一种在线式PCBA板焊锡设备的制作方法
一种在线式pcba板焊锡设备
技术领域:
1.本实用新型涉及焊锡机技术领域,尤其涉及一种在线式pcba板焊锡设备。
背景技术:
:
2.焊锡机为将pcba板的焊点自动上锡的设备,包括机架部分、运输系统、锡炉系统,工作效率高。现有技术的焊锡机是通过一条铝扁,然后在铝扁上面用两条圆棒做为滑道,用链条带动导轨上的爪子做平行移动。两条圆棒的间隙和弧度无法精密控制,引起运输爪子晃动不平衡。从而导致运输过程中pcb板掉板、卡板问题。其次,现有技术的焊锡机是通过电机搅动锡炉里面的整缸液态锡,强制液态锡流动,锡面不平稳,氧化层不流动,从而导致锡面与pcba板接触不良,产生漏焊、假焊,焊接完成后的pcba板面有污渍。再次,现有技术的焊锡机传输链爪短小,强度不够,传输pcba板时易变形;且运输路径为回字形。爪子运行时要绕过机器底部,长时间脱离加热部分,从而产生严重掉温,经过锡炉时因温度不足,引起链爪严重沾锡。
3.因此,亟待设计一种在线式pcba板焊锡设备,以解决现有技术的不足。
技术实现要素:
:
4.本实用新型的目的在于提供一种在线式pcba板焊锡设备,以解决现有技术的不足。
5.本实用新型由如下技术方案实施:一种在线式pcba板焊锡设备,包括锡炉系统、运输系统,所述锡炉系统设置在运输系统下部,所述锡炉系统锡炉外壳、加热管、铸铁导热板、锡炉内胆、叶轮泵、变频电机、喷口、锡道,所述锡炉外壳内部安装锡炉内胆,所述锡炉内胆下部外侧安装加热管、铸铁导热板,所述锡炉内胆上部安装锡道,所述锡道一侧安装叶轮泵,所述锡道另一侧安装喷口,所述叶轮泵连接变频电机;所述运输系统包括进板接驳、单边固定调宽丝杆、导轨罩、弧形导向传输机构、导轨动力机构、运输导轨、长脚链爪,所述进板接驳后端连接长脚链爪,所述长脚链爪安装在运输导轨上,所述运输导轨上方设置单边固定调宽丝杆,所述运输导轨后端设置导轨动力机构,所述运输导轨前部上侧设置导轨罩,所述运输导轨中段上侧设置弧形导向传输机构,所述导轨罩、弧形导向传输机构与运输导轨之间安装长脚链爪。
6.优选的,所述锡道内位于喷口一侧设置缓冲槽。
7.优选的,所述喷口内部设置多层滤网,所述喷口顶部设置喷口盖板,所述喷口盖板上阵列式设置三行喷锡孔:中间一行为直径4.5mm 向上垂直孔,两边另外两行为直径3mm向上垂直孔,且各个垂直孔相互错开。
8.优选的,所述弧形导向传输机构包括导轨支撑机构、导轨压板、导轨盖板,所述导轨压板和导轨盖板重叠安装在导轨支撑机构内侧且与导轨支撑机构垂直;所述运输导轨包括回转扁钢、导轨本体、进板扁钢,所述导轨本体两侧分别设置回转扁钢、进板扁钢;所述长脚链爪沿着回转扁钢、进板扁钢、和导轨压板做回转运动。
9.优选的,所述弧形导向传输机构下部的长脚链爪下方为锡炉系统的喷口,放置在长脚链爪上的pcba板最长元件脚焊锡深度为35mm。
10.优选的,所述长脚链爪单个爪子为l型单钩结构。
11.优选的,所述导轨动力机构包括传动电机、电机支架、传动链条、传动轴、传动伞齿轮、轴承座,所述传动电机安装在电机支架上,且传动电机两侧的转动轴与传动链条一端连接,所述传动链条另一端连接传动轴,所述传动轴上安装传动伞齿轮,所述传动伞齿轮与轴承座上设置的水平方向的链轮垂直啮合。
12.本实用新型的优点:
13.1、本实用新型的轨道运输结构通过特制的铝型材加弧形导向传输机构,链爪平滑的进入特制的导槽,实现pcb板平稳传输。
14.2、本实用新型的锡炉系统通过叶轮泵、喷口的配合,使得液态锡在锡缸内形成了一个平稳的半圆形波峰,而且波峰的流速可调节,流动的锡会带走氧化层,使pcba板与锡接触时始终是一个干净的锡面,并破除了液态锡表面张力,同时解决了连焊、漏焊、假焊等一系列问题。喷口的设计使得向上喷出的锡覆盖面积更大,同时也避免了喷出的液态锡压力过高对于pcba板焊点上锡带来不利影响。
15.3、本实用新型的运输链爪布置采用了长方形结构的回路,且经过几道折弯和冲压拉伸加强,运行时完贴合轨道,从而解决了链爪易变形的问题。本实用新型的链爪内侧运输路径为一字形向后,不经过机器底部,运行时始终没有脱离锡炉系统的加热部分,不产生掉温问题,而且链爪跟锡面接触的地方设计了多道弧度,从而彻底解决了爪子沾锡问题。
附图说明:
16.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
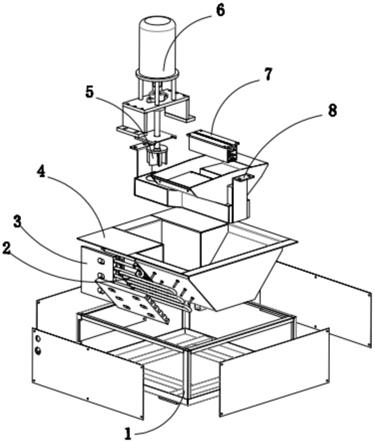
17.图1为本实用新型的锡炉系统整体结构示意图。
18.图2为本实用新型的锡炉系统爆炸结构示意图。
19.图3为本实用新型的锡炉系统一侧整体结构示意图。
20.图4为图3的a-a面剖面图。
21.图5为本实用新型的锡炉系统另一侧整体结构示意图。
22.图6为图5的b-b面剖面图。
23.图7为本实用新型的喷口剖面结构示意图。
24.图8为本实用新型的喷口盖板俯视图。
25.图9为图8的a-a面剖面图。
26.图10为本实用新型的运输系统整体结构示意图。
27.图11为本实用新型的运输系统爆炸结构示意图。
28.图12为本实用新型的弧形导向传输机构、运输导轨、长脚链爪分解结构示意图。
29.图13为本实用新型的弧形导向传输机构、运输导轨整体安装结构示意图。
30.图14为本实用新型的弧形导向传输机构以及长脚链爪安装结构示意图。
31.图15为本实用新型的单个长脚链爪示意图。
32.图16为本实用新型的导轨动力示意图。
具体实施方式:
33.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
34.如图1-16所示,一种在线式pcba板焊锡设备,包括锡炉系统、运输系统,锡炉系统设置在运输系统下部,其特征在于,锡炉系统锡炉外壳1、加热管2、铸铁导热板3、锡炉内胆4、叶轮泵5、变频电机6、喷口7、锡道8,锡炉外壳1内部安装锡炉内胆4,锡炉内胆4 下部外侧安装加热管2、铸铁导热板3,锡炉内胆4上部安装锡道8,锡道8一侧安装叶轮泵5,锡道8另一侧安装喷口7,叶轮泵5连接变频电机6;运输系统包括进板接驳9、单边固定调宽丝杆10、导轨罩11、弧形导向传输机构12、导轨动力机构13、运输导轨14、长脚链爪15,进板接驳9后端连接长脚链爪15,长脚链爪15安装在运输导轨14上,运输导轨14上方设置单边固定调宽丝杆10,运输导轨14后端设置导轨动力机构13,运输导轨14前部上侧设置导轨罩11,运输导轨14中段上侧设置弧形导向传输机构12,导轨罩11、弧形导向传输机构12与运输导轨14之间安装长脚链爪15。
35.本实施例中,锡道8内位于喷口7一侧设置缓冲槽71。为一部分液态锡提供流动通道,为喷口7处的液态锡分压,避免喷口7处的液态锡单边压力过高,引起锡波不平,进而给pcba板焊点上锡带来不利影响。
36.本实施例中,喷口7内部设置多层滤网73,喷口7顶部设置喷口盖板72,喷口盖板72上阵列式设置三行喷锡孔:中间一行为直径 4.5mm向上垂直孔,两边另外两行为直径3mm向上垂直孔,且各个垂直孔相互错开。这样的设计使得喷口7向上喷出的锡流更高,并同时形成一个稳定的半圆形波峰,避免了喷出的液态锡与pcba板焊点脱离时的上锡不良现象。
37.本实施例中,弧形导向传输机构12包括导轨支撑机构121、导轨压板122、导轨盖板123,导轨压板122和导轨盖板123重叠安装在导轨支撑机构121内侧且与导轨支撑机构121垂直;运输导轨14 包括回转扁钢141、导轨本体142、进板扁钢143,导轨本体142两侧分别设置回转扁钢141、进板扁钢143;长脚链爪15沿着回转扁钢 141、进板扁钢143、和导轨压板122做回转运动。
38.本实施例中,弧形导向传输机构12下部的长脚链爪15下方为锡炉系统的喷口7,放置在长脚链爪15上的pcba板最长元件脚焊锡深度为35mm。
39.本实施例中,长脚链爪15单个爪子为l型单钩结构151,l型单钩结构151由多道折弯结构154组成,l型单钩结构151上设置冲压拉伸加强152、脱锡弧面153,如图15所示。
40.本实施例中,导轨动力机构13包括传动电机131、电机支架132、传动链条133、传动轴134、传动伞齿轮135、轴承座136,传动电机 131安装在电机支架132上,且传动电机131两侧的转动轴与传动链条133一端连接,传动链条133另一端连接传动轴134,传动轴134 上安装传动伞齿轮135,传动伞齿轮135与轴承座136上设置的水平方向的链轮垂直啮合。
41.本实用新型的工作原理是:
