一种螺具坯料夹持输送工装的制作方法
1.本实用新型涉及夹持输送领域,尤其是一种螺具配料夹持输送工装。
背景技术:
2.当螺具生产过程开始最初时,需将螺具坯料切割成所要加工的小段,当把螺具坯料送到切割装置下,需要一种可自动夹持螺具坯料并输送到切割装置下的装置。
技术实现要素:
3.本实用新型要解决的技术问题是提供一种支持螺具坯料切割时夹持输送螺具坯料的装置。
4.为解决上述问题,本实用新型的技术方案为:一种螺具坯料夹持输送工装,其创新点在于:所述螺具坯料夹持输送工装包括夹持装置和输送装置;
5.所述夹持装置包括一次夹持装置和二次夹持装置,所述一次夹持装置包括坯料台、第一挡块、第二挡块和第一压紧块,所述坯料台为横向放置,所述第一挡块和第二挡块纵向固定安装于坯料台上且第一挡块和第二挡板块中间留有夹口,所述第一压紧块为长方体铁块位于夹口上方且可放入夹口,所述第一压紧块上方有第一液压缸,第一液压缸的输出端向下连接第一压紧块,通过第一液压缸使第一压紧块上下移动;
6.所述二次夹持装置包括切料台、第三挡块、第四挡块和第二压紧块,所述切料台横向放置,所述第三挡块和第四挡块纵向固定安装于坯料台上且第三挡块和第四挡板块中间留有夹口,所述第二压紧块为长方体铁块位于夹口上方且可放入夹口,所述第二压紧块上方有一第二液压缸,第二液压缸的输出端向下连接第二压紧块,通过第二液压缸使第二压紧块上下移动;
7.所述输送装置为坯料台和安装在坯料台内部的第三液压缸,第三液压缸的输出端在坯料台后端,坯料台下方有一底座,底座上有前后方向的滑轨,坯料台安装在滑轨上,通过第三液压缸的输出端使一次夹持装置前后移动。
8.进一步地,所述二次夹持装置位于一次夹持装置正前方,所述第一挡块与第二挡块之间的夹口和第三挡块与第四挡块之间的夹口在同一直线上。
9.进一步地,所述第一挡块与第二挡块之间的坯料台上有8个向下凹陷的凹槽,凹槽内可放置螺具坯料,所述第三挡块与第四挡块之间的切割台上方也有相同的凹槽,所述第一压紧块和第二压紧块下端有对应螺具坯料的向上凹槽,上下凹槽可将螺具坯料夹住。
10.进一步地,所述第一挡块和第二挡块上方装有第一固定板,所述第三挡块和第四挡块上方装有第二固定板,所述第一液压缸通过第一固定板固定安装于第一挡块和第二挡块上方,所述第二液压缸通过第二固定板固定安装于第三挡块和第四挡块上方。
11.进一步地,所述第三液压缸的输出端固定连接于一挡板,挡板固定于底座上方。
12.进一步地,所述输送装置后方放置有一输送台,输送台上装有输送辊。
13.本实用新型的优点在于:
14.1)在工装上放置螺具坯料时,螺具坯料前端放于切料台上的凹槽内,后面的螺具坯料放于坯料台上的凹槽内,压紧块下移将螺具坯料夹紧在凹槽内,可防止螺具坯料在夹口内滚动。
15.2)螺具坯料很长,除了位于切割台和坯料台上的部分,后面部分放于输送台上,可防止螺具坯料后面部分因太长而向下弯曲,输送台上有输送辊,在螺具坯料向前输送过程中,螺具坯料后段在输送辊上移动,减少了摩擦,避免螺具坯料与输送台摩擦产生磨损。
16.3)一次夹持装置用来固定螺具坯料的位置,二次夹持装置用来固定螺具坯料被切割部分使其切割时不会抖动,方便更好的切割。
附图说明
17.下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
