一种缸盖加工线转线机械手的制作方法
1.本实用新型属于发动机缸盖加工技术领域,特别是涉及一种缸盖加工线转线机械手。
背景技术:
2.机加厂4g15缸盖op45操作者对op50上下件时行走往返路线长,导致操作者作业时间超出设计节拍,是工段瓶颈工位,需要增加人。为了不增加操作者,实现将枪钻工位自动上下工件,制作机械手代替人作业,实现减员增效。
技术实现要素:
3.本实用新型的目的在于提供一种缸盖加工线转线机械手。
4.本实用新型所采取的技术方案是:一种缸盖加工线转线机械手,包括缸盖加工线一、缸盖加工线二、转线机械手及防护网;所述缸盖加工线一用于完成缸盖到达各工艺工位的衔接;所述缸盖加工线二用于完成缸盖进入每个工艺工位的加工中心;所述转线机械手用于提供工件缸盖从缸盖加工线一到缸盖加工线二的转运转载,转线机械手两端通过防护网支撑和防护。
5.本实用新型的有益效果在于:
6.本实用新型通过设计制作机械手完全代替操作者完成工件上下件工作,有效提高工作效率,实现了自动化作业。
7.成果:
8.1、节省成本:2、提高质量:有效避免人装夹工段带来的磕碰伤。
9.3、安全、环境:减少操作者在拿取、装夹工件在脚踏板上行走时的安全隐患。
附图说明
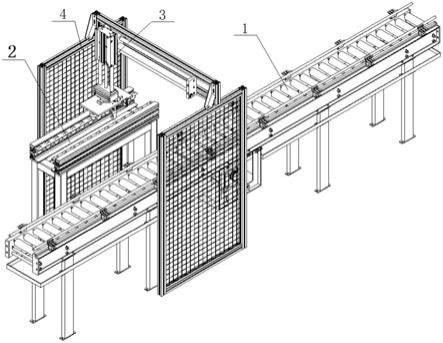
10.图1是本实用新型的等轴侧视图;
11.图2是本实用新型转线机械手的主视图;
12.图3是图2的左视图;
13.图4是图2的等轴侧视图;
14.图5是本实用新型防护网的等轴侧视图;
15.其中:1
‑
缸盖加工线一、2
‑
缸盖加工线二、3
‑
转线机械手、4
‑
防护网,301
‑ꢀ
转载平移气缸,302
‑
转载平移滑板,303
‑
升降控制气缸,304
‑
升降控制连接板, 305
‑
机械手旋转气缸,306
‑
机械手定位板,307
‑
手爪夹紧气缸,308
‑
机械手爪, 309
‑
检测传感器支架,310
‑
光电接近传感器,311
‑
机械手定位销,401
‑
门型防护网,402
‑
侧防护网,403
‑
机械手支撑架,404
‑
机械手支撑架斜筋。
具体实施方式
16.为了使本实用新型的目的、技术方案和优点更加清楚,下面结合附图和具体实施例对本实用新型进行详细描述。
17.如图1所示,一种缸盖加工线转线机械手包括缸盖加工线一1、缸盖加工线二2、转线机械手3、防护网4,其中,
18.所述缸盖加工线一1为原有工件物料输送主线,完成缸盖到达各工艺工位的衔接;
19.所述缸盖加工线二2为原有工件物料输送支线,完成缸盖进入每个工艺工位的加工中心;
20.所述转线机械手3提供工件缸盖从缸盖加工线一1到缸盖加工线二2的转运转载,缸盖加工线一1与缸盖加工线二2在位置上不论平行布置形式或者垂直布置形式,均可使用转线机械手3来完成搬运缸盖;
21.所述防护网4用于转线机械手的支撑和防护;
22.如图2、图3、图4所示,所述转线机械手3从上到下均设置气缸,完成各个自由度的动作,其中跨越缸盖加工线一1和缸盖加工线二2的是转载平移气缸301,工件提升和放下的动作依靠升降控制气缸303,工件缸盖跨线后姿态的改变驱动设置机械手旋转气缸305,完成工件缸盖的夹持和松开动作设置有手爪夹紧气缸307,它们的连接设置有过渡连接板;
23.所述转载平移气缸301的活动滑台部分通过螺栓连接转载平移滑板302,同样在转载平移滑板302上设置有四个螺纹孔,通过螺栓连接将升降控制气缸303固定在转载平移滑板302上;
24.所述升降控制气缸303的活塞杆前端自带有一块连接板,该连接板通过螺栓连接升降控制连接板304,其中升降控制连接板304下表面通过螺栓固定机械手旋转气缸305;
25.所述机械手旋转气缸305自带旋转连接法兰板,机械手旋转气缸305的连接法兰板下表面通过螺栓固定机械手定位板306,机械手定位板306下面中心螺栓固定设置有手爪夹紧气缸307,手爪夹紧气缸307自带两滑块,滑块下螺栓连接设置机械手爪308,两个机械手爪308指钩相向朝内,通过合并与分开完成对工件的夹持和松开动作,机械手定位板306长边方向两端各设置一个机械手定位销311,通过机械手定位销311插入对接到工件指定孔完成对工件抓取前的预定位;
