一种汽车水切压弯设备的制作方法
1.本发明涉及水切压弯技术领域,特别是涉及一种汽车水切压弯设备。
背景技术:
2.现有汽车水切产品的弯曲工艺全部采用拉弯的方式,但长久以来水切产品的拉弯方式主要有如下几个缺点:拉弯机价格十分昂贵,当现有拉弯设备不足时,新增拉弯设备会大幅增加采购成本;拉弯工艺生产水切产品时,效率较低一人操作时约100pcs/h;拉弯工艺生产水切产品时产品端部需要夹持,产品弯曲后夹持部分需要铣掉,此时就产生了夹持废料,增加了产品的原材料成本,为了解决上述问题,设计一种新的水切压弯设备是非常有必要的。
技术实现要素:
3.本发明所要解决的技术问题是提供一种汽车水切压弯设备,具有结构简单、制造成本低、匹配范围广、避免产生夹持配料、拉弯效率高等优点。
4.本发明解决其技术问题所采用的技术方案是:提供一种汽车水切压弯设备,包括底架、工装放置平台和侧承重架,所述的底架上端面中部设置有工装放置平台,工装放置平台两侧竖直均设置有侧承重架,两个侧承重架上端之间设置有受力横梁,所述的受力横梁中部内设置有顶杆竖直朝下穿过受力横梁的中间定位油缸,所述的中间定位油缸两侧对称设置有两个呈并排布置的压弯油缸,所述的压弯油缸左右滑动安装在受力横梁内,压弯油缸包括油缸本体、油缸固定板和端部连接板,所述的油缸本体竖直安装在油缸固定板,油缸本体的主轴穿过油缸固定板并通过下转动铰链与端部连接板相连。
5.作为对本技术方案的一种补充,所述的受力横梁下端面前后并排安装有两根横向滑轨,所述的油缸固定板通过前后侧的转动铰链与安装板相连,所述的安装板内设置有与横向滑轨对接的滑块座。
6.作为对本技术方案的一种补充,所述的受力横梁上设置有与压弯油缸一一对应的阀门支架,所述的阀门支架通过管道与压弯油缸连接。
7.作为对本技术方案的一种补充,所述的压弯油缸下端前侧设置有调整块,调整块与位于受力横梁前侧的调整板对接。
8.作为对本技术方案的一种补充,所述的调整板上均匀设置有若干连接孔,所述的调整块上端设置有与连接孔对应的对接孔。
9.作为对本技术方案的一种补充,所述的底架上端面两端上竖直安装有侧支撑架,所述的侧支撑架上端之间设置有顶梁架,所述的顶梁架上设置有液压站,液压站两侧设置有蓄能器。
10.作为对本技术方案的一种补充,所述的工装放置平台中部内设置有呈对称布置的举模器。
11.作为对本技术方案的一种补充,所述的工装放置平台两端上对称设置有粗定位
块,所述的粗定位块前方设置有快换螺栓,所述的快换螺栓靠近工装放置平台中部一侧设置有带快插销的定位衬套。
12.作为对本技术方案的一种补充,其中一根侧支撑架上设置有电箱,所述的底架上端面靠近电箱处设置有启动按钮。
13.作为对本技术方案的一种补充,所述的压弯油缸两侧均设置有导柱。
14.有益效果:本发明涉及一种汽车水切压弯设备,通过设置受力横梁用来安装压弯油缸以及中间定位油缸,通过设置中间定位油缸用来实现对压弯模具的固定,通过设置四个压弯油缸用来使得压弯油缸控制压弯模具进行弯曲操作,通过设置能够转动的端部连接板,实现对弯曲模的对接,从而确保水切端部不会出现夹持废料。本发明具有结构简单、制造成本低、匹配范围广、避免产生夹持配料、拉弯效率高等优点。
附图说明
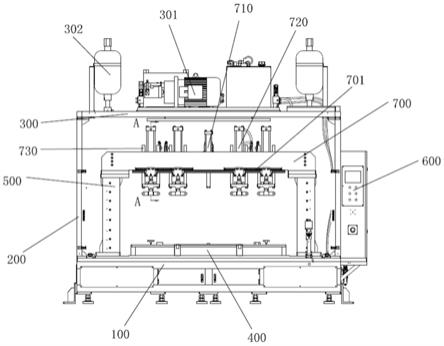
15.图1是本发明的主视图;
16.图2是本发明的结构视图;
17.图3是本发明所述的工装放置平台处的结构视图;
18.图4是本发明所述的调整板的结构视图。
19.图示:100、底架,200、侧支撑架,300、顶梁架,400、工装放置平台,500、侧承重架,600、电箱,700、受力横梁,800、启动按钮,301、液压站,302、蓄能器,401、举模器,402、定位衬套,403、快换螺栓,404、粗定位块,701、调整板,702、连接孔,710、中间定位油缸,720、压弯油缸,721、油缸本体,722、阀门支架,723、安装板,724、滑块座,725、横向滑轨,726、油缸固定板,727、调整块,728、端部连接板,729、下转动铰链,730、导柱,731、对接孔。
具体实施方式
20.下面结合具体实施例,进一步阐述本发明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读的了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本申请所附权利要求书所限定的范围。