18.图1为本实用新型一种螺具坯料夹持输送工装的俯视图。
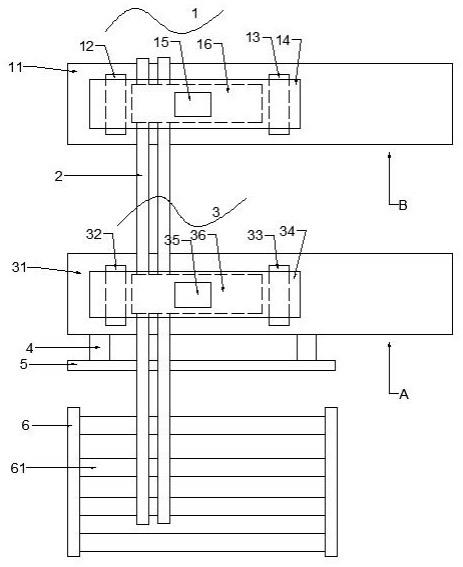
19.图2为图1的a向视图。
20.图3为图1的b向视图。
具体实施方式
21.下面的实施例可以使本专业的技术人员更全面地理解本实用新型,但并不因此将本实用新型限制在所述的实施例范围之中。
22.如图1所示的一种螺具坯料夹持输送工装的俯视图,包括夹持装置和输送装置,夹持装置包括一次夹持装置3和二次夹持装置1,二次夹持装置1位于一次夹持装置3正前方,第一挡块32与第二挡块33之间的夹口和第三挡块12与第四挡块13之间的夹口在同一直线上,一次夹持装置3的坯料台31内部有第三液压缸4,坯料台31下方有一底座,底座上有前后方向的滑轨,坯料台31安装在滑轨上,第三液压缸4的输出端向后固定连接于一挡板5,挡板5固定于底座上方,挡板5后方放置有一输送台6,输送台上装有输送辊61。把螺具坯料2放上夹持输送工装,螺具坯料2前端放于二次夹持装置1中,螺具坯料2中部放于一次夹持装置3中,螺具坯料2后端放置于输送台6的输送辊61上。
23.如图2和图3所示的一种螺具坯料夹持输送工装的a向视图和b向视图,第一挡块32和第二挡块33上方装有第一固定板34,第三挡块12和第四挡块13上方装有第二固定板14,第一液压缸35通过第一固定板34固定安装于第一挡块32和第二挡块33上方,第二液压缸15通过第二固定板14固定安装于第三挡块12和第四挡块13上方,第一挡块32与第二挡块33之间的坯料台31上有8个向下凹陷的凹槽,凹槽内可放置螺具坯料2,第三挡块12与第四挡块13之间的切割台11上方也有相同的凹槽,第一压紧块36和第二压紧块16有对应螺具坯料2的向上凹槽,上下凹槽可将螺具坯料2夹住,可防止螺具坯料2在夹口内滚动。
24.当切割过程开始,螺具坯料2放置好,第一压紧块36在第一液压缸35的作用下下移,将螺具坯料2位置固定好防止其滚动,第三液压缸启动,通过第三液压缸将一次夹持装置3在底座上的滑轨上向前移动,将需切割小段推出切割台11,此时第二压紧块16在第二液压缸15的作用下下移将螺具坯料2前端压紧,使其切割时不会抖动,方便更好的切割,切割完一小段后,第二压紧块16上升,松开螺具坯料2前端,一次夹紧装置3在第三液压缸的作用下继续向前移动需切割一小段的距离,移动完后,第二压紧块16下移,将螺具坯料2压紧,继
续切割工作。当螺具坯料2向前输送时,螺具坯料2后端在输送台6上也向前移动,因为有输送辊61的存在,减少了摩擦,避免螺具坯料2与输送台6摩擦产生磨损。当一次夹持装置3与二次夹持装置1碰到一起,第三液压缸无法将一次夹持装置3向前推动,此时第二压紧块16压紧不放,第一压紧块36上升,一次夹持装置3向后移动,移到螺具坯料2后段部分,第一压紧块36下移将螺具坯料2后段夹住,第二压紧块16上升,一次夹持装置3继续向前移动,继续进行夹持输送过程。当切割到最后部分,一次夹持装置3和二次夹持装置1还夹着一部分螺具坯料,但一次夹持装置3和二次夹持装置1已经碰到一起,已无法向前输送,剩余部分取出,进行下一批螺具坯料装填。
25.本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1