一种温度可控的机器人搅拌摩擦焊装置的制作方法
1.本实用新型涉及搅拌摩擦焊技术领域,具体为一种温度可控的机器人搅拌摩擦焊装置。
背景技术:
2.机器人是现代制造工业智能制造重要的载体,随着我国劳动力红利的逐渐消失,同时在以5g、大数据、人工智能等为主要特征的工业革命的推动下,智能制造已经成为我国经济发展新常态下新旧动能转化,促进经济高质量发展的重要的手段。
3.机器人搅拌摩擦焊柔性好,可以实现复杂轨迹运动,使复杂结构件的焊接成为可能。机器人搅拌摩擦焊可以提升焊接自动化程度和生产效率,其技术优势和社会经济效益显著。据测算,机器人搅拌摩擦焊的成本仅为相同能力的龙门式结构的一半,且机器人搅拌摩擦焊的智能程度更高,可以更好的和自动化生产线集成,发挥协同制造的优势。
4.但是,机器人搅拌摩擦焊的刚性较差,而搅拌摩擦焊的固态焊接的特点,决定了焊接过程中的较大的顶锻力(z向力)会导致结构变形而不同施加精准的焊接作业,一般通过顶锻力(z向力)恒定控制的模式解决这个问题,从而可以获得理想的搅拌摩擦焊接头。当焊接环形焊缝、变截面试样以及导热性更好的铜合金时,由于已焊接部分对未焊接部分的预热作用(环形焊缝,特别是铜合金的环形焊缝),散热条件的改变(比如截面变小,散热变少)以及异种材料焊接对温度的极其敏感,会导致被焊接区域的温度升高致使材料变软,对搅拌工具的z向力降低。在这种情况下,恒压力模式会控制搅拌工具继续向试样中下压,以获得设定的压力值,一方面随着下压量的增加温度会继续升高,导致继续下压,形成恶性循环,直至焊穿试样,扎入垫板中,导致焊接报废;另一方面,下压量的增加也会导致飞边的产生和增多,后续需要飞边处理的工序,增加了成本;当进行铝/镁合金、铝/钢合金、铝/铜合金等异种金属时,由于异种材料焊接时对温度极其敏感,需要将焊接时的温度进行精确控制,以获得理想的接头。
5.对于焊缝本身来说,当焊接温度较高时,焊缝的连接质量将会恶化,而且常规搅拌摩擦焊工具由于轴肩的产热量最大约为总产热量的80%,而搅拌针顶部的产热量较少,上下焊缝的热量不均匀分布会恶化接头,且容易导致变形加剧,严重的话导致产品报废。
技术实现要素:
6.本实用新型的目的在于提供一种温度可控的机器人搅拌摩擦焊装置,以解决上述背景技术中提出的问题。
7.为实现上述目的,本实用新型提供如下技术方案:一种温度可控的机器人搅拌摩擦焊装置,包括六自由度工业机器人、电磁吸附工作台,所述六自由度工业机器人连接有人机交互界面系统,且均设置于电磁吸附工作台的一侧,所述六自由度工业机器人连接有冷却装置,所述六自由度工业机器人的第六轴法兰上安装有搅拌摩擦焊执行器,所述搅拌摩擦焊执行器的下端设有搅拌摩擦焊专用刀柄,所述搅拌摩擦焊专用刀柄安装有搅拌摩擦焊
工具;所述冷却装置包含相互连接的冷却箱和冷却管道,所述冷却箱和人机交互界面系统相连,所述冷却管道固定在六自由度工业机器人的第六轴法兰上。
8.进一步优选,所述冷却管道连接有冷却喷头,所述冷却管道上靠近冷却喷头的位置设有温度测量探头,其通过固定块固定在冷却管道上。
9.进一步优选,所述温度测量探头和冷却喷头的数量均不少于一个。
10.进一步优选,所述冷却喷头上设有电磁阀。
11.进一步优选,所述电磁阀的开启角度为0~360
°
,所述冷却喷头喷出冷却介质的冷却速度为0~10℃/s。
12.进一步优选,所述冷却管道的输出端通过卡箍固定在搅拌摩擦焊执行器上。
