一种智能化自动数控机床的制作方法
1.本实用新型属于智能化数控机床技术领域,涉及一种机床,尤其涉及一种智能化自动数控机床。
背景技术:
2.智能化自动数控机床又称数控车床,是目前使用较为广泛的数控机床之一,它主要用于轴类零件或盘类零件的内外圆柱面、任意锥角的内外圆锥面、复杂回转内外曲面和圆柱、圆锥螺纹等切削加工,并能进行切槽、钻孔、扩孔、铰孔及镗孔等。现有的智能化自动数控机床在对柱状类工件扩孔加工后都需要将工件取下然后放置到另外的检测装置上来对加工的工件的精度进行测量,这样操作较为麻烦且复杂。而且现有车间对工件的精度检测通常都是抽查的,一旦发现加工出来的工件出现精度偏差,随即需要排查大批量的已经加工完成的工件,这样操作过于麻烦不利于生产需求。
3.由于现在的车间和市场对工件的精度要求越来越高,现有的自动化生产当中难免会发生由于刀具磨损或者主轴端夹头磨损又或者装夹工件失误导致加工出来的工件精度不合格或者精度出现偏差,从而影响了零件的加工质量,降低了零件的出品率。而且现有机床往往都是一台机器固定加工一种种类的工件,当我们要加工不同口径或者尺寸的工件时只能对机床进行拆机更换其内的刀具或者更换另一台机床来实现加工,这样费时费力且增加了生产成本。所以解决上述存在的问题是当下刻不容缓要处理的事情。
技术实现要素:
4.本实用新型的目的是针对现有技术存在的上述问题,提出了一种智能化自动数控机床。它所解决的是现有机床无法在线检测工件精度和适应性差的技术问题。
5.本实用新型的目的可通过下列技术方案来实现:
6.一种智能化自动数控机床,包括机壳,所述机壳上设有用于工件上料的上料装置以及主轴端夹头,其特征在于,所述机壳内还设置有可横向或/和纵向移动的拖板,所述拖板上连接有至少一个用于固定刀具且位置可调的的刀座,所述拖板上还设有能够将上料装置处的工件夹持至主轴端夹头上固定的抓手,所述拖板上还设有用于检测工件加工精度的检测探头。
7.机壳内还设置有可横向或/和纵向移动的拖板,拖板上连接有至少一个位置可调的刀座。刀座是用来固定刀具用的,所以拖板的横向位移和纵向位移能带动刀具靠近夹持在主轴端夹头上的工件并对其进行加工。刀座的位置可以调节使得可以通过改变刀座的位置来适应各种刀具的安装,使其适应性较广。而且还可以通过在拖板上设置多个刀座,刀座上安装不同尺寸或种类的刀具通过拖板的位移来使得不同刀具对准主轴端夹头上夹持的工件进行加工以满足不同尺寸或种类的工件的加工需求,这样设置大大提高了本智能化自动数控机床的适应性。
8.抓手的作用是用来夹取上料装置上的工件并通过拖板的运动来实现装夹到主轴
端夹头上。在抓手靠近上料装置并夹取到工件时,再通过拖板的位移来将工件置入主轴端夹头内进行定位,然后再通过拖板位移来将刀座上的刀具靠近被主轴端夹头定位的工件对其进行加工,这样设置从取料到加工全自动进行,大大提高了加工效率。
9.拖板上还设有用于检测工件加工精度的检测探头。检测探头的作用是能在线检测我们加工后的工件的加工精度是否合格,通过将检测探头靠近工件加工面并使其与加工面抵靠即可测量出加工面的加工精度,本机床通过在加工过后再通过检测探头来对加工后的工件的精度进行测量,根据测量得到的数据反馈给拖板来调整刀具的移动路径,这样设置实现了机床的在线检测,并通过在线检测也能较好的提高机床加工工件的合格率。
