轮毂打孔定位工装的制作方法
1.本实用新型涉及机械加工生产技术领域,尤其涉及一种轮毂打孔定位工装。
背景技术:
2.在通过加工中心对工件进行加工时,需要对工件进行装夹、定位,针对不同的工件,其定位装夹方式也存在差异,尤其是异形件。工件在生产中不仅要满足装夹、定位要求,而且还要缩短生产节拍,提高生产效率,将设备利用率达到最佳状态,目前在对于轮毂打孔中没有专用工装,影响轮毂的加工效率。
技术实现要素:
3.为了解决现有技术中的不足,本实用新型的目的在于提供一种轮毂打孔定位工装,满足轮毂打孔过程中的装夹、定位,缩短了生产节拍、提高了生产效率。
4.本实用新型解决其技术问题所采用的技术方案是:
5.一种轮毂打孔定位工装,其特征在于,包括:
6.底板;以及
7.至少一组定位芯,所述定位芯安装固定在所述底板的顶面上;以及
8.液压缸,所述液压缸安装固定在所述底板底面上,且液压缸与所述定位芯一一对应设置,液压缸的输出轴垂直于所述底板设置,并分别穿过所述底板和对应的所述定位芯设置,输出轴顶端设有一与其活动连接的压板。
9.所述液压缸设有两组及两组以上的,液压缸的液压油输入端和液压油输出端之间分别与对应的同一回油总管路和同一供油总管路连接。
10.还包括了定位杆,所述定位杆位于所述底板的顶面上并与底板连接固定,定位杆与所述定位芯一一对应设置并位于定位芯外侧,定位杆的顶端构成一与轮毂工件形状匹配的定位面。
11.所述底板的底部还设有与其连接固定的支撑腿,支撑腿的底端高度设置相同。
12.所述支撑腿靠近底板的边缘设置。
13.所述输出轴上部还设有与其连接的拉杆,拉杆与所述输出轴位于同一直线上且两者之间相互连接固定。
14.所述压板一侧设有一槽体,所述输出轴端部位于所述槽体内,且两者之间通过一销轴转动连接,压板可以通过转动在水平分布状态和竖向分布状态之间切换。
15.所述压板的侧壁上设有与所述销轴连接的长条孔,且所述销轴还通过一弹簧与所述压板连接,拉簧位于压板的侧壁上,销轴通过拉簧拉紧使其靠近长条孔的一端设置。
16.本实用新型的有益效果是:结构设计合理,工装在使用过程中,不仅满足了满足轮毂打孔过程中的装夹、定位要求,缩短了生产节拍、提高了生产效率,而且降低了员工的劳动强度。
附图说明
17.下面结合附图和实施例对本实用新型进一步说明。
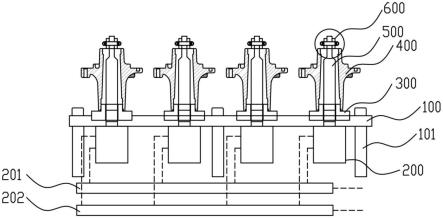
18.图1为本实用新型的主视剖面结构示意图。
19.图2为本实用新型的俯视结构示意图。
20.图3为图1中压板的局部结构示意图。
21.图4为压板的俯视结构示意图。
22.图5为压板的主视剖面结构示意图。
23.图6为拉杆的结构示意图
24.图中:100底板、101支撑腿、200液压缸、201回油总管路、202供油总管路、300定位芯、400轮毂工件、500拉杆、600压板、601弹簧、602销轴、603槽体、604长条孔、700定位杆。
具体实施方式
25.以下由特定的具体实施例说明本实用新型的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本实用新型的其他优点及功效。
26.根据图1至图6所示:本实施例提供一种轮毂打孔定位工装,包括底板100、八组定位芯300、八组液压缸200和八组定位杆700,每组定位芯300、液压缸200定位杆700构成一个配合作业的整体,用于对轮毂工件400进行定位使用,其中:
27.所述底板100为一矩形平面面板,底板100的底部还设有与其连接固定的支撑腿101,支撑腿101靠近底板100的边缘设置,支撑腿101的底端高度设置相同,支撑腿101用于底板100的支撑固定使用,使底板100的下部具有一定的装配空间。
