一种防止轧辊粘铜的喷淋装置的制作方法
[0001]
本实用新型涉及三辊行星轧机,特别是一种适用于三辊行星轧机上使用的防止轧辊粘铜的喷淋装置。
背景技术:
[0002]
三辊行星轧机把直径为90
㎜
的铜管坯料轧制为直径约40
㎜
的铜管,铜管产生强烈形变,会产生高达650~700
º
c的高温,除了设备需要采用好的材料外,同时需要具备很好的冷却条件来保证轧辊的均匀冷却。三辊行星轧机轧制铜管过程中的冷却、防粘铜的装置采用单排孔喷淋式不锈钢空心环套,喷水环放置在距轧辊头一定距离,水流呈水平方向和轧制中心平行,喷水方向朝向三轧辊轧制位置;其喷水环距轧辊头距离较远,喷水孔和轴向形成的夹角为0
°
。
[0003]
这样的结构,导致喷水的位置设计不合理,轧辊轧制区冷却偏离、不均,导致轧辊轧制区表面易粘铜,轧辊轧制区表面会变粗糙,由此造成以下不良后果:降低轧辊使用寿命;造成轧管表面粗糙,精度低,批量报废;
[0004]
频繁更换轧辊,降低生产效率,增加生产成本。
技术实现要素:
[0005]
本实用新型的目的是设计一种结构合理、可有效提高轧辊使用寿命的防止轧辊粘铜的喷淋装置。
[0006]
本实用新型的技术方案是,一种防止轧辊粘铜的喷淋装置,它包括喷水环,其特征在于:在喷水环朝向轧辊头的一侧均布有多个喷孔,喷孔呈同心圆状排布;所述喷孔设有一定的开孔角度,使得喷水方向向轧制中心倾斜。
[0007]
所述喷孔的排布呈同心圆状排布,这样可以增大喷孔的数量。
[0008]
所述喷孔的开孔角度为与喷水方向向轧制中心倾斜角为10-14
°
。
[0009]
喷水环更为靠近轧辊头位置,距离为30mm。
[0010]
本实用新型的有益效果是:在轧制过程中轧辊的冷却位置更为合理,冷却更均匀;轧辊轧制区表面光洁,使用周期长;轧管质量稳定,表面光洁度高,精度高,成品率高;设备的生产效率高,加工成本低。
附图说明
[0011]
图1是本实用新型的使用状态图,
[0012]
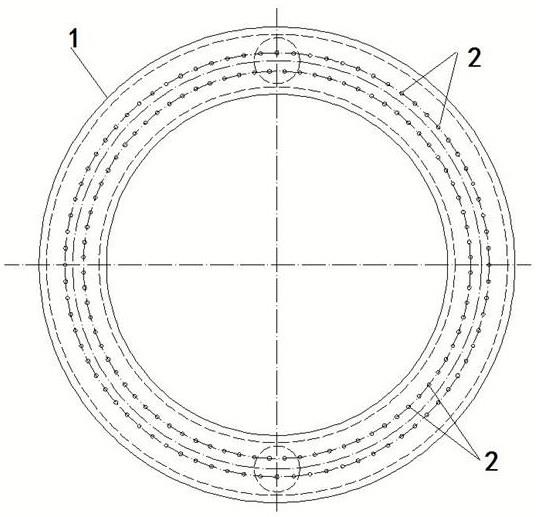
图2是本实用新型的截面视图。
[0013]
具体实施方式:
[0014]
结合以上附图详细描述实施例,
[0015]
一种防止轧辊粘铜的喷淋装置,它包括喷水环1,在喷水环朝向轧辊头的一侧均布有多个喷孔2,喷孔呈同心圆状排布;所述喷孔设有一定的开孔角度,使得喷水方向向轧制
中心倾斜;
[0016]
所述喷孔的排布呈同心圆状排布,这样可以增大喷孔的数量。
[0017]
所述的环形压紧工装的结构为:喷孔的开孔角度为与喷水方向向轧制中心倾斜角为10-14
°
;
[0018]
喷水环更为靠近轧辊头位置,距离为30mm。
[0019]
本实用新型利用喷水环的环体的宽度,进一步拓展了喷水孔的排布数量,同时更为合理的设计了喷水孔的喷水角度,可以更好的满足在轧制过程中对轧辊的冷却。
[0020]
上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举,而由此所引伸出的显而易见的变化或变动仍处于本实用新型创造的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1