一种饰条斜楔侧折弯机构的制作方法
1.本实用新型属于汽车饰条生产工装技术领域,具体涉及一种饰条斜楔侧折弯机构。
背景技术:
2.在带折弯工序的饰条冲切单冲模中,由于各工序的驱动力均由压机或冲床提供,并且产品需要水平摆放,同时需要满足方便取放件的要求,水平方向折弯之后,饰条端部会形成倒钩,取件时要将产品向一侧移动大于折弯边长度的距离,现有的饰条冲切单冲模具不带此类折弯机构。
技术实现要素:
3.本实用新型所要解决的技术问题是针对现有技术的现状,而提供一种稳定可靠,供较大产品a面压紧力的饰条斜楔侧折弯机构。
4.本实用新型解决上述技术问题所采用的技术方案为:一种饰条斜楔侧折弯机构,其特征在于,包括有设置在左侧的产品放置块以及设置在右侧的活动滑块,在产品放置块上设置压料组件,活动滑块后端固定连接导向柱,在导向柱上穿套有复位弹簧,所述的活动滑块的上设置有侧压料板,在侧压料板的下侧设置有侧成型冲头,待折弯的饰条a面通过压料组件固定在产品放置块上,饰条b面与侧压料板和侧成型冲头相对,所述的活动滑块右侧设置有带动活动滑块运动的斜楔组件。
5.在上述的一种饰条斜楔侧折弯机构中,所述的压料组件包括有压机、上压料板以及压料弹簧,所述的压机输出端与上压料板连接。压料弹簧位于上压料板底部并提供复位。
6.在上述的一种饰条斜楔侧折弯机构中,所述的侧压料板与活动滑块安装有侧压弹簧。
7.在上述的一种饰条斜楔侧折弯机构中,所述的斜楔组件包括开设在活动滑块上的斜楔口以及上斜契,所述的上斜契能够打入斜楔口驱使活动滑块运动。
8.与现有技术相比,本实用新型的优点在于采用普通压料板,成本较低且可提供较大产品a面压紧力;采用压机或冲床驱动折弯机构,稳定可靠;折弯动作完成后,折弯块回退位移大,产品取放方便。
附图说明
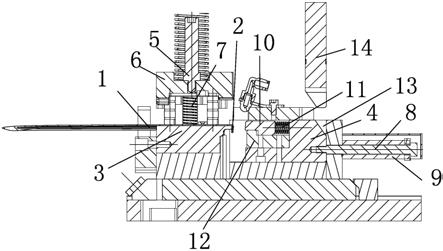
9.图1是本饰条斜楔侧折弯机构整体示意图。
具体实施方式
10.以下是本实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
11.图中,饰条a面1;饰条b面2;产品放置块3;活动滑块4;压机5;上压料板6;压料弹簧
7;导向柱8;复位弹簧9;侧压料板10;侧压弹簧11;侧成型冲头12;斜楔口13;上斜契14。
12.如图1所示,本饰条斜楔侧折弯机构,主要用于折弯饰条产品,饰条分为饰条a面1和饰条b面2,其中折弯机构包括有设置在左侧的产品放置块3以及设置在右侧的活动滑块4,在产品放置块3上设置压料组件,压料组件包括有压机5、上压料板6以及压料弹簧7,压机5输出端与上压料板6连接,压料弹簧7位于上压料板6底部并用于提供复位,这里采用普通压料板,成本较低且可提供较大产品a面压紧力。
13.活动滑块4后端固定连接导向柱8,在导向柱8上穿套有复位弹簧9,这里导向柱8可以保证活动滑块4的运动方向,保证平稳性,复位弹簧9主要起到活动滑块4复位的作用,活动滑块4的上设置有侧压料板10,侧压料板10与活动滑块4安装有侧压弹簧11,这里通过侧压弹簧11可以保证固定饰条b面2以保证产品的尺寸稳定性,在侧压料板10的下侧设置有侧成型冲头12,待折弯的饰条a面1通过压料组件固定在产品放置块3上,饰条b面2与侧压料板10和侧成型冲头12相对,这里活动滑块4运动时需要保证侧压料板10优先先预压到饰条b面2,然后再通过侧成型冲头12进行折弯,活动滑块4右侧设置有带动活动滑块4运动的斜楔组件,斜楔组件包括开设在活动滑块4上的斜楔口13以及上斜契14,上斜契14能够打入斜楔口13驱使活动滑块4运动。
14.工作时压机5推动上压料板6压住饰条a面1,上斜楔推动活动滑块4做水平运动,再通过侧压弹簧11柔性推动侧压料板10压紧饰条b面2上部,侧成型冲头12继续运动完成折弯动作;上斜楔上行回退,侧成型冲头12在复位弹簧9的作用下后退脱开一定距离;侧压料板10在侧压弹簧11拉力下脱开饰条b面2,上压料板6在压料弹簧7的作用下脱开饰条a面1,取出产品完成整个折弯过程。
15.本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1