10.在上述的一种智能化自动数控机床中,所述拖板上纵向开设有相互平行的若干条t形限位槽,所述抓手、刀座和检测探头依次并列卡设在同一条t形限位槽内并通过螺栓与拖板固定。
11.抓手、刀座和检测探头依次并列卡设在同一条t形限位槽内,抓手在最下方,检测探头在最上方,刀座在抓手和检测探头之间,这样设置在抓手将其上的工件送入主轴端夹头上夹持定位后,出厂的时候对拖板的高度进行调节然后拖板通过纵向移动即可切换抓手、刀座和检测探头对准主轴端夹头,对准只需要纵向移动即可实现,拖板的横向移动主要是使得这三者能靠近或者远离主轴端夹头,这样设置操作简单,加工效率高。检测探头在加工好工件后可对工件进行检测精度是否达到加工要求,这样的设置使得加工较为方便,提高了加工的效率。
12.在上述的一种智能化自动数控机床中,所述抓手包括卡设在t形限位槽内的底座和位于底座上的两个能相互靠近或远离的夹爪一和夹爪二。
13.拖板移动将抓手靠近出料口处的工件,夹爪一和夹爪二能通过相互靠近来夹持工件,在夹持到工件后,拖板将移动到主轴端夹头处将工件伸入主轴端夹头内让主轴端夹头收缩夹持,然后夹爪一和夹爪二再相互远离松开工件,这样设置两个能相对远离或靠近的夹爪一和夹爪二的设置能提高夹持工件的稳定性。
14.在上述的一种智能化自动数控机床中,所述刀座的上端具有弯曲部,所述弯曲部与刀座之间形成可容纳刀具的内凹槽,所述弯曲部上还设有能伸入内凹槽内的锁紧螺栓且能通过螺纹拧动顶压在刀具上与刀座固定。
15.在上述的一种智能化自动数控机床中,所述拖板上的刀座具有三个且并排排列。
16.三个刀座即可安装三种不同规格或者尺寸的刀具,而且三个刀座均可以调节位置,这样能加工三种不同规格的工件或者对同一种工件进行三次不同的加工,这样设置使得本机床的适应性得到进一步的提升。
17.在上述的一种智能化自动数控机床中,所述上料装置包括一具有输送带的料轨,所述料轨右端伸入机壳内,且料轨上位于机壳内还连接有倾斜设置的滑轨,滑轨的右侧还开设有出料口。
18.上料装置包括一具有输送带的料轨,料轨的右端伸入机壳内,且料轨右端还连接有倾斜设置的滑轨,滑轨的右侧还开设有出料口。料轨内具有输送带,只需要将工件放置在输送带上即可传送进入到机壳内,而且在位于机壳内的料轨上连接有倾斜设置的滑轨,工件在输送到滑轨所在位置时会被滑轨挡住从而顺着倾斜的滑轨滚落,滚落到出料口的位置,等待被抓取,这样的上料装置自动化呈度较高,使用起来较为方便。
19.在上述的一种智能化自动数控机床中,所述机壳上还设有移动门。
20.在上述的一种智能化自动数控机床中,所述机壳内位于主轴端夹头一侧还设有高压水嘴。
21.高压水嘴的作用是能在加工的时候喷出高压水流对加工过后残留在工件内的铁丝或者铁屑进行去除或冲洗,防止检测探头在检测过程中受铁屑影响检测不精确或者接触到铁屑导致损坏,一定程度上提高了本机床的加工精度和使用寿命。同时高压水嘴喷出的水流还能对刀具和工件进行降温,起到很好的保护刀具的作用,能有效延长刀具的使用寿命。
22.在上述的一种智能化自动数控机床中,所述料轨的末端还设有用于推送件工件进入到滑轨内的推动气缸。
23.在上述的一种智能化自动数控机床中,所述机壳的顶端还设有报警指示灯。
24.与现有技术相比,本产品的优点在于:
25.1、可以在拖板上设置多个刀座,且刀座的位置均可以调节,通过在刀座上安装不同尺寸或种类的刀具通过拖板的位移来使得不同刀具对准主轴端夹头上夹持的工件进行加工以满足不同尺寸或种类的工件的加工需求,这样设置大大提高了本智能化自动数控机床的适应性。