42.固态锡放置在锡炉内胆4中,通过加热管2、铸铁导热板3加热成液态锡。如图4、6所示,当启动叶轮泵5逆时针旋转时,其旋转产生的高压使得液态锡向锡道8另一侧流动,并最终通过喷口7向上喷出到其上部的pcba板的焊点处。(pcba板放置在运输系统以流水线式移动,运输系统位于锡炉系统上部)。另外,如图6所示,喷口 7两侧焊接pcba板后剩余的液态锡能得到定向流回锡炉内胆4,缓冲槽71位于锡道8内位于喷口7一侧,为一部分液态锡提供流动通道,为喷口7处的液态锡分压,避免喷口7处的液态锡压力过高对于pcba 板焊点上锡带来不利影响。
43.运输系统:包括进板接驳9、单边固定调宽丝杆10、导轨罩11、弧形导向传输机构12、导轨动力机构13、运输导轨14、长脚链爪15,进板接驳9后端连接长脚链爪15,长脚链爪15安装在运输导轨14 上,运输导轨14上部设置单边固定调宽丝杆10,运输导轨14后端设置导轨动力机构13,运输导轨14前部上侧设置导轨罩11,运输导轨14后部上侧设置弧形导向传输机构12,导轨罩11、弧形导向传输机构12与运输导轨14之间安装长脚链爪15。pcba板通过进板接驳 9传送进入长脚链爪15,搭载在长脚链爪15的水平脚上。如图11-15 所示,长脚链爪15通过导轨动力机构13带动,单侧的长脚链爪15 呈现一圈长方形回路,通过导轨动力机构13拨动使其不断在运输导轨14上循环转动,使得长脚链爪15回路外侧(未搭载pcba板一侧) 始终向前端移动,长脚链爪15回路内侧(搭载pcba板一侧)始终向后端移动,这样pcba板以流水线式不断向后运动。同时,位于弧形导向传输机构12下部的长脚链爪15下方为锡炉系统的喷口4处,此处放置在长脚链爪15上的pcba板最大过板深度35mm,如图15所示, pcba板下部的焊点在此处浸入上述喷口4喷出的液态锡中,使得焊点上锡,上完锡后然后从后端的长脚链爪15输出。
44.导轨动力机构13具体由传动电机131,电机支架132,传动链条 133,传动轴134,传动伞齿轮135,轴承座136组成,并与长脚链爪 15配合。传动电机131转动时通过传动链条133带动传动轴134转动。传动轴134转动时带动两条轨道上的传动伞齿轮135转动。传动伞齿轮135下部与轴承座136上部的链轮垂直啮合,进而实现将传动伞齿轮135在竖直方向上的转动转化为轴承座136上部的链轮水平方向的转动,由于轴承座136内部通过链轮驱动的转轴与长脚链爪15 连接,最终带动两条轨道上的长脚链爪15同步转动。单边固定调宽丝杆10可以根据pcba板的宽度调节其宽度,最终能调节运输导轨 14、长脚链爪15的宽度,以适应不同宽度的pcba板进入运输系统上锡。
45.本实用新型具有以下优势:
46.1、本实用新型的轨道运输结构通过特制的铝型材加弧形导向传输机构:结合图15所示,长脚链爪15的l型挂钩下部挂在导轨本体142上的回转扁钢141和进板扁钢143上,长脚链爪运行到弧形导向传输机构的时,导轨压板122会压住长脚链爪15的l型挂钩的上部,导轨盖板123压住长脚链爪15的外部,使长脚链爪进入弧形导向传输机构做平滑的曲线运动,从而实现pcb板平稳传输。
47.2、本实用新型的锡炉系统通过叶轮泵、喷口的配合,使得液态锡在锡缸内形成了一个平稳的半圆形波峰,而且波峰流速可调节,流动的锡会带走氧化层,使pcba板与锡接触时始终是一个干净的锡面,并破除了液态锡表面张力,同时解决了连焊、漏焊、假焊等一系列问题。这样的设计使得喷口向上喷出的锡流更高,更稳,避免了喷出的液态锡与pcba板焊点脱离时的上锡不良现象。
48.3、本实用新型的运输链爪运行路径设计在了同一水平面内,且运行时完贴合轨道。长脚链爪15单个爪子为l型单钩结构151,l型单钩结构151由多道折弯结构154组成,l型单钩结构151上设置冲压拉伸加强152、脱锡弧面153,如图15所示,从而解决了链爪易变形的问题。本实用新型的链爪内侧运输路径为一字形向后,(不经过机器底部),运行时始终没有脱离锡炉系统的加热部分,不产生掉温问题,而且链爪跟锡面接触的地方设计了多道弧度,如图15所示,从而彻底解决了爪子沾锡问题。
49.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1