乘用车座椅滑轨支架焊接安装治具的制作方法
1.本实用新型涉及用于工件的固定或定位领域,特别是涉及一种乘用车座椅滑轨支架焊接安装治具。
背景技术:
2.现有的汽车座椅滑轨支架是汽车座椅的重要部件,主要包括座椅蜗卷弹簧限位支架、座椅内侧滑轨上安装支架、座椅内侧滑轨上加强板以及座椅内侧安装支架加强板,这些零部件焊接在一起就可以组成汽车座椅滑轨支架。由于缺乏专门的安装治具,焊接时是先将座椅内侧滑轨上安装支架的的2部分焊接在一起,然后将其他零部件与焊接好的部分装好,使用压钳人工将两部分夹紧,再进行第二次焊接。如此需要进行两次取放料和装夹,容易发生焊接后翘曲和尺寸不标准等情况。而且焊接和装夹都是人工操作,工作效率低,人工成本高。
技术实现要素:
3.为解决以上技术问题,本实用新型提供一种乘用车座椅滑轨支架焊接安装治具,可以对汽车座椅滑轨支架的各个部件进行固定后再进行焊接,避免二次取料和装夹。
4.技术方案如下:
5.一种乘用车座椅滑轨支架焊接安装治具,包括操作台,在第一种可实现方式中,还包括:
6.安装支架定位装置,用于压紧座椅内侧滑轨上安装支架和座椅内侧滑轨上加强板;
7.加强板定位装置,用于压紧座椅内侧滑轨上安装支架和座椅内侧安装支架加强板;
8.限位支架定位装置,用于压紧座椅内侧滑轨上安装支架和座椅蜗卷弹簧限位支架;
9.所述安装支架定位装置、加强板定位装置和限位支架定位装置,按照所述座椅内侧滑轨上安装支架、座椅内侧滑轨上加强板、座椅内侧安装支架加强板和座椅蜗卷弹簧限位支架的装配位置对应安装在所述操作台上。
10.结合第一种可实现方式,在第二种可实现方式中,所述安装支架定位装置包括定位安装机构和紧压机构,该定位安装机构用于定位安装座椅内侧滑轨上安装支架和座椅内侧滑轨上加强板,所述紧压机构设置在所述定位安装机构的上方。
11.结合第二种可实现方式,在第三种可实现方式中,所述定位安装机构包括加强板安装座和支架后端安装座,该加强板安装座和支架后端安装座并排设置且均设置有定位销。
12.结合第三种可实现方式,在第四种可实现方式中,所述定位销连接有气缸组件,该气缸组件安装在所述操作台的底面,所述定位销穿过操作台与气缸组件的活塞杆连接。
13.结合第三或第四种可实现方式,在第五种可实现方式中,所述紧压机构包括支架前端紧压机构和支架后端紧压机构,该支架前端紧压机构和支架后端紧压机构分别设置在所述加强板安装座和支架后端安装座的正上方。
14.结合第五种可实现方式,在第六种可实现方式中,所述支架前端紧压机构包括紧压单元和固定支架,该固定支架安装在所述所述加强板安装座附件的操作台台面上,所述紧压单元包括压缩气缸和压杆,该压缩气缸设置在固定支架上,所述压杆竖直设置在所述加强板安装座的正上方,且通过连接器与压缩气缸的活塞杆连接。
15.结合第六种可实现方式,在第七种可实现方式中,所述固定支架设置有导向板,该导向板上开有导向孔,所述压杆沿导向孔竖直向上延伸至压缩气缸的活塞杆处,并通过连接器与活塞杆连接。
16.结合第五至七种可实现方式中的任意一种可实现方式,在第八种可实现方式中,所述支架后端紧压机构包括后端压块、杠杆、支架、驱动气缸,该后端压块位于所述支架后端安装座的正上方,且与杠杆的一端固定,所述杠杆的中段与支架铰接,另一端与所述驱动气缸的活塞杆铰接。
17.结合第一至八种可实现方式中的任意一种可实现方式,在第九种可实现方式中,所述加强板定位装置包括紧压块和伸缩气缸,该紧压块经连接臂与伸缩气缸的活塞杆铰接,所述紧压块与伸缩气缸之间设置有支撑架,所述连接臂与支撑架铰接。
18.结合第一至九种可实现方式中的任意一种可实现方式,在第十种可实现方式中,所述限位支架定位装置包括支架安装座,该支架安装座开有与座椅蜗卷弹簧限位支架相对应的卡槽。
19.有益效果:采用本实用新型的乘用车座椅滑轨支架焊接安装治具,可以使各个定位装置对汽车座椅滑轨支架的各个部件进行固定后进行焊接。该汽车座椅滑轨支架的焊接工装中所有的定位装置均位于同一操作台上,如此只需一个人便可在一个操作台上进行焊接,节约了人工成本。而且全部焊接工序均在同一个操作台上完成,避免了进行两次取放料、装夹,进而避免了由于取放料和两次装夹造成的焊接后翘曲和尺寸不标准等情况,且一个操作台的占地面积较小。采用开关控制所有的气缸运作,相对以前单个压钳的手动压零件,效率提高不少,现在只需把零件放好后,然后一键压件再焊接,焊接好后再一键松件,取出零件即可,方便快捷。