26.所述机械手定位板306任一长边板侧螺栓连接检测传感器支架309,检测传感器支架309开有一孔,孔中穿过设置光电接近传感器310,光电接近传感器310通过其自带的螺母夹紧定位在检测传感器支架309上,完成机械手是否抓到工件及工件到位检测;
27.如图5所示,所述防护网4用于转线机械手3的支撑,转载平移气缸301 通过螺栓连接设置在机械手支撑架403侧立面上,在机械手支撑架403同一侧立面两端立柱螺栓连接设置两个机械手支撑架斜筋404;
28.所述防护网4用于转线机械手3的安全防护,整块格栅的侧防护网402 平行布置在缸盖加工线一1和缸盖加工线二2两侧,门型防护网401垂直布置跨越在缸盖加工线一1和缸盖加工线二2上,门型防护网401的格栅网位于两输送线上部一定高度并不妨碍工件的输送和转运;
29.所述防护网4的机械手支撑架403两端立柱坐落在侧防护网402上横梁上表面,通过螺栓连接;机械手支撑架斜筋404下支撑也坐落在侧防护网402 上横梁上表面,通过螺栓
连接;
30.升降控制气缸303上的机械手旋转气缸305、机械手定位板306、手爪夹紧气缸307、机械手爪308和光电接近传感器310构成夹爪机构。
31.工作过程,如图2、图3、图4所示,工件通过缸盖加工线一1被挡停在转线工作区内,转线机械手3的转载平移气缸301驱动,升降控制气缸303 上的整套夹爪机构移动到缸盖加工线一1正上方,升降控制气缸303驱动下部手爪下降,手爪夹紧气缸307处于预先分开状态,机械手定位板306下方的两个机械手定位销311缓慢插接到工件指定孔,完成对工件抓取前的预定位,此时机械手定位板306板侧的光电接近传感器310检测到机械手已抓到工件、反馈工件到位,手爪夹紧气缸307预先张开的机械手爪308合并,夹持住工件缸盖外表毛坯面的上翻边。
32.被夹持的工件缸盖在升降控制气缸303驱动升起下部手爪到位,机械手转载平移气缸301驱动,整套夹爪机构从缸盖加工线一1正上方向缸盖加工线二2正上方移动。
33.在转载平移过程中,整套夹爪机构中的机械手旋转气缸305驱动机械手定位板306及下部结构,水平面旋转90度,改变工件缸盖在水平面的姿态,即缸盖长边平行输送线方向转变为缸盖长边垂直输送线方向,在整套夹爪机构到达缸盖加工线二2正上方前,旋转动作完成。
34.夹爪机构通过机械手转载平移气缸301自带的缓冲挡停到达缸盖加工线二2正上方,升降控制气缸303驱动下部手爪下降,手爪夹紧气缸307处于合并状态,工件缸盖被轻放到缸盖加工线二2上,手爪夹紧气缸307驱动机械手爪308松开工件,升降控制气缸303驱动升起下部手爪结构,机械手定位板306下方的两个机械手定位销311缓慢退出工件定位孔,此时机械手定位板306板侧的光电接近传感器310检测到机械手无工件,升降控制气缸303 上升到位,机械手旋转气缸305驱动机械手定位板306及下部结构,反向旋转90度,回到待机状态。
35.如图5所示,转载平移气缸301设置在机械手支撑架403侧立面上,转载平移气缸301两端介于机械手支撑架403两端立柱内,在机械手支撑架403 同一侧立面两端立柱设置两个机械手支撑架斜筋404,立柱和斜筋都固紧在侧防护网402上横梁上面,为机械手提供坚实的安装基础;
36.防护网4用作转线机械手的安全操作防护,整块格栅网的侧防护网402 平行布置在缸盖加工线一1和缸盖加工线二2两侧,将两条输送线联络在一块工作区域;门型防护网401垂直布置跨越在缸盖加工线一1和缸盖加工线二2上,门型防护网401的格栅网设置在两输送线上部一定高度并不妨碍工件的输送和转运;
37.综上所述,本实用新型提供的一种缸盖加工线转线机械手,通过防护网4提供的机械手支撑架403安装基础,转载平移气缸301设置在缸盖加工线一1和缸盖加工线二2上部作业区域,通过一系列设置在转载平移气缸301 此平台的多个气缸的连贯动作,实现缸盖加工线一1到缸盖加工线二2工件的气动转运。
38.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1