一种超高强轻量化汽车底盘纵梁连续生产线的制作方法
[0001]
本实用新型涉及汽车底盘纵梁加工技术领域,尤其涉及一种超高强轻量化汽车底盘纵梁连续生产线。
背景技术:
[0002]
汽车纵梁指的是在汽车上部结构中,沿桥梁轴向设置并支承于横梁上的梁,具有支持梁上物体的作用。现有汽车纵梁的生产一般采用屈服强度235-700mpa级的钢材做为原材料,随着载重汽车对运载能力提升和减薄减重需求之间的矛盾日益显现,汽车行业迫切需要更高强度级别、重量更轻的纵梁材料,但随着强度的提升,提升强度与冲孔加工相互制约的问题难以解决,原因之一是超高强钢加工困难,而且各车型纵梁规格不同,开发专用模具成本高,很难实现超高强纵梁在各车型中的普通应用;原因之二是超高强钢冲孔难度大,冲孔质量差,废品率高,模具损耗大,生产效率低。
[0003]
现有的生产工艺路线均是先由原料(屈服强度235-700mpa级)加工坯料外形,再加工孔,最后完成成形加工,根据产量需求不同,采用的加工方法略有不同,见如下表一。
[0004][0005]
分析上表,大致可归纳为如下五种工艺路线:
[0006]
路线一:纵剪卷料
→
横剪
→
模具压弯成型及冲孔
→
成品。
[0007]
路线二:纵剪卷料
→
横剪
→
平面数控冲孔机冲孔
→
模具压弯成型
→
成品。
[0008]
路线三:纵剪卷料
→
横剪
→
平面数控冲孔机冲孔
→
折弯成型
→
成品。
[0009]
路线四:纵剪卷料
→
滚压成型
→
切断
→
三面数控冲孔机冲孔
→
等离子切割局部外形
→
成品。
[0010]
路线五:钢厂卷料
→
开卷
→
纵剪
→
成型切边
→
加工孔
→
感应热处理
→
折弯
→
成品。
[0011]
中国专利授权公告号为cn102248360b的实用新型专利,虽然采用了先加工后热处理的方式提高效率但其热处理方式成材率低,热处理工艺单一,只能进行淬火热处理,且淬火温度低不能满足1000mpa级纵梁的强度和成本要求。
技术实现要素:
[0012]
本实用新型的目的是提供一种超高强轻量化汽车底盘纵梁连续生产线,克服现有技术的不足,生产一种1000mpa级纵梁,解决汽车运载能力提升和减薄减重需求之间的矛盾,先在原料强度700mpa以下状态加工孔,再经热处理提升强度,解决1000mpa超高强钢孔加工的难题;为提升大梁强度提供了全新的解决方案,可提升产品质量稳定性,提高生产效率,使超高强轻量化汽车底盘纵梁连续生产成为可能。
[0013]
本实用新型为了实现上述目的,采用的技术解决方案是:
[0014]
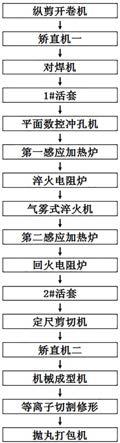
一种超高强轻量化汽车底盘纵梁连续生产线,其特征在于,其设备按工艺流程顺序由纵剪开卷机、矫直机一、对焊机、1#活套、平面数控冲孔机、第一感应加热炉、淬火电阻炉、气雾式淬火机、第二感应加热炉、回火电阻炉、2#活套、定尺剪切机、矫直机二、机械成型机、等离子切割机、抛丸打包机顺序组成。
[0015]
所述纵剪开卷机上设有激光测距仪与挡板双定位装置。
[0016]
所述矫直机一为九辊矫直机。
[0017]
所述第一感应加热炉中设有张力辊,牵引张力可调节。
[0018]
所述等离子切割机的修形余量为2~5mm。
[0019]
所述矫直机二为十三辊矫直机。
[0020]
所述纵梁为900~1000mpa级纵梁。
[0021]
与现有技术相比,本实用新型的有益效果是:1)解决了汽车运载能力提升和减薄减重需求之间的矛盾,先在原料强度700mpa以下状态加工孔,再经热处理提升强度,解决1000mpa超高强钢板上孔加工的难题;2)为提升大梁强度提供了全新的解决方案,可提升产品质量稳定性,提高生产效率,使超高强轻量化汽车底盘纵梁连续生产成为可能。3)可实现超高强汽车底盘纵梁连续生产,通过张力状态下的气雾式淬火避免了热处理对材料的变形,进而提高成材率和热处理效率。
附图说明
[0022]
图1是本实用新型实施例流程示意图。
[0023]
图2是本实用新型实施例产品形状演变示意图。
[0024]
图3是本实用新型实施例汽车底盘纵梁产品结构示意图。