13.进一步优选,所述搅拌摩擦焊专用刀柄上集成有压力传感器和扭矩传感器。
14.进一步优选,所述人机交互界面系统内设有温度控制模块、压力控制模块。
15.有益效果
16.本实用新型的温度可控的机器人搅拌摩擦焊装置,通过在搅拌摩擦焊装置中增加冷却装置,可对多位置温度测量,并根据实时温度参数调整电磁阀的打开角度,对相应位置进行喷射设定的冷却介质,实现快速降温,对实时焊接温度调整,确保焊接过程中的温度控制在设定的温度,减少焊接报废,提高效益。
附图说明
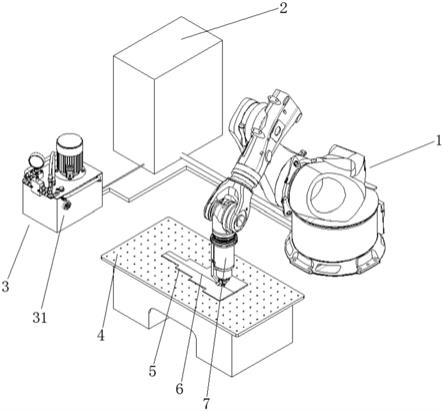
17.图1为本实用新型实施例所公开的一种温度可控的机器人搅拌摩擦焊装置的结构示意图;
18.图2为本实用新型实施例所公开的温度控制装置结构示意图;
19.图3为本实用新型实施例所公开的冷却喷头结构示意图。
20.附图标记
[0021]1‑
六自由度工业机器人,2
‑
人机交互界面系统,3
‑
冷却装置,31
‑
冷却箱,32
‑
冷却管道,33
‑
卡箍,34
‑
固定块。35
‑
温度测量探头,36
‑
冷却喷头,37
‑
电磁阀,4
‑
电磁吸附工作台,5
‑
焊接件,6
‑
焊接缝,7
‑
搅拌摩擦焊执行器。
具体实施方式
[0022]
以下是本实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
实施例
[0023]
如图1
‑
3所示,一种温度可控的机器人搅拌摩擦焊装置,包括六自由度工业机器人1、电磁吸附工作台4,所述六自由度工业机器人1连接有人机交互界面系统2,且均设置于电磁吸附工作台4的一侧,所述六自由度工业机器人1连接有冷却装置3,所述六自由度工业机器人1的第六轴法兰上安装有搅拌摩擦焊执行器7,所述搅拌摩擦焊执行器7的下端设有搅拌摩擦焊专用刀柄71,所述搅拌摩擦焊专用刀柄71安装有搅拌摩擦焊工具72;所述冷却装置3包含相互连接的冷却箱31和冷却管道32,所述冷却箱31和人机交互界面系统2相连,所述冷却管道32固定在六自由度工业机器人1的第六轴法兰上。
[0024]
优选的,所述冷却管道32连接有冷却喷头36,所述冷却管道32上靠近冷却喷头36的位置设有温度测量探头35,其通过固定块34固定在冷却管道32上。其中,所述温度测量探头35采用非接触式测量方式,通过红外线实现温度的快速测量,其测量范围在20~900℃,快速响应时间为10~40ms,测量的分辨率为0.1℃,测量精度为
±
1℃。
[0025]
优选的,所述温度测量探头35和冷却喷头36的数量均不少于一个,可以对一个位置或若干个位置进行温度探测和降温,喷射的冷却介质可以为压缩空气、氮气、氦气、水雾等介质。
[0026]
优选的,所述冷却喷头36上设有电磁阀37,所述电磁阀27可控制冷却喷头36喷出的冷却介质的数量,从而控制冷却的效果,且电磁阀37通过系统总线与人机交互界面系统2连接,并受人机交互界面系统2控制。
[0027]
优选的,所述电磁阀37的开启角度为0~360
°
,所述冷却喷头36喷出冷却介质的冷却速度为0~10℃/s,通过控制电磁阀37打开的角度,让冷却喷头36内的冷却介质以需要的数量喷到相应的位置。
[0028]
优选的,所述冷却管道32的输出端通过卡箍33固定在搅拌摩擦焊执行器7上,所述卡箍33具有良好的紧箍力,且使用方便。
[0029]