附图说明
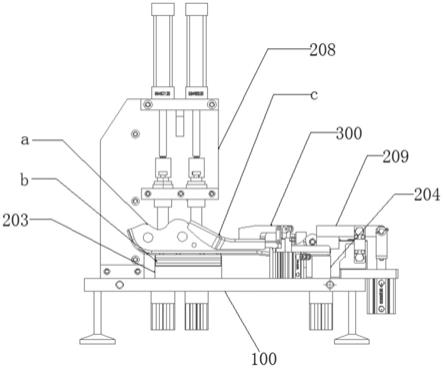
20.图1为本实用新型的结构示意图;
21.图2为图1中安装支架定位装置200的安装结构示意图;
22.图3为图2中紧压机构202的的安装结构示意图;
23.图4为图2中定位安装机构201的结构示意图;
24.图5为图1中加强板定位装置300的结构示意图;
25.图6为图1中限位支架定位装置400的结构示意图;
26.图7为座椅滑轨支架在治具中的安装状态示意图;
27.图8为图7的俯视图。
具体实施方式
28.下面结合实施例和附图对本实用新型作进一步说明。
29.如图1所示的乘用车座椅滑轨支架焊接安装治具的结构示意图,该安装治具包括操作台100,以及;
30.安装支架定位装置200,用于压紧座椅内侧滑轨上安装支架a和座椅内侧滑轨上加强板b;
31.加强板定位装置300,用于压紧座椅内侧滑轨上安装支架a和座椅内侧安装支架加强板c;
32.限位支架定位装置400,用于压紧座椅内侧滑轨上安装支架a和座椅蜗卷弹簧限位支架d;
33.所述安装支架定位装置200、加强板定位装置300和限位支架定位装置400,按照所述座椅内侧滑轨上安装支架a、座椅内侧滑轨上加强板b、座椅内侧安装支架加强板c和座椅蜗卷弹簧限位支架d的装配位置对应安装在所述操作台100上。
34.具体而言,操作台100设置有台座支架101,安装支架定位装置200、加强板定位装置300和限位支架定位装置400按照座椅滑轨支架上各个部件的装配位置安装在操作台100的台面上。组成座椅内侧滑轨上安装支架a的2块支架,以及座椅内侧滑轨上加强板b,可以按照座椅滑轨支架中这3部分的装配关系人工安装在安装支架定位装置200上,安装支架定位装置200可以将安装好的3部分夹紧。
35.安装支架定位装置200夹紧座椅内侧滑轨上安装支架a和座椅内侧滑轨上加强板b后,可以按照座椅滑轨支架各部分的装配结构,人工将座椅内侧安装支架加强板c和安装到相应的装配位置处,再通过加强板定位装置300和限位支架定位装置400,将这2部分与座椅内侧滑轨上安装支架a夹紧,达到一次取料装夹的目的。装夹完成后,只需要一人就可以完成座椅滑轨支架各部分的焊接,减少人工成本,提高工作效率。
36.在本实施例中,优选的,如图2、图4所示,所述安装支架定位装置200包括定位安装机构201和紧压机构202,该定位安装机构201用于定位安装座椅内侧滑轨上安装支架a和座椅内侧滑轨上加强板b。所述定位安装机构201包括加强板安装座203和支架后端安装座204,该加强板安装座203和支架后端安装座204并排设置且均设置有定位销205。
37.加强板安装座203和支架后端安装座204均固定在操作台100上,且分别与座椅内侧滑轨上安装支架a的前后端相对应。其中,加强板安装座203的形状与座椅内侧滑轨上加强板b的形状相配合。
38.如图4所示,加强板安装座203开有2个通孔206,在支架后端安装座204开有1个通孔206。加强板安装座203的2个通孔206的位置与座椅内侧滑轨上加强板b、座椅内侧滑轨上安装支架a前端2个的限位孔相对应。支架后端安装座204上的通孔206与座椅内侧滑轨上安装支架a后端的限位孔相对应。这3个通孔206均从加强板安装座203延伸至操作台100的底面。
39.所述操作台100的底面设置有3个气缸组件207,3个气缸组件207的活塞杆分别伸入3个通孔206内并连接所述定位销205。在安装座椅内侧滑轨上加强板b和座椅内侧滑轨上安装支架a时,可以通过气缸组件207将3根定位销205从通孔206内伸出,伸入座椅内侧滑轨上加强板b和座椅内侧滑轨上安装支架a安装的3个限位孔中,就能达到定位安装座椅内侧
滑轨上安装支架a和座椅内侧滑轨上加强板b的目的。
40.如图2、图3所示,所述紧压机构202包括支架前端紧压机构208和支架后端紧压机构209,该支架前端紧压机构208和支架后端紧压机构209分别设置在所述加强板安装座203和支架后端安装座204的正上方。
