一种压扁冲孔折弯成型一体机的制作方法
[0001]
本实用新型涉及板材加工设备技术领域,尤其涉及一种压扁冲孔折弯成型一体机。
背景技术:
[0002]
板材(sheet material)是做成标准大小的扁平矩形建筑材料板,应用于建筑行业,用来作墙壁、天花板或地板的构件。也多指锻造、轧制或铸造而成的金属板。划分为薄板、中板、厚板、特厚板、通常做成标准大小的扁平矩形建筑材料板。
[0003]
现有的板材在加工时,需要单独的对板材进行压扁冲孔,然后在对板材进行折弯成型,从而既浪费了人力物力,又加大了工人的劳动强度,不利于企业的发展。为此,我们提出一种压扁冲孔折弯成型一体机。
技术实现要素:
[0004]
本实用新型提供一种压扁冲孔折弯成型一体机,通过承载机构、冲孔机构和弯折机构相互配合,既能对板材进行冲孔处理,又能对冲孔后的板材进行弯折,以便于能够提高板材加工的效率,同时又能降低板材加工时的劳动强度。
[0005]
本实用新型提供的具体技术方案如下:
[0006]
本实用新型提供的一种压扁冲孔折弯成型一体机,包括机架和固定架,所述机架顶部表面安装有固定架,所述机架顶部表面中部设有承载机构,所述承载机构由承载台、冲孔、限位槽、凹榫、弯折凹模和凸榫组成,所述固定架顶部表面左侧镶嵌连接有第一限位套管,所述第一限位套管内腔插有冲孔机构,所述冲孔机构由第一液压杆、第一底座和冲孔冲头组成,所述固定架顶部表面右侧镶嵌连接有第二限位套管,所述第二限位套管内腔插接有弯折机构,所述弯折机构由第二液压杆、第二底座、第三限位套管、弯折冲头和螺杆组成。
[0007]
可选的,所述承载台顶部表面左侧开设有冲孔,所述承载台顶部表面右侧开设有限位槽,所述限位槽底部表面两侧均开设有凹榫,所述限位槽内腔安装有弯折凹模,所述弯折凹模底部表面两侧均一体成型有凸榫。
[0008]
可选的,所述第一液压杆输出端安装有第一底座,所述第一底座底部表面安装有冲孔冲头,且冲孔冲头位于冲孔正上方。
[0009]
可选的,所述第二液压杆底部输出端安装有第二底座,所述第二底座底部表面安装有第三限位套管,所述第三限位套管内腔插接有弯折冲头,所述第三限位套管一侧壁表面转动连接有螺杆,且螺杆一端与弯折冲头相连。
[0010]
可选的,所述第一限位套管两侧均镶嵌连接有第四限位套管,所述第四限位套管内腔插接有引导柱,且引导柱底端与第一底座顶部表面两侧相连。
[0011]
可选的,所述第四限位套管内径大小与引导柱外径大小相同,且构成嵌入结构。
[0012]
本实用新型的有益效果如下:
[0013]
1、本实用新型通过机架、固定架,从而能够为设备提供坚实的基础,通过承载机构
中的冲孔,从而能够方便冲孔机构对板材进行冲孔处理,通过第一限位套管,可为冲孔机构提供支撑,通过冲孔机构中的第一液压杆,可带动第一底座向下运行,进而能够使得第一底座底部的冲孔冲头配合冲孔对放置在承载台出的板材进行冲孔处理,通过限位槽,可为弯折凹模提供支撑,通过在限位槽底部表面两侧均开设有凹榫,并且弯折凹模底部表面两侧均一体成型有凸榫,从而能够使得凹榫与凸榫相互契合,进而能够提高弯折凹模安装的稳定性。
[0014]
2、通过第二限位套管,可为弯折机构提供这支撑,通过弯折机构中的第二液压杆,可经第二底座带动第三限位套管上的弯折冲头向下运行,进而能够使得弯折冲头配合弯折凹模可对冲孔后的板材进行弯折处理,以便于能够满足弯折需求,并且螺杆又能够方便工作人员后期对弯折冲头更换维护,进而提高弯折冲头使用便利性。
[0015]
3、通过引导柱,可在第四限位套管内随着第一底座同步升降,由于第四限位套管内径大小与引导柱外径大小相同,且构成嵌入结构,从而能够提高引导柱升降时的平稳性,进而提高冲孔冲头冲孔使得稳定性。
附图说明
[0016]
为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0017]
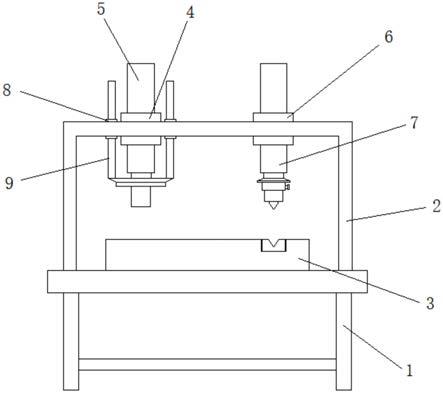
图1为本实用新型实施例的一种压扁冲孔折弯成型一体机的整体结构示意图;
[0018]
图2为本实用新型实施例的一种压扁冲孔折弯成型一体机的剖面结构示意图;