26.2、本机床通过在加工过后再通过检测探头来对加工后的工件的精度进行测量,根据测量得到的数据反馈给电脑系统并控制拖板来调整刀具的移动路径,这样设置实现了机床的在线检测,并通过在线检测也能较好的提高机床加工工件的合格率。
附图说明
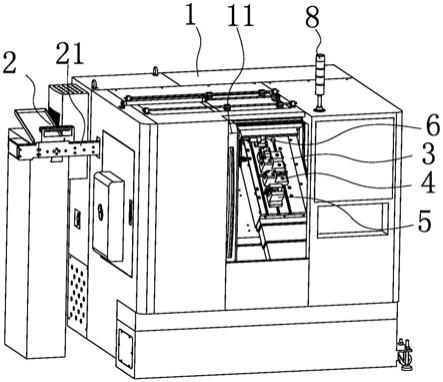
27.图1是本实用新型的侧视图;
28.图2是本实用新型的去机壳上的侧板的侧视图;
29.图3是本实用新型的在a处的放大视图;
30.图4是本实用新型的抓手的零件图;
31.图5是本实用新型的刀座的零件图。
32.图中,1、机壳;11、移动门;2、上料装置;21、料轨;22、滑轨;221、出料口;3、拖板;31、t形限位槽;4、刀座;41、弯曲部;42、内凹槽;43、锁紧螺栓;5、抓手;51、底座;52、夹爪一;53、夹爪二;6、检测探头;7、推动气缸;8、报警指示灯;9、高压水嘴;10、主轴端夹头。
具体实施方式
33.以下是本实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
34.如图1
‑
图5所示的一种智能化自动数控机床,包括具有移动门11的机壳1,机壳1左侧设有上料装置2,上料装置2包括具有输送带的料轨21和位于输送带侧部的料盘,通过将工件码放在料盘上,料盘会自动将工件推送至料轨21的输送带上,输送带将工件输送至机壳1内,料轨21的末端还设有用于检测有无工件通过的探头。探头与设置在机壳1顶端的报警指示灯8连接,当检测到没有工件通过时候,报警指示灯8会亮起。料轨21右端还连接有倾斜设置的滑轨22,滑轨22的右侧还开设有出料口221。料轨21的末端还设有推动气缸7,当工
件自输送带上掉落到滑轨22上,然后推动气缸7顶出将工件顶出并顺着倾斜的滑轨22滚落并抵靠在滑轨22的末端,出料口221则是开设在滑轨22末端的侧面上,将柱状工件的一侧露出使其等待被抓取,这样的上料装置2自动化程度较高,使用起来较为方便。机壳1内的底部设有能左右移动的丝杠电机组件一,丝杠电机组件一上还连接有能前后移动的丝杠电机组件二,拖板3设置在丝杠电机组件二的上端,这样设置拖板3能被丝杠电机组件一带动前后运动也能被丝杠电机组件二带动左右移动。丝杠电机组件一和丝杠电机组件二均由丝杠和驱动电机组成其工作原理为现有成熟的技术在此不多做解释。丝杠电机组件一和丝杠电机组件二均呈倾斜设置,所以连接在丝杠电机组件二上的拖板3也呈倾斜状,出厂的时候调整好丝杠电机组件一和丝杠电机组件二的高度使得固定在其上的拖板3的与主轴端夹头10的中心线处于同一平面上即当拖板3纵向移动时其主轴端夹头10的中心线始终位于拖板3所在的平面上,拖板3上连接着刀座4、抓手5和检测探头6等配件,使得这些配件通过纵向移动即可对准主轴端夹头10,操作简单,方便实用,提高了本机床的加工效率。而且倾斜设置的丝杠电机组件一、丝杠电机组件二和拖板3使得整体机床的尺寸变小,空间占用率降低,方便生产。拖板3上纵向开设有相互平行的三条t形限位槽31,刀座4、抓手5和检测探头6并列卡设在同一条t形限位槽31内并通过螺栓与拖板3固定。