具体实施方式
[0025]
下面结合实施例对本实用新型的制备方法作进一步说明:
[0026]
见图1至图3,是本实用新型一种超高强轻量化汽车底盘纵梁连续生产线实施例流程示意图,其设备按工艺流程顺序由纵剪开卷机、矫直机一、对焊机、1#活套、平面数控冲孔机、第一感应加热炉、淬火电阻炉、气雾式淬火机、第二感应加热炉、回火电阻炉、2#活套、定尺剪切机、矫直机二、机械成型机、等离子切割机、抛丸打包机顺序组成。
[0027]
本实用新型实现的工艺流程包括上卷开卷、钢板校平、人工对焊、1#活套、平面数控冲孔机、感应加热炉加热、淬火电阻炉保温、气雾式淬火、感应加热炉加热、回火电阻炉保温、2#活套、定尺剪切、钢板精矫、机械成型、等离子切割修形、抛丸打包各步骤,以1000mpa级汽车纵梁为例,其各步骤具体操作如下:
[0028]
1)上卷开卷:通过上卷机构将钢卷运至纵剪开卷机开卷,钢板厚度为4mm,开卷后钢板宽度480mm;开卷机采用激光与物理双定位确保钢卷位置,使钢卷中心线与矫直机中心线对齐,在开卷机的张紧装置旁都有挡板,挡板可以在张紧装置传入钢卷时,尽量避免卷边错动对钢卷对中的影响,同时在开卷机上有激光测距,测量固定点到挡板的距离,通过调整开卷机平移,调整距离使测距仪数值到达规定数值,这时位置为对中,激光测距误差
±
1mm;
[0029]
2)钢板校平:钢板由矫直机一校平,矫直机一为七辊矫直机。方便冲孔及后续处理,平整度≤5mm;
[0030]
3)人工对焊:将校平后钢板接入生产线,并对卷头进行人工对焊定位;根据钢板厚度,张力设定为3t,张力可以通过张力辊上张力计进行反馈;
[0031]
4)1#活套:钢板经过1#活套送入平面数控冲孔机准备冲孔,缓冲距离30~200m;
[0032]
5)平面数控冲孔机:用平面数控冲孔机冲出纵梁上对应的定位孔、固定孔和减重孔;
[0033]
6)第一感应加热炉加热:钢板在张力牵引下经两组感应加热炉进行在线连续热处理,采用中频加热,在2min之内达到700℃;
[0034]
7)电阻炉保温:在电阻炉中钢板温度由700℃继续升至900℃,保温时间320秒;
[0035]
8)气雾式淬火:在淬火机中进行气雾式淬火冷却,把钢板760℃的温度快速冷却到室温;750-770℃这个温度范围效果最优,高于770℃时,马氏体组织生成的过于剧烈,会引起钢板变形,造成钢板板型超差;750℃以下时,马氏体组织生成的过少,钢板强度不达标;
[0036]
9)第二感应加热炉加热:采用两组中频感应加热炉加热,在2min之内达到580℃
[0037]
10)回火电阻炉保温;在电阻炉中钢板温度由580℃继续升至600℃,保温时间每毫米960秒;
[0038]
11)2#活套:钢板经2#活套送达剪切机处,缓冲距离30~200m;
[0039]
12)定尺剪切:采用液压剪进行定尺剪切成纵梁坯,保留修形余量,修形余量为2~5mm;
[0040]
13)钢板精矫:纵梁坯经矫直机二进行精矫,矫直机二选用九辊矫直机,不平度≤3mm;
[0041]
14)机械成型:根据产品设计要求,将精矫后纵梁坯经辊道送入滚压成型机进行成型,使其变形量符合图纸要求;
[0042]
15)等离子切割修形:采用等离子切割机进行修形,去除余量至成品尺寸;
[0043]
16)抛丸打包;合格产品输送至打包区抛丸打包。
[0044]
本实用新型通过创造性地先在原料强度700mpa以下状态加工孔,再经热处理提升强度,解决了1000mpa超高强钢板上孔加工的难题,从而实现了超高强汽车底盘纵梁的连续生产,解决热处理后材料加工困难、成品率低的技术难题,通过张力状态下的气雾式淬火避免了热处理引起的材料变形,进而提高成材率和热处理效率。
[0045]
以上所述实施例仅是为详细说明本实用新型的目的、技术方案和有益效果而选取的具体实例,但不应该限制本实用新型的保护范围,凡在不违背本实用新型的精神和原则的前提下,所作的种种修改、等同替换以及改进,均应落入本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1