[0019]
图3为本实用新型实施例的一种压扁冲孔折弯成型一体机的承载机构剖面结构示意图;
[0020]
图4为本实用新型实施例的一种压扁冲孔折弯成型一体机的冲孔机构结构示意图;
[0021]
图5为本实用新型实施例的一种压扁冲孔折弯成型一体机的弯折机构结构示意图。
[0022]
图中:1、机架;2、固定架;3、承载机构;301、承载台;302、冲孔;303、限位槽;3031、凹榫;304、弯折凹模;3041、凸榫;4、第一限位套管;5、冲孔机构;501、第一液压杆;502、第一底座;503、冲孔冲头;6、第二限位套管;7、弯折机构;701、第二液压杆;702、第二底座;703、第三限位套管;704、弯折冲头;705、螺杆;8、第四限位套管;9、引导柱。
具体实施方式
[0023]
为了使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型作进一步地详细描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
[0024]
下面将结合图1~图5对本实用新型实施例的一种压扁冲孔折弯成型一体机进行详细的说明。
[0025]
本实用新型实施例提供的一种压扁冲孔折弯成型一体机,包括机架1和固定架2,所述机架1顶部表面安装有固定架2,所述机架1顶部表面中部设有承载机构3,所述承载机构3由承载台301、冲孔302、限位槽303、凹榫3031、弯折凹模304和凸榫3041组成,所述固定架2顶部表面左侧镶嵌连接有第一限位套管4,所述第一限位套管4内腔插有冲孔机构5,所述冲孔机构5由第一液压杆501、第一底座502和冲孔冲头503组成,所述固定架2顶部表面右侧镶嵌连接有第二限位套管6,所述第二限位套管6内腔插接有弯折机构7,所述弯折机构7由第二液压杆701、第二底座702、第三限位套管703、弯折冲头704和螺杆705组成,通过承载机构3、冲孔机构5和弯折机构7相互配合,既能对板材进行冲孔处理,又能对冲孔后的板材进行弯折,以便于能够提高板材加工的效率,同时又能降低板材加工时的劳动强度。
[0026]
本实用新型实施例提供的一种压扁冲孔折弯成型一体机,所述承载台301顶部表面左侧开设有冲孔302,所述承载台301顶部表面右侧开设有限位槽303,所述限位槽303底部表面两侧均开设有凹榫3031,所述限位槽303内腔安装有弯折凹模304,所述弯折凹模304底部表面两侧均一体成型有凸榫3041,通过冲孔302,从而能够方便冲孔机构5对板材进行冲孔处理,通过限位槽303,可为弯折凹模304提供支撑,通过凹榫3031与凸榫3041相互契合,进而能够提高弯折凹模304安装的稳定性。
[0027]
本实用新型实施例提供的一种压扁冲孔折弯成型一体机,所述第一液压杆501输出端安装有第一底座502,所述第一底座502底部表面安装有冲孔冲头503,且冲孔冲头503位于冲孔302正上方,从而能够使得第一液压杆501带动第一底座502向下运行,进而能够使得第一底座502底部的冲孔冲头503配合冲孔302对放置在承载台301出的板材进行冲孔处理。
[0028]
本实用新型实施例提供的一种压扁冲孔折弯成型一体机,所述第二液压杆701底部输出端安装有第二底座702,所述第二底座702底部表面安装有第三限位套管703,所述第三限位套管703内腔插接有弯折冲头704,所述第三限位套管703一侧壁表面转动连接有螺杆705,且螺杆705一端与弯折冲头704相连,从而能够通过第二液压杆701经第二底座702带动第三限位套管703上的弯折冲头704向下运行,进而能够使得弯折冲头704配合弯折凹模304可对冲孔后的板材进行弯折处理,以便于能够满足弯折需求,通过螺杆705,从而能够方便工作人员后期对弯折冲头704更换维护,进而提高弯折冲头704使用便利性。
[0029]
本实用新型实施例提供的一种压扁冲孔折弯成型一体机,所述第一限位套管4两侧均镶嵌连接有第四限位套管8,所述第四限位套管8内腔插接有引导柱9,且引导柱9底端与第一底座502顶部表面两侧相连,从而能够使得引导柱9在第四限位套管8内随着第一底座502同步升降。