21.本技术方案所述的一种汽车水切压弯设备的具体实施方式,其具体实施方式如图1—4所示,包括底架100、工装放置平台400和侧承重架500,所述的底架100上端面中部设置有工装放置平台400,工装放置平台400两侧竖直均设置有侧承重架500,两个侧承重架500上端之间设置有受力横梁700,所述的受力横梁700中部内设置有顶杆竖直朝下穿过受力横梁700的中间定位油缸710,所述的中间定位油缸710两侧对称设置有两个呈并排布置的压弯油缸720,所述的压弯油缸720左右滑动安装在受力横梁700内,压弯油缸720包括油缸本体721、油缸固定板726和端部连接板728,所述的油缸本体721竖直安装在油缸固定板726,油缸本体721的主轴穿过油缸固定板726并通过下转动铰链729与端部连接板728相连。
22.本技术方案中,在底架100上设置工装放置平台400,在受力横梁700上设置中间定位油缸710和压弯油缸720,大大简化了压弯设备的结构,在提供压弯主要功能的情况下,降低整台设备的制造成本,同时压弯水切选择弯曲模进行操作,大大提高设备的应用范围,降低生产成本,压弯油缸720只与对应的弯曲模的操作部对接,避免水切出现端部夹持废料,
节约水切产品的成本,进一步提高产量。
23.操作时,只需要将弯曲模固定在工装放置平台400上,之后调节压弯油缸720的位置,同时启动中间定位油缸710,对弯曲模进行固定,然后将压弯油缸720的端部连接板728与模具的弯曲结构对接,之后将水切产品放置在弯曲模具内,启动压弯油缸720,就可以完成对水切的弯曲操作。
24.压弯油缸720下端以及端部连接板728均可以转动,使得压弯油缸720能够始终与水切的弯曲部形成垂直,确保产品的生产质量。
25.作为对本技术方案的一种补充,所述的受力横梁700下端面前后并排安装有两根横向滑轨725,所述的油缸固定板726通过前后侧的转动铰链与安装板723相连,所述的安装板723内设置有与横向滑轨725对接的滑块座724。
26.作为对本技术方案的一种补充,所述的受力横梁700上设置有与压弯油缸720一一对应的阀门支架722,所述的阀门支架722通过管道与压弯油缸720连接。
27.通过设置阀门支架722,方便液压系统的布置,简化液压系统,从而降低设备成本。
28.作为对本技术方案的一种补充,所述的压弯油缸720下端前侧设置有调整块727,调整块727与位于受力横梁700前侧的调整板701对接,通过设置调整块727和调整板701,方便对压弯油缸720的位置进行调节。
29.作为对本技术方案的一种补充,所述的调整板701上均匀设置有若干连接孔702,所述的调整块727上端设置有与连接孔702对应的对接孔731,对压弯油缸720的位置进行调整的时候,首先取下对接孔731上的定位销,之后推动压弯油缸720,完成后将定位销穿过对接孔731和连接孔702来进行定位。
30.作为对本技术方案的一种补充,所述的底架100上端面两端上竖直安装有侧支撑架200,所述的侧支撑架200上端之间设置有顶梁架300,所述的顶梁架300上设置有液压站301,液压站301两侧设置有蓄能器302。
31.作为对本技术方案的一种补充,所述的工装放置平台400中部内设置有呈对称布置的举模器401,通过设置举模器401,方便弯曲模的打开,同时方便弯曲模与压弯油缸720进行对接。
32.作为对本技术方案的一种补充,所述的工装放置平台400两端上对称设置有粗定位块404,所述的粗定位块404前方设置有快换螺栓403,所述的快换螺栓403靠近工装放置平台400中部一侧设置有带快插销的定位衬套402。
33.进行弯曲模安装的时候,先从两个定位衬套402(本设备设计了多组导向衬套以适应多种尺寸模具)中拔出两个快插销,再手动拧掉快换螺栓403,然后启动两个举模器401顶起水切压弯模具,再把模具拉出;上模具时先把模具放到举模器401上,然后把模具往里推至粗定位块404,完成模具粗定位,然后插入快插销完成模具精定位,然后降下举模器401,最后锁紧快换螺栓403,完成模具更换。
34.作为对本技术方案的一种补充,其中一根侧支撑架200上设置有电箱600,所述的底架100上端面靠近电箱600处设置有启动按钮800。
35.作为对本技术方案的一种补充,所述的压弯油缸720两侧均设置有导柱730,通过设置导柱730,使得压弯油缸720的主轴伸缩时,位置能够定位。
36.本文中所描述的具体实施例仅仅是对本发明精神作举例说明,本发明所属技术领
域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1