41.其中,支架前端紧压机构208用于将座椅内侧滑轨上加强板b和座椅内侧滑轨上安装支架a的前端压紧。支架前端紧压机构208包括紧压单元210和固定支架211,紧压单元210包括压缩气缸212和压杆213。固定支架211包括固定座214、气缸固定板215和导向板216,固定座214固定安装在操作台100上,气缸固定板215、导向板216并列设置在所述加强板安装座203的正上方,并与固定座214固定。
42.所述压缩气缸212固定安装在气缸固定板215上,且其活塞杆竖直向下穿过气缸固定板215后,通过连接器217与压杆213连接,所述压杆213沿导向板216上的导向孔竖直向下延伸。座椅内侧滑轨上加强板b和座椅内侧滑轨上安装支架a安装好后,可以通过压缩气缸212推动压杆213将座椅内侧滑轨上加强板b和座椅内侧滑轨上安装支架a夹紧。为了达到更好的紧压效果,紧压单元210可以多设置几个,在本实施例中,所述紧压单元210设置了2个。
43.所述支架后端紧压机构209位于支架后端安装座204的上方,用于压紧座椅内侧滑轨上安装支架a的后端,通过支架前端紧压机构208和支架后端紧压机构209可以将整个座椅内侧滑轨上安装支架a夹紧固定。
44.在本实施例中,所述支架后端紧压机构209包括后端压块218、杠杆219、支架220、驱动气缸221,该后端压块218位于所述支架后端安装座204的正上方,且与杠杆219的一端固定,所述杠杆219的中段与支架220铰接,另一端与所述驱动气缸221的活塞杆铰接。
45.支架220设置有底座222,底座222通过螺栓固定在操作台100的边沿处,并向外延伸处一部分用于安装所述驱动气缸221,如此可以缩小操作台100的体积。驱动气缸221的活塞杆竖直向上穿过底座与杠杆219的一端铰接,杠杆219的中部与支架220铰接,另一端延伸至支架后端安装座204的正上方并与后端压块218固定。驱动气缸221的活塞杆向上推动,在杠杆219作用下,后端压块218就会向下压紧座椅内侧滑轨上安装支架a的后端。
46.如图1、图5所示,加强板定位装置300和限位支架定位装置400固定安装在支架前端紧压机构208和支架后端紧压机构209之间的操作台100上,且分别用于将座椅内侧安装支架加强板c和座椅蜗卷弹簧限位支架d与座椅内侧滑轨上安装支架a压紧。
47.其中,如图5所示,所述加强板定位装置300包括紧压块301和伸缩气缸302,伸缩气缸302固定在操作台100台面上。该紧压块301经连接臂与伸缩气缸302的活塞杆铰接,所述紧压块301与伸缩气缸302之间设置有支撑架303,所述连接臂与支撑架303铰接,为了节约操作的安装空间,支撑架303可以固定在伸缩气缸302的缸体上。同样是利用杠杆原理,伸缩气缸302的活塞杆向上移动,使紧压块301向下移动压紧座椅内侧安装支架加强板c和座椅内侧滑轨上安装支架a。
48.在本实施例中,如图6所示,所述限位支架定位装置400包括支架安装座401,该支架安装座401位于座椅内侧滑轨上安装支架a中,连接座椅蜗卷弹簧限位支架d的一侧,其侧壁开有卡槽402,该卡槽402的形状与座椅蜗卷弹簧限位支架d的卡位缺口相对应。所述卡槽402的槽壁设置有磁体403,磁体403可以将座椅蜗卷弹簧限位支架d吸附在卡槽402内。
49.为了避免在夹紧座椅蜗卷弹簧限位支架d时,座椅内侧滑轨上安装支架a左右移
动,在座椅内侧滑轨上安装支架a的另一侧设置有限位块404,如此,在将座椅蜗卷弹簧限位支架d卡入卡槽402内时,即可将座椅蜗卷弹簧限位支架d和座椅内侧滑轨上安装支架a卡紧。
50.在实际操作过程中,如图7、图8所示,只需要将座椅内侧滑轨上加强板b放在加强板安装座203的定位销205上,然后按照装配次序,依次把组成座椅内侧滑轨上安装支架a的2块支架的前后两端分别放在加强板安装座203和支架后端安装座204的定位销205上。把座椅内侧安装支架加强板c放在座椅内侧滑轨上安装支架a上,并与限位块404抵接靠住,避免座椅内侧安装支架加强板c向后滑动。把座椅蜗卷弹簧限位支架d卡进支架安装座401中。定位安装完成后可以通过伸缩气缸302、驱动气缸221、压缩气缸212将这些零部件夹紧,然后依次进行焊接。
51.最后需要说明的是,上述描述仅仅为本实用新型的优选实施例,本领域的普通技术人员在本实用新型的启示下,在不违背本实用新型宗旨及权利要求的前提下,可以做出多种类似的表示,这样的变换均落入本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1