优选的,所述搅拌摩擦焊专用刀柄71上集成有压力传感器和扭矩传感器,可以实现焊接过程中搅拌摩擦焊工具72所收到的x、y和z方向的作用力和扭矩的实时测量,并将测量的数据通过系统总线发送给人机交互界面系统2,实现焊接过程数据的实时显示和存储。
[0030]
优选的,所述人机交互界面系统2内设有温度控制模块,该温度控制模块能够接收温度测量探头35测量的实时数据,并通过内置的焊接温度专家数据库系统的决策结果将控制信心通过系统总线发送给冷却喷头36和电磁阀37,用以控制冷却喷头36的开关和电磁阀37打开的大小,从而将焊接温度控制在一定的范围内。
[0031]
同时,所述人机交互界面系统2内设有压力控制模块,其与温度控制模块可同步运行,使机器人在焊接过程中温度控制和z向作用力同步调节,可提高焊接压力的控制精度。
[0032]
在本实施例中,所述搅拌摩擦焊执行器7可实现0~12000rpm的转速,所述六自由度工业机器人1的运行速度为0~3000mm/min,焊接时的z向顶锻力为0~15kn,焊接材料为铝、镁等轻质合金,铜合金、钛合金或钢等高温合金,以及铝/镁合金、铝/铜合金、铝/钢合金等异种合金材料,其中优选铝合金和包含纯铜在内的同种材料的焊接,铝合金的焊接厚度为0.3~10mm,纯铜的焊接厚度为0.3~6mm。
[0033]
本实施例中,所述的温度可控的机器人搅拌摩擦焊装置的焊接方法,包括如下步骤:
[0034]
1)将焊接件5固定在电磁吸附工作台4上;
[0035]
2)在人机交互界面系统2输入焊接件5的材料、厚度、cad或catia零件模型等信息,人机交互界面系统2里的专家数据库系统给出推荐的焊接工艺参数,包括焊接时搅拌摩擦焊执行器7转速、焊接的行进速度、焊接时z向顶锻力、焊接温度等;
[0036]
3)人机交互界面系统2根据cad或catia零件模型,自动分析并获得焊接时的焊接缝6的轨迹,并根据焊接轨迹和焊接缝6是否有变截面等判定是否启用温度控制模块,如推荐使用,则人机交互界面系统2会提示操作者开启冷却装置3,温度测量探头35启动自检查;
[0037]
4)安装好相应的搅拌摩擦焊工具72,人机交互界面系统2将相应的工艺参数数据
发送到相应的执行单元,六自由度工业机器人1将搅拌摩擦焊工具72移动至焊接的起始位置,按照设定的程序扎入焊接件5内,并按照生成的焊接工艺参数开始焊接;
[0038]
5)当焊接过程中,温度测量探头35检测到的温度超过预设的温度时,温度控制模块将启动冷却装置3,按照超出的温度值和温度的升温速率等数据计算出需要喷射的冷却介质的体积,并换算成电磁阀37打开的角度,电磁阀37按照计算角度打开让冷却介质喷出,冷却相应的位置;
[0039]
6)当温度测量探头35检测到的温度回落到设定温度后,温度控制模块将信号发送到电磁阀37,电磁阀37关闭,停止冷却;
[0040]
7)根据温度测量探头35测量的温度和温度升高速率,不断进行步骤5)、6)操作,进行动态调整,确保焊接过程中的温度控制在设定的温度,直到焊接作业完成,焊接过程中的温度等信息保存在指定的文件中,实现焊接过程的温度数值可追溯。
[0041]
最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型性的保护范围之内的实用新型内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1