一种电子束单面焊双面成型焊接方法与流程
1.本发明属于核燃料元件制造技术领域,具体涉及一种电子束单面焊双面成型焊接方法。
背景技术:
2.单面焊双面成型技术是我国较为先进的焊接技术,这种技术能够打破传统焊机技术的限制,能够大大提升焊接的质量,现在已经被用在我国的各个领域中。目前单面焊双面成型的焊接方法有:焊条电弧焊、二氧化碳气体保护焊、手工钨极氩弧焊、气焊及埋弧焊等。焊条电弧焊和埋弧焊容易引入夹杂缺陷,二氧化碳气体保护焊、手工钨极氩弧焊和气焊容易引入气孔缺陷,而采用电子束焊可以避免夹杂和气孔缺陷的产生,但采用电子束焊进行单面焊双面成型焊接无报道。
技术实现要素:
3.本发明的目的在于提供一种电子束单面焊双面成型焊接方法,用于等壁厚的不锈钢圆管对接焊,管壁厚为1mm
‑
10mm,达到单面焊双面成型。
4.为达到上述目的,本发明所采取的技术方案为:
5.一种电子束单面焊双面成型焊接方法,
6.步骤一、确定焊缝处结构与焊接方式
7.1.焊缝处为ⅰ型坡口;
8.2.焊接方式为真空电子束焊接,焊接过程不填焊料;
9.3.a管与b管内径相等;
10.步骤二、安装a管与b管
11.1.根据a管与b管内径,加工实心不锈钢棒,实心不锈钢棒外径与a管内径相等;
12.2.将实心不锈钢棒安装在电子束焊机内;
13.3.在实心不锈钢棒表面的12点位设定电子束的聚焦电流,聚焦电流由0逐渐增大,实心不锈钢棒上电子束焦点呈现由无到有,然后由大变小,最后由小变大,直至电子束焦点消失,记录电子束焦点最小时的聚焦电流;
14.4.将a管与b管的焊缝处进行氩弧焊点焊,同时保证a管与b管同轴;
15.5.将a管与b管安装在电子束焊机内;
16.步骤三、给电子束设置扫描功能;
17.步骤四、设定焊接工艺参数;
18.步骤五、完成焊接。
19.步骤三、给电子束设置扫描功能,使设置2mm扫描后的电子束焦点宽度为 2mm。
20.步骤四、设定焊接工艺参数:设定焊接速度200mm/min;设定加速电压为 60kv;
21.设定聚焦电流与步骤二相同;确定焊缝熔深为h且与a管与b管壁厚相等的电子束流y;设定电子束流为y
×
(1+5%)=z。
22.步骤五、完成焊接:开启抽真空;真空度到达0.01pa时,启动焊接程序,开始焊接,其中焊接速度200mm/min、加速电压为60kv、聚焦电流与步骤二相同、电子束流为z;焊接完成后,关闭程序,打开电子束焊机真空室,取出工件。
23.本发明所取得的有益效果为:
24.在快堆制造过程中,焊缝需通过x射线检测,不能有可见的夹杂缺陷和气孔缺陷,采用普通的焊接工艺难以达到技术指标要求。通过制定焊口形状,采用电子束焊接工艺方法,实现了壁厚1mm
‑
10mm管单面焊双面成型的焊接。
附图说明
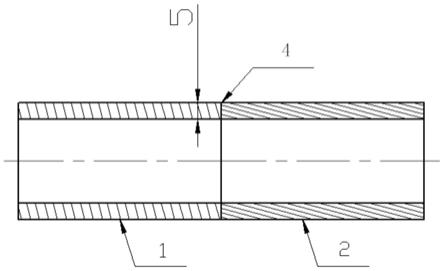
25.图1:焊缝结构图;
26.图2:电子束焦点设定棒;
27.图3:电子束焦点在管内壁示意图;
28.图4:设置2mm扫描后的电子束斑点;
29.图中1.a管,2.b管,3电子束,4.焊缝处,5.a管与b管壁厚,6.a管与b 管壁内径,7.设置2mm扫描后的电子束焦点,8.实心不锈钢棒外径,9.实心不锈钢棒,10.电子枪,11.电子枪与焊缝处内壁12点位的距离d,12.电子枪与实心不锈钢棒12点位的距离d。
具体实施方式
30.下面结合附图和具体实施例对本发明进行详细说明。
31.制定了焊口形状,用于电子束焊接。一种电子束单面焊双面成型焊接方法:
32.步骤一、确定焊缝处4结构与焊接方式
33.1.焊缝处4为ⅰ型坡口。
34.2.焊接方式为真空电子束焊接,焊接过程不填焊料。
35.3.a管1与b管2内径相等。
36.步骤二、安装a管与b管
37.1.根据a管1与b管2内径6,加工实心不锈钢棒,实心不锈钢棒外径8 与a管1内径相等。
38.2.将实心不锈钢棒9安装在电子束焊机内,实心不锈钢棒表面12点位与电子枪距离为d12。
39.3.在实心不锈钢棒9表面的12点位设定确定电子束3的聚焦电流,聚焦电流由0逐渐增大,实心不锈钢棒9上电子束焦点呈现由无到有,然后由大变小,最后由小变大,直至电子束3焦点消失,记录电子束焦点最小时的聚焦电流为x。
40.4.将a管1与b管2的焊缝处4进行氩弧焊点焊,同时保证a管与b管同轴。
41.5.将a管1与b管2安装在电子束焊机内,焊缝处4内壁12点位与电子枪 10距离为d11。
42.步骤三、给电子束3设置扫描
43.1.给电子束设置扫描功能,使设置2mm扫描后的电子束3焦点7宽度为 2mm。
44.步骤四、设定焊接工艺参数
45.1.设定焊接速度200mm/min。
46.2.设定加速电压为60kv
47.3.设定聚焦电流为x(同步骤二)
48.4.通过试验确定焊缝熔深为h且与a管1与b管2壁厚5相等的电子束流 y;
49.5.设定电子束流为y
×
(1+5%)=z。
50.步骤五、完成焊接
51.1.开启抽真空。
52.2.真空度到达0.01pa时,启动焊接程序,开始焊接,其中焊接速度 200mm/min、加速电压为60kv、聚焦电流为x、电子束流为z;
53.3.焊接完成后,关闭程序,打开电子束焊机真空室,取出工件。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1