28.所述定位芯300位于安装固定在所述底板100的顶面上,定位芯300的底面与底板100连接,定位芯300的顶面则为与所述轮毂工件400形状匹配的工作面,使得轮毂工件400的底端可以稳定支撑固定在所述定位芯300上。
29.所述液压缸200安装固定在所述底板100底面上,液压缸200的液压油输入端和液压油输出端之间分别与对应的同一回油总管路201和同一供油总管路202连接,用于同步完成供油动作与回油动作,保证八组液压缸200之间升降作业的一致性;同时,所述液压缸200与所述定位芯300一一对应设置,液压缸200的输出轴垂直于所述底板100设置,输出轴上部还设有与其连接的拉杆500,拉杆500与所述输出轴位于同一直线上且两者之间相互连接固定,在与底板100配合时,输出轴和拉杆500相互连接的整体穿过所述底板100和对应的所述定位芯300设置,使得拉杆500上部位于底板100上部,用于对轮毂工件400的整体定位使用;具体为,拉杆500的外壁小于与轮毂工件400的通道内壁设置,同时拉杆500插入至所述轮毂工件400的通道内部,使得轮毂工件400的底部位置通过定位芯300进行固定,在拉杆500的顶端设有一与其连接的压板600,压板600整体活动设置,可以压紧轮毂工件400的顶部使其位置固定;
30.进一步地,所述压板600一侧设有一槽体603,槽体603的三个侧面分别为敞口结构,所述输出轴的拉杆500端部变窄并位于所述槽体603内,同时压板600和拉杆500之间通过一水平分布的销轴602转动连接,销轴602分别穿过压板600和拉杆500设置,使得压板600可以通过转动在水平分布状态和竖向分布状态之间旋转切换,当压板600竖向分布时,压板600水平截面尺寸与拉杆500的水平截面尺寸相当,此时不影响轮毂工件400的下置,压板
600和拉杆500分别穿过轮毂工件400的通道设置,然后在将压板600旋转至水平分布,由压板600限制轮毂工件400向上的移动方向;
31.所述压板600的侧壁上设有与所述销轴602连接的长条孔604,且所述销轴602还通过一弹簧601与所述压板600连接,拉簧位于压板600的侧壁上,销轴602通过拉簧拉紧使其靠近长条孔604的一端设置,该结构的设置,可以通过拉簧的拉力,可以将销轴602与长条孔604内壁紧密接触,使得压板600不易转动活动,从而保障了其稳定的固定效果,用于防止其轻易旋转,导致工作开展不方便的弊端。
32.所述定位杆700位于所述底板100的顶面上并与底板100连接固定,定位杆700与所述定位芯300一一对应设置并位于定位芯300外侧,定位杆700的顶端构成一与轮毂工件400形状匹配的定位面,当轮毂工件400与拉杆500配合连接时,可以通过定位杆700对轮毂工件400的设置高度及圆周方向的位置进行定位,避免因安装位置不准确造成加工失误。
33.在操作者使用轮毂打孔定位工装时,需要操纵液压装置,将拉杆500处于最大伸出状态,且压板600处于竖直状态,将轮毂工件400放在定位芯300上,然后朝同一方向转动轮毂工件400使其底部凸起与定位杆700接触,将压板600调整到水平位置,操纵液压装置使拉杆500收缩通过压板600将轮毂工件400压紧,最后运行程序进行钻孔加工。
34.此工装在使用过程中,不仅满足了定位、装夹要求,而且降低了员工的劳动强。
35.以上所述仅为本实用新型的优先实施方式,只要以基本相同手段实现本实用新型的目的技术方案,都属于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1