[0030]
本实用新型实施例提供的一种压扁冲孔折弯成型一体机,所述第四限位套管8内径大小与引导柱9外径大小相同,且构成嵌入结构,从而能够提高引导柱9升降时的平稳性,进而提高冲孔冲头503冲孔使得稳定性。
[0031]
本实用新型实施例提供一种压扁冲孔折弯成型一体机,通过机架1、固定架2,从而能够为设备提供坚实的基础,由于机架1顶部表面中部设有承载机构3,并且承载机构3由承载台301、冲孔302、限位槽303、凹榫3031、弯折凹模304和凸榫3041组成,同时承载台301顶部表面左侧开设有冲孔302,从而能够方便冲孔机构5对板材进行冲孔处理,通过在固定架2顶部表面左侧镶嵌连接有第一限位套管4,并且第一限位套管4内腔插有冲孔机构5,从而能
够使得第一限位套管4为冲孔机构5提供支撑,由于冲孔机构5采用第一液压杆501、第一底座502和冲孔冲头503组成,并且第一液压杆501输出端安装有第一底座502,同时第一底座502底部表面安装有冲孔冲头503,且冲孔冲头503位于冲孔302正上方,从而能够使得第一液压杆501带动第一底座502向下运行,进而能够使得第一底座502底部的冲孔冲头503配合冲孔302对放置在承载台301出的板材进行冲孔处理,通过在承载台301顶部表面右侧开设有限位槽303,并且限位槽303内腔安装有弯折凹模304,从而能够使得限位槽303为弯折凹模304提供支撑,通过在限位槽303底部表面两侧均开设有凹榫3031,并且弯折凹模304底部表面两侧均一体成型有凸榫3041,从而能够使得凹榫3031与凸榫3041相互契合,进而能够提高弯折凹模304安装的稳定性,通过在固定架2顶部表面右侧镶嵌连接有第二限位套管6,并且第二限位套管6内腔插接有弯折机构7,从而能够使得第二限位套管6为弯折机构7提供这支撑,由于弯折机构7采用第二液压杆701、第二底座702、第三限位套管703、弯折冲头704和螺杆705组成,并且第二液压杆701底部输出端安装有第二底座702,同时第二底座702底部表面安装有第三限位套管703,且第三限位套管703内腔插接有弯折冲头704,从而能够通过第二液压杆701经第二底座702带动第三限位套管703上的弯折冲头704向下运行,进而能够使得弯折冲头704配合弯折凹模304可对冲孔后的板材进行弯折处理,以便于能够满足弯折需求,通过在第三限位套管703一侧壁表面转动连接有螺杆705,且螺杆705一端与弯折冲头704相连,从而能够方便工作人员后期对弯折冲头704更换维护,进而提高弯折冲头704使用便利性,通过在第一限位套管4两侧均镶嵌连接有第四限位套管8,同时第四限位套管8内腔插接有引导柱9,且引导柱9底端与第一底座502顶部表面两侧相连,从而能够使得引导柱9在第四限位套管8内随着第一底座502同步升降,由于第四限位套管8内径大小与引导柱9外径大小相同,且构成嵌入结构,从而能够提高引导柱9升降时的平稳性,进而提高冲孔冲头503冲孔使得稳定性。
[0032]
需要说明的是,本实用新型为一种压扁冲孔折弯成型一体机,包括机架1、固定架2、承载机构3、承载台301、冲孔302、限位槽303、凹榫3031、弯折凹模304、凸榫3041、第一限位套管4、冲孔机构5、第一液压杆501、第一底座502、冲孔冲头503、第二限位套管6、弯折机构7、第二液压杆701、第二底座702、第三限位套管703、弯折冲头704、螺杆705、第四限位套管8和引导柱9,部件均为通用标准件或本领域技术人员知晓的部件,其结构和原理都为本技术人员均可通过技术手册得知或通过常规实验方法获知,并且上述电器元件由本领域技术人员灵活的选取、安装并完成电路调试,保证各设备能正常运行,在这里不做过多的限制要求。
[0033]
显然,本领域的技术人员可以对本实用新型实施例进行各种改动和变型而不脱离本实用新型实施例的精神和范围。这样,倘若本实用新型实施例的这些修改和变型属于本实用新型权利要求及其等同技术的范围之内,则本实用新型也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1