35.拖板3上连接有三个并列设置的刀座4。刀座4是用来固定刀具用的,刀座4的上端具有弯曲部41,弯曲部41与刀座4之间形成可容纳刀具的内凹槽42,弯曲部41上还设有能伸入内凹槽42内的锁紧螺栓43且能通过螺纹拧动顶压在刀具上与刀座4固定。拖板3的横向位移和纵向位移能带动刀具靠近夹持在主轴端夹头10上的工件并对其进行加工。由于拖板3是倾斜设置的而且可以横向和纵向移动,所以可以在拖板3上设置多个刀座4,刀座4上安装不同尺寸或种类的刀具通过拖板3的位移来使得不同刀具对准主轴端夹头10上夹持的工件进行加工以满足不同尺寸或种类的工件的加工需求,这样设置大大提高了本智能化自动数控机床的适应性。三个刀座4即可安装三种不同规格或者尺寸的刀具,这样能加工三种不同规格的工件或者对同一种工件进行三次不同的加工,这样设置使得本机床的适应性得到进一步的提升。
36.拖板3上位于刀座4的下侧还设有用于夹取出料口221处工件的抓手5,抓手5包括卡设在t形限位槽31内的底座51和位于底座51上的两个能相互靠近或远离的夹爪一52和夹爪二53。拖板3移动将抓手5靠近出料口221处的工件,夹爪一52和夹爪二53能通过相互靠近来夹持工件,在夹持到工件后,拖板3将移动到主轴端夹头10处将工件伸入主轴端夹头10内让主轴端夹头10收缩夹持,然后夹爪一52和夹爪二53再相互远离松开工件,这样设置两个能相对远离或靠近的夹爪一52和夹爪二53的设置能提高夹持工件的稳定性。抓手5的作用是用来夹取滑轨22的出料口221处的工件用的,由于滑轨22也位于主轴端夹头10的一侧,所以通过拖板3的位置调整能使得抓手5靠近出料口221处的工件并对工件进行夹取,在夹取之后再通过拖板3的位移来将工件置入主轴端夹头10内进行定位,然后再通过拖板3的位移来将刀座4上的刀具靠近被主轴端夹头10定位的工件对其进行加工,这样设置从取料到加工全自动进行,大大提高了加工效率。
37.拖板3上位于刀座4的上侧还设有用于检测工件加工精度的检测探头6。本车床配置了在线检测探头6,在工件加工前,按工件要求尺寸可以事先设定一个中差值控制尺寸,在工件加工后通过检测探头6把检测得出的数值反馈给电脑系统,电脑系统计算出差值并
进行补给,使得机床进入正常工作状态。如果补偿不到位或加工尺寸不对时,机床的报警指示灯8会亮起,且整个机床停止工作等待人工排查错误。检测探头6的作用是能在线检测我们加工后的工件的加工精度是否合格,通过将检测探头6靠近工件加工面并使其与加工面抵靠即可测量出加工面的加工精度,本机床通过在加工过后再通过检测探头6来对加工后的工件的精度进行测量,根据测量得到的数据反馈给拖板3来调整刀具的移动路径,这样设置实现了机床的在线检测,并通过在线检测也能较好的提高机床加工工件的合格率。刀座4、抓手5和检测探头6并列卡设在同一条t形限位槽31内,抓手5在最下方,检测探头6在最上方,刀座4在抓手5和检测探头6之间,这样设置在抓手5将其上的工件送入主轴端夹头10上夹持定位后,拖板3下移即可将刀座4上的刀具对准工件进行车削加工,在加工好之后再下移即可对加工好的工件进行检测精度是否达到加工要求,这样的设置使得加工较为方便,提高了加工的效率。机壳1内位于主轴端夹头10一侧还设有高压水嘴9。高压水嘴9的作用是能在加工的时候喷出高压水流对残留在工件内的铁屑进行去除或冲洗,一定程度上提高了本机床的加工精度。同时高压水嘴9喷出的水流还能对刀具和工件进行降温,起到很好的保护刀具的作用,能有效延长刀具的使用寿命。
38.本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1