动弧焊枪6移动的机器人2以及给弧焊枪6供电的焊接电源1;
38.所述激光装置包括激光发射器8、分光器5、环形激光枪3、诱导激光枪7和激光枪夹持装置4,其中,所述激光发射器8发出的激光通过分光器5分别提供给所述环形激光枪3和诱导激光枪7;所述环形激光枪3用于产生环形激光,在前一层堆积层上形成环形熔池;所述诱导激光枪7用于产生诱导激光,诱导熔化丝材的电弧进入环形区域;所述激光枪夹持装置4固定安装在弧焊枪6上,环形激光枪3、诱导激光枪7活动安装在激光枪夹持装置4上,使环形激光枪3与弧焊枪6间的角度和距离,及诱导激光枪7与弧焊枪6间的角度和距离均可调。
39.进一步的,弧焊枪与基板垂直,弧焊枪干伸长为10mm~20mm,成形电流为10a~300a,弧焊枪移动速度为0.24m/min~0.84m/min;焊接丝材直径为0.8mm~1.4mm;保护气体为氩气或二氧化碳,保护气体流量为5l/min~20l/min。
40.进一步的,所述环形激光功率为800w~1500w,光斑直径为1mm~10mm;所述诱导激光功率为300w~800w,光斑直径为1mm~10mm。
41.以下为具体实施例:
42.实施例1
43.本实施案例中增材制造目标是:长度为500mm,宽度为25mm,高度为400mm的铝合金直壁结构,如图3所示。采用本发明基于激光稳定熔池尺寸的高精度电弧增材制造方法与装置,实现铝合金直壁的高精度成形。具体步骤如下:
44.装置平台:环形激光枪与弧焊枪中心轴的角度呈30
°
,环形激光枪直接作用在第一层堆积金属上,环形光斑中心点处于弧焊枪中心轴上;调整诱导激光枪的角度,使之与弧焊枪中心轴的角度呈60
°
,再调节诱导激光枪的光斑直径,使其光斑直径和环形激光作用区域内的直径相同,这样激光束使环形激光区域内的金属气化电离,将电弧诱导在该区域。
45.导入程序文件:通过ug三维建模软件绘制直壁模型文件,导出stl文件,在eclipse软件上利用切片程序进行切片,形成src和dat文件,导入机器人控制平台中。
46.电弧成形参数设定:弧焊枪垂直于工作台,基板选用1060铝合金,选用直径1.2mm的er2319铝合金丝材,干伸长为12mm,选择氩气作为保护气体,气体流量为15l/min,成形电流为90
‑
120a,弧焊枪移动速度为0.36m/min。
47.激光参数设定:选用光纤激光器,通过分光器功率调节按钮,使环形激光枪形成直径为6mm的环形光斑,功率达到1000w;诱导激光枪的功率为700w。
48.成形:按照上述参数设定,进行金属直壁结构的电弧熔丝增材制造。
49.在整个操作过程完成之后,通过三维测量仪对最终的成形构件尺寸及表面精度进行测量,测量结果显示成形构件成形精度在
±
0.51mm以内,按照本发明可以获得高精度电弧增材制造产品。
50.实施例2
51.本实施案例采用基于激光稳定熔池尺寸的高精度电弧增材制造方法与装置,制造目标构件:高精度建筑用三向管接头,如图4所示。具体步骤如下:
52.装置平台:环形激光枪与弧焊枪中心轴的角度呈45
°
,环形激光枪直接作用在第一层堆积金属上,环形光斑中心点处于焊枪中心轴上;调整诱导激光枪的角度,使之与弧焊枪中心轴的角度呈30
°
,再调节诱导激光枪的光斑直径,使其光斑直径和环形激光作用区域内的直径相同,这样激光束使环形激光区域内的金属气化电离,将电弧诱导在该区域。
53.导入程序文件:通过ug三维建模软件绘制三向管接头模型,导出stl文件,在eclipse软件上利用切片程序进行切片,形成src和dat文件,导入机器人控制平台中。
54.电弧成形参数设定:弧焊枪垂直于工作台,基板选用q235,选用直径1.2mm的er50
‑
6丝材,干伸长为12mm,选择二氧化碳作为保护气体,气体流量为15l/min,成形电流为160
‑
180a,弧焊枪移动速度为0.42m/min。
55.激光参数设定:选用光纤激光器,通过分光器功率调节按钮,使环形激光枪形成直径为8mm的环形光斑,功率达到1200w;诱导激光枪的功率为800w。
56.成形:按照上述参数设定,进行三向管接头构件的电弧熔丝增材制造。
57.堆积结束后,通过三维测量仪对最终的成形构件尺寸及表面精度进行测量,测量结果显示成形构件成形精度在
±
0.85mm以内,按照本发明可以获得高精度三向管接头产品。
58.实施例3
59.本实施案例采用基于激光稳定熔池尺寸的高精度电弧增材制造方法与装置,制造目标构件:火箭推力室结构件,如图5所示。具体步骤如下:
60.装置平台:环形激光枪与弧焊枪中心轴的角度呈60
°
,环形激光枪直接作用在第一层堆积金属上,环形光斑中心点处于焊枪中心轴上;调整诱导激光枪的角度,使之与弧焊枪中心轴的角度呈15
°
,再调节诱导激光枪的光斑直径,使其光斑直径和环形激光作用区域内的直径相同,这样激光束使环形激光区域内的金属气化电离,将电弧诱导在该区域。
61.导入程序文件:通过ug三维建模软件绘制火箭推力室结构件模型,导出stl文件,在eclipse软件上利用切片程序进行切片,形成src和dat文件,导入机器人控制平台中。
62.电弧成形参数设定:弧焊枪垂直于工作台,基板选用q235,选用直径1.2mm的er70丝材,干伸长为12mm,选择二氧化碳作为保护气体,气体流量为15l/min,成形电流为180
‑
200a,弧焊枪移动速度为0.5m/min。
63.激光参数设定:选用光纤激光器,通过分光器功率调节按钮,使环形激光枪形成直径为5mm的环形光斑,功率达到800w;诱导激光枪的功率为600w。
64.成形:按照上述参数设定,进行推力室结构件的电弧熔丝增材制造。
65.堆积结束后,通过三维测量仪对最终的成形构件尺寸及表面精度进行测量,测量结果显示成形构件成形精度在
±
0.72mm以内,按照本发明可以获得高精度火箭推力室结构
件。
66.本领域的技术人员容